Оборудование для резки слитков и механической обработки пластин полупроводниковых материалов
Для получения качественных приборов и ИС необходимы однородные полупроводниковые пластины с поверхностью, свободной от дефектов и загрязнений. Приповерхностные слои пластин не должны иметь нарушений кристаллической структуры. Очень жесткие требования предъявляют к геометрическим характеристикам пластин, особенно к их плоскостности. Плоскостность поверхности имеет определяющее значение при формировании структур приборов методами оптической литографии. Важны и такие геометрические параметры пластина как прогиб, непараллельность сторон и допуск по толщине. Полупроводниковые материалы, обладающие высокой твердостью и хрупкостью, не поддаются механической обработке с применением большинства обычных методов, таких, как точение, фрезерование, сверление, штамповка и т. п. Практически единственным методом, применимым для механической обработки полупроводниковых материалов, является обработка с применением связанных или свободных абразивов
Для обеспечения требуемых параметров разработаны базовые технологические операции изготовления пластин. К базовым операциям относят предварительную подготовку монокристалла, разделение его на пластины, шлифование и полирование пластины, формирование фасок, химическое травление пластин, геттерирование нерабочей стороны пластины, контроль геометрии и поверхности пластин и упаковка в тару.
Предварительная подготовка слитка заключается в определении кристаллографической ориентации слитка, калибровке его наружного диаметра до заданного размера, стравливании нарушенного слоя, изготовлении базовых и дополнительных срезов, подготовке торцовых поверхностей с заданной кристаллографической ориентацией. Затем разделяют слиток на пластины определенной толщины. Целью последующего шлифования является выравнивание поверхности отрезанных пластин, уменьшение разброса их толщин, формирование однородной поверхности. Фаски с острых кромок пластин снимают для того, чтобы удалить сколы, образующиеся при резке и шлифовании. Кроме того, острые кромки пластин являются концентраторами напряжений и потенциальными источниками структурных дефектов, которые могут возникнуть при перекладывании пластин и прежде всего при термических обработках (окислении, диффузии, эпитаксии). Химическим травлением удаляют нарушенные приповерхностные слои, после чего полируют обе стороны пластин или ту сторону, которая предназначена для изготовления структур приборов. После полирования пластины очищают от загрязнений, контролируют и упаковывают.
При изготовлении приборов способами наиболее распространенной планарной технологии и ее разновидностей используют только одну, так называемую рабочую сторону пластины. Учитывая значительную трудоемкость и высокую стоимость операций по подготовке высококачественных пластин с бездефектной поверхностью, некоторые варианты изготовления пластин предусматривают несимметричную, т. е. неодинаковую, обработку их сторон. На нерабочей стороне пластины оставляют структурно–деформированный слой толщиной 5-10 мкм, который обладает свойствами геттера, т. е. способностью поглощать пары и газы из корпуса полупроводникового прибора после его герметизации за счет очень развитой поверхности. Дислокационная структура слоя, обращенная к рабочей поверхности пластины, обладает способностью притягивать и удерживать структурные дефекты из объема полупроводникового кристалла, что значительно повышает надежность и улучшает электрофизические параметры приборов. Однако несимметричная обработка сторон пластин создает опасность их изгиба. Поэтому глубину нарушений на нерабочей стороне следует строго контролировать.
Использование в полупроводниковом производстве пластин стандартизованных размеров позволяет унифицировать оборудование и оснастку на всех операциях, начиная от их механической обработки и заканчивая контролем параметров готовых структур. В отечественной и зарубежной промышленности нашли применение пластины диаметром 40, 60, 76, 100, 125, 150 и 200 мм. Для получения пластины заданного диаметра осуществляют калибровку выращенного проводникового монокристал- лического слитка.
Ориентацию или поиск заданной кристаллографической плоскости монокристалла и определение положения этой плоскости относительно торца слитка производят на специальном оборудовании оптическим или рентгеновским методами. В основу оптического метода ориентации монокристаллов положено свойство протравленных поверхностей отражать световые лучи в строго определенном направлении. При этом отражающая плоскость всегда совпадает с кристаллографическими плоскостями типа {111}. Отклонение торца слитка от кристаллографической плоскости (111) приводит к отклонению отраженного луча на матовом экране, характери-зующееся углом разориентации торца от плоскости (111). Отраженный луч образует на экране световые фигуры, форма которых определяется конфигурацией ямок, вытравленных на торце слитка селективными травителями. Типичной световой фигурой для слитка, выращенного в направлении [111], является трехлепестковая звезда, а для слитка, выращенного в направлении [100], – четырехлепестковая звезда.
Калибровку производят способом наружного круглого шлифования алмазными кругами на металлической связке (рис. 1.1). При этом используют как универсальные круглошлифовальные станки, так и специализированные станки, позволяющие производить калибровку с малыми радиальными силами резания. Если при калибровке кремниевого слитка на универсальном круглошлифовальном станке глубина нарушенного слоя достигает 150-250 мкм, то применение специализированных станков обеспечивает снижение глубины нарушенного слоя до 50-80 мкм. Калибровку чаще всего проводят в несколько проходов. Сначала за первые черновые проходы снимают основной припуск алмазными кругами зернистостью 160-250 мкм, затем осуществляют чистовую обработку алмазными кругами зернистостью 40-63 мкм.
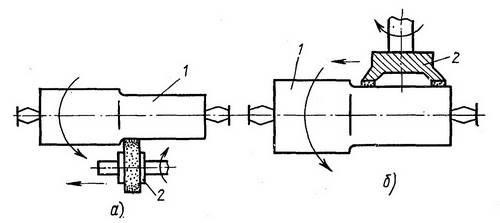
Рисунок 1.1 – Схема калибровки слитка
После калибровки цилиндрической поверхности на слитке выполняют базовый и дополнительные (маркировочные) срезы. Базовый срез делают для ориентации и базирования пластин на операциях фотолитографии. Дополнительные срезы предназначены для обозначения кристаллографической ориентации пластин и типа проводимости полупроводниковых материалов. Ширины базового и дополнительных срезов регламентированы и зависят от диаметра слитка. Базовый и дополнительные срезы изготовляют шлифованием на плоскошлифовальных станках чашечными алмазными кругами по ГОСТ 16172-80 или кругами прямого профиля по ГОСТ 16167-80. Зернистость алмазного порошка в кругах выбирают в пределах 40/28-63/50 мкм. Один или несколько слитков закрепляют в специальном приспособлении, ориентируя необходимую кристаллографическую плоскость параллельно поверхности стола станка. В зону обработки подают смазочно-охлаждающую жидкость (например, воду).
Срезы можно также изготовлять на плоскодоводочных станках с применением абразивных суспензий на основе .порошков карбида кремния или карбида бора с размером зерен 20-40 мкм. Шлифование свободным абразивом позволяет уменьшить глубину нарушенного слоя, но при этом снижается скорость обработки. Поэтому наиболее широко в промышленности распространено шлифование цилиндрической поверхности и срезов алмазными кругами.
После шлифования слиток травят в полирующей смеси азотной, плавиковой и уксусной кислот, удаляя нарушенный слой. Обычно стравливают слой толщиной 0,2-1,0 мм. После калибровки и травления допуск на диаметр слитка составляет 0,5 мм. Например, слиток с номинальным (заданным) диаметром 60 мм может иметь фактический диаметр 59,5-60,5 мм.
Промышленное получение полупроводниковых монокристаллов представляет собой выращивание близких к цилиндрической форме слитков, которые необходимо разделить на заготовки-пластины. Из многочисленных способов разделения слитков на пластины (резка алмазными кругами с внутренней или наружной режущей кромкой, электрохимическая, лазерным лучом, химическим травлением, набором полотен или проволокой, бесконечной лентой и др.) в настоящее время наибольшее применение нашли резка алмазными кругами с внутренней режущей кромкой (АКВР), набором полотен и бесконечной проволокой.
AКВP обеспечивает разделение слитков достаточно большого диаметра (до 200 мм) с высокой производительностью, точностью и малыми потерями дорогостоящих полупроводниковых материалов. Круг АКВР представляет собой металлический кольцеобразный корпус толщиной 0,05-0,2 мм, на внутренней кромке которого закреплены алмазные зерна, осуществляющие резание. Корпус изготовляют из высококачественных коррозионно-стойких хромоникелевых сталей с упрочняющими легирующими добавками. В отечественной промышленности для корпусов используют сталь марки 12Х18Н10Т. Размер алмазных зерен, закрепленных на внутренней кромке, выбирают в зависимости от физико-механических свойств разрезаемого полупроводникового материала (твердости, хрупкости, способности к адгезии, т. е. прилипанию к режущей кромке). Как правило, для резки кремния целесообразно использовать алмазные зерна с размером основной фракции 40-60 мкм. Зерна должны быть достаточно прочными и иметь форму, близкую форме правильных кристаллов. Германий и сравнительно мягкие полупроводниковые соединения типа А3В5 (арсенид галлия, арсенид индия, антимонид индия, фосфид галлия и др.) целесообразно резать алмазами, размер зерен основной фракции которых 28-40 мкм. Требования к прочности этих зерен не столь высоки, как при резке кремния. Монокристаллы сапфира, корунда, кварца, большинства гранатов разделяют высокопрочными кристаллическими алмазами размер зерен основной фракции которых 80-125 мкм.
Обязательным условием качественного разделения слитка на пластины является правильная установка и закрепление круга AКBP. Высокая прочность материала корпуса круга и его способность к значительному вытягиванию дают возможность натянуть круг на барабан с достаточной жесткостью. Жесткость круга непосредственно влияет на точность и качество поверхности пластин, на стойкость круга, т. е. срок его службы, и ширину пропила. Недостаточная жесткость приводит к возникновению дефектов геометрии пластин (неплоскостности, прогиба, разброса по толщине) и увеличению ширины пропила, а чрезмерная жесткость - к быстрому выходу круга из строя из-за разрыва корпуса.
Метод резки монокристаллов на пластины металлическим диском с внутренней алмазной режущей кромкой (рис.1.2) в настоящее время практически вытеснил все ранее применявшиеся методы резки: дисками с наружной алмазной режущей кромкой, полотнами и проволокой с применением абразивной суспензии. Этот способ получил наибольшее распространение потому, что он обеспечивает более высокую производительность при меньшей ширине реза, в результате чего потери полупроводникового материала снижаются почти на 60 % по сравнению с резкой диском с наружной режущей кромкой.
Режущим инструментом станка является тонкое (толщиной 0,1—0,15 мм) металлическое кольцо, на кромку 3 отверстия нанесены алмазные зерна размером 40—60 мкм. Круг 2 растягивают и закрепляют на барабане 1, который приводят во вращение вокруг своей оси. Слиток 4 вводят во внутреннее отверстие круга АКВР на расстояние, равное сумме заданной толщины пластины и ширины пропила. После этого производят прямолинейное перемещение слитка относительно вращающегося круга в результате чего отрезается пластина.
Отрезанная пластина 6 может падать в сборный лоток 7 или же удерживаться после полного прорезания слитка на оправке 5 клеящей мастикой. После сквозного прорезания слитка его отводят в исходное положение и круг выходит из образованной прорези. Затем слиток снова перемещают на заданный шаг во внутреннее отверстие круга и повторяют цикл отрезания пластины.
 Инструмент крепят винтами на конце шпинделя вращающегося с частотой 3—5 тыс. об/мин, к барабану (рис.1.3) с помощью колец, имеющих сферический выступ на одном и соответствующую впадину на другом, чем обеспечивается необходимый предварительный натяг диска. Окончательное натяжение диска обеспечивается при установке его на барабан /. Стягивающими винтами 7 уменьшают зазор между буртиком 2 барабана 1и зажимными
Инструмент крепят винтами на конце шпинделя вращающегося с частотой 3—5 тыс. об/мин, к барабану (рис.1.3) с помощью колец, имеющих сферический выступ на одном и соответствующую впадину на другом, чем обеспечивается необходимый предварительный натяг диска. Окончательное натяжение диска обеспечивается при установке его на барабан /. Стягивающими винтами 7 уменьшают зазор между буртиком 2 барабана 1и зажимными
Рисунок 1.2 – Схема резки диском Рисунок 1.3 – Барабан для закрепле-
с внутренней кромкой ния алмазного диска
кольцами 5. Режущий диск 6при этом упирается в опорный выступ 4 барабана и растягивается в радиальном направлении. Между зажимными кольцами и буртиком барабана устанавливают регулирующие прокладки 3, которые ограничивают перемещение колец 5 и предохраняют диск от разрыва из-за чрезмерного натяжения. Равномерного натяжения диска достигают последовательным постепенным затягиванием диаметрально расположенных винтов 7. На некоторых моделях машин, например «Алмаз-бМ», натяг диска обеспечивается закачкой жидкости (например глицерина) в полость между зажимными кольцами.
Все виды конструктивных компоновок выпускаемых в настоящее время станков для резки слитков полупроводниковых материалов можно разделить на три группы:
- с горизонтальным расположением шпинделя и суппортом, осуществляющим как дискретное перемещение слитка на .толщину отрезаемой пластины, так и подачу резания (рис. 1.4, а);
- с вертикальным расположением шпинделя и суппортом, также осуществляющим и дискретное перемещение слитка на толщину отрезаемой пластины, и подачу резания (рис. 1.4, б);
- с горизонтальным расположением шпинделя, осуществляющим подачу резания за счет качания его вокруг некоторой оси, и суппортом, осуществляющим только дискретное перемещение слитка на толщину отрезаемой пластины (рис. 1.4, в).
Станки первого типа, к которым относятся модели 2405, «Алмаз-4», Т5-21 и Т5-23, появились в промышленности раньше других и являются наиболее распространенными. При такой компоновке горизонтально расположенный шпиндель вращается в подшипниках относительно малого диаметра, что позволяет сравнительно легко обеспечить необходимую частоту вращения, прецизионность и виброустойчивость узла. Недостатком такого типа компоновки станков является достаточно интенсивный износ направляющих суппорта и, как следствие этого, — потеря точности.
Рисунок 1.4 – Схемы конструктивных компоновок станков для резки слитков алмазными кругами с внутренней режущей кромкой:
1 – клиноременная передача; 2 – вал шпинделя; 3 – подшипник; 4 – барабан;
5 – алмазный диск; 6 – слиток; 7 – державка; 8 – поворотный рычаг; 9 – ось
Для обеспечения необходимых геометрических размеров отрезанных полупроводниковых пластин, их плоскопараллельности и соответствия заданным размерам, а также уменьшения глубины нарушенного слоя пластины подвергаются шлифованию и полированию. Процесс шлифования представляет собой обработку пластин на твердых доводочных дисках — шлифовальниках (из чугуна, стекла, латуни и т. д.) абразивными микропорошками зернистостью от 28 до 3 мкм или алмазными шлифовальными кругами с зернистостью от 120 до 5 мкм. Погрешности формы пластин (неплоскостность, клиновидность и т. д.), возникшие в процессе резки слитка, исправляют в процессе шлифования. В результате шлифования получают пластины правильной геометрической формы с шероховатостью поверхности На 0,32—0,4 мкм.
На рис.1.5 приведена классификация шлифовальных станков.Шлифовальные станки полупроводниковых пластин и кристаллов состоят из следующих основных элементов. Hа шлифовальном круге, изготавливаемом, из стекла иди чугуна, имеются три круглых сепаратора - кассеты с отверстиями (гнездами) для загрузки полупроводниковых пластин. На круг в процессе шлифовки непрерывно подаётся абразивная суспензия. При вращении шлифовального круга сепараторы-кассеты вращаются вокруг своей оси с помощью роликов под действием силы, возникающей за счет различной окружной скорости по радиусу шлифовальника. Пластины загруженные в гнезда сепаратора-кассеты, совершают при шлифовке сложное движение, которое складывается из вращения шлифовального круга, вращения сепаратора-кассеты и вращения пластин внутри гнезда сепаратора.
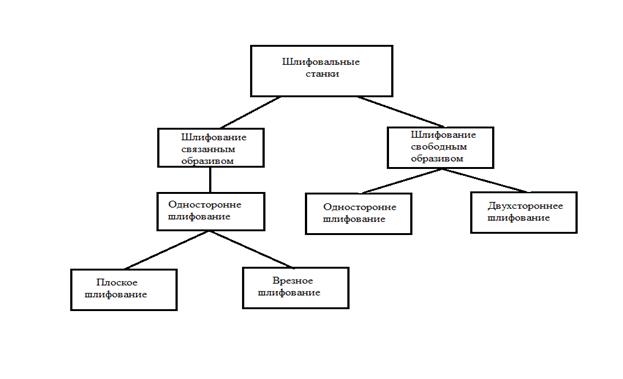
Рисунок 1.5 – Классификация шлифовальных станков
Такое движение даёт возможность снимать слой материала равномерно со всей плоскости пластины с достаточной для полупроводниковых приборов плоскопараллельностью и точностью. Разброс по толщине на пластине составляет 0.005-0.008 мм., а разброс по плоскопараллельности - 0.003-0.004 мм. Сошлифовка проводникового материала зависит от прочности абразивных зёрен: так, при одинаковой величине зёрен более глубокие выколи дают абразивные материалы с большей микротвердостью. Поэтому в зависимости от свойств обрабатываемого материала, степени чистоты поверхности и целевого назначение необходимо выбирать абразив соответствующей дисперсности. Практически первоначальную шлифовку кристаллов полупроводникового материале осуществляют грубодисперсными порошками карбида бора, а затем - доводят до необходимых размеров и требуемой чистоты поверхности порошками электрокорунда или карбида кремния с зернистостью М14, М10, Ml5.При шлифовке микротвёрдость применяемого абразива должна быть в 2 - 3 раза выше микротвёрдости шлифуемого материала. Этому требованию удовлетворяют электрокорунд, карбид кремния зелёный, карбид бора, алмаз. Частота вращения верхних шпинделей с абразивными кругами 2400 об/мин, а шлифовальных столиков с закрепленными на них обрабатываемыми пластинами — 350 об/мин. Обычно на одной позиции производится предварительное шлифование, а на другой — чистовое. Подача круга осуществляется за счет массы шпинделя. На рис.1.4 представлена схема врезного шлифования.
1 -3 - шлифовальные круги; 4-6- обрабатываемые пластины; 7- стол
Рисунок 1.6 – Схема врезного шлифования
На рис.1.7 представлен внешний вид шлифовального круга с пластинами.
Для полирования пластин могут быть использованы те же станки, что и для шлифования. Для этого на шлифовальниках делают выборки и с помощью внешних и внутренних стальных колец 4 на них натягивают замшу. Для подачи абразивной суспензии в зону полирования в верхнем шлифовальнике и в замше имеются отверстия.
Полирование может быть:
– механическим, которое происходит главным образом за счет микрорезания зернами абразива, пластических деформаций и сглаживания;
– химико-механическим, при котором снятие материала с обрабатываемой поверхности происходит в основном за счет механического удаления образующихся в результате химических реакций мягких пленок. Для химико-механического полирования необходимо несколько большее усилие прижима обрабатываемого изделия к полировальнику, чем при механическом. Схема полуавтомата одностороннего полирования полупроводниковых пластин показана на рис.1.8. Стол 4, на котором размещен съемный полировальник 8, приводится во вращение с частотой 87±10 об/мин от электродвигателя 7 через клиноременную передачу 6 и двухступенчатый редуктор 5.

Рисунок 1.7 – Внешний вид шлифовального круга

Рисунок 1.8–Схема полуавтомата одностороннего полирования пластин.
На верхней части станины станка размещены четыре пневмоцилиндра, на штоках 2 которых шарнирно закреплены прижимные диски 3. Пневмоцилиндры осуществляют подъем, опускание и необходимый прижим пластин к полировальнику. Шарнирное крепление прижимных дисков с приклеенными к ним пластинами позволяет им плотно прилегать (самоустанавливаться) к полировальнику и вращаться вокруг собственных осей, обеспечивая сложное движение полируемых пластин. Станок позволяет обрабатывать пластины диаметром до 100 мм и обеспечивает получение шероховатости обработанной поверхности по четырнадцатому классу.
Снятие фасок с кромок полупроводниковых пластин производят для достижения нескольких целей. Во-первых, для удаление сколов на острых кромках пластин, возникающих при резке и шлифовании. Во-вторых, для предотвращения возможного образования сколов в процессе проведения операций, непосредственно связанных с формированием структур приборов. Сколы, как известно, могут служить источниками структурных дефектов в пластинах при проведении высокотемпературных обработок и лажен являться причиной разрушения пластин. В-третьих, для предотвращения образования на кромках пластин утолщения слоев технологических жидкостей (фоторезистов, лаков), которые после затвердевания нарушают плоскостность поверхности. Такие же утолщения на кромках пластин возникают при нанесении на их поверхность слоев полупроводниковых материалов и диэлектриков.
Формирование фасок производят механическим способом (шлифованием и полированием), химическим или плазмохимическим травлением. Плазмохимическое травление фасок основано на том, что острые кромки в плазме распыляются с большей скоростью, чем другие области пластин, ввиду того, что напряженность электрического поля на острых кромках существенно выше. Этим способом можно получить фаска с радиусом закругления не более 50-100 мкм. Химическое травление обеспечивает больший радиус фасок, однако и химическое, и плазмохимическое травление не позволяют изготовлять фаски различного профиля. Кроме того, травление является плохо управляемым и контролируемым процессом, что ограничивает его широкое промышленное применение. В производстве чаще всего используют способ формирования фасок профильным алмазным кругом. Этим способом могут быть изготовлены фаски разнообразной формы (рис. 1.9, а-в). На практике чаще всего формируют фаски, форма которых показана на рис. 1.9, а. В процессе обработки пластина закрепляется на вакуумном столике станка и вращается вокруг своей оси. Частота вращения пластины 10-20 об/мин, алмазного круга 4000-10000 об/мин. Алмазный круг прижимается к пластине с усилием 0,4-0,7 Н. Ось вращения круга перемещается относительно оси вращения вакуумного столика так, чтобы обработке полупроводниковые соединения шлифуют при давлении в 1,5-2,5 раза меньшем, чем кремний. В процессе шлифования пластины периодически подвергают визуальному осмотру и контролю по толщине.
Рисунок 1.9 – Разновидности фасок
После механической обработки кристаллическая решетка на поверхности полупроводниковых пластин разрушается, появляются трещины и риски в материале и различные загрязнения. Для удаления нарушенного поверхностного слоя полупроводникового материала применяют химическое травление, протекающее при контакте подложки с жидкой или газообразной средой.
Процесс химического травления — это химическая реакция жидкого травителя с материалом пластины с образованием растворимого соединения и последующим его удалением. В технологии полупроводникового производства обычно химическую обработку называют травлением, а химико-динамическую — полирующим травлением. Химическое травление полупроводниковых материалов проводят для того, чтобы удалить нарушенный слой. Оно характеризуется повышенной скоростью травления в местах нарушения кристаллической структуры. При химико-динамическом травлении удаляют более тонкие слои, т. к. его назначение — создать на пластине гладкую поверхность высокого класса чистоты. Состав травителя подбирают так, чтобы полностью подавить его способность к селективному травлению. Процессы химической обработки сильно зависят от температуры, концентрации и чистоты реактивов. Поэтому при проектировании оборудования для химической обработки стремятся стабилизировать основные параметры процесса и этим гарантировать высокое качество травления.
Материалы, применяемые для изготовления рабочих камер, должны быть стойкими к используемым реактивам, а применяемые средства автоматизации — либо малочувствительными (например, пневмо- или гидроавтоматика), либо хорошо защищенными от воздействия паров агрессивных реактивов (в случае применения электроавтоматики).
Установка для химического травления пластин типа ПВХО-ГК60-1 показана на рис. 1.10, а схема устройства рабочих органов приведена на рис. 1.11.
Рисунок 1.10–Установка для химического травления пластин типа ПВХО-ГК60-1:
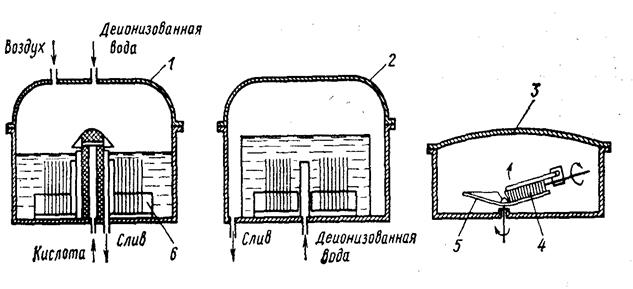
Рисунок 1.11 – Схема рабочих органов установки ПВХО-ГК60-1
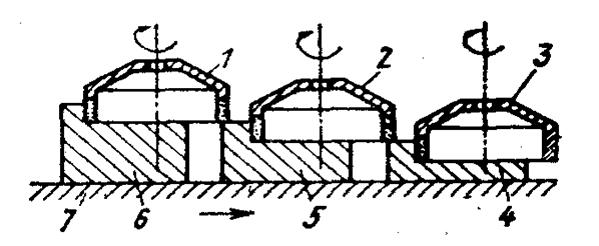
На рабочем столе в пылезащитной камере смонтированы три рабочих ванны 1—3. В ванне производится обработка кремниевых пластин погружением в холодные или горячие кислоты, или органические растворители. Крышка ванны в процессе обработки герметически закрыта. Обработка производится групповым методом в кассетах по 40—60 пластин в зависимости от их размеров. Из ванны кассеты 6 переносятся в ванну 2 для отмывки деионизованной водой. Степень отмывки контролируется прибором по разности сопротивления деионизованной воды на входе и выходе ванны. После этого в ванне 3 пластины по 10 шт. обрабатываются кистями 4 и сушатся на центрифуге 5.
Химико-динамическое, или полирующее травление производится с помощью устройства, схема которого приведена на рис.1.12. Сущность его заключается в активном перемешивании травителя непосредственно у поверхности обрабатываемой пластины. Благодаря этому обеспечивается быстрое удаление продуктов реакции, равномерное поступление новых порций травителя, неизменность его состава и постоянство теплового режима обработки.
Во фторопластовый барабан 2, вращающийся на оси, наклоненной относительно нормали на угол 15 – 45°, заливают порцию травителя 3. Обрабатываемые пластины 4наклеивают на фторопластовые диски 5, которые помещают на дно барабана пластинами вверх. Барабан приводится во вращение от электродвигателя через редуктор с частотой вращения 120 об/мин. При этом диски 5 перекатываются по его стенке, обеспечивая хорошее перемешивание травителя и создавая условия для равномерного травления.
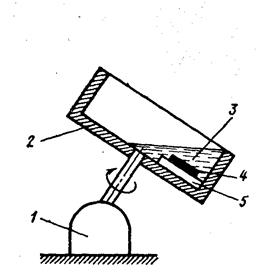
Рисунок 1.12 – Схема установки полирующего травления
Для полирования кремния применяют также электрохимическое полирование, в основе которого лежит анодное окисление полупроводника, сопровождаемое механическими воздействиями на окисную пленку.
Качество поверхности обработанных пластин определяется шероховатостью и глубиной нарушенного слоя. После резки, шлифовки и полировки пластины отмывают. Состояние поверхности пластин контролируют визуально или под микроскопом. При этом проверяют наличие на поверхности царапин, рисок, сколов, загрязнений и следов воздействия химически активных веществ.
Во всех установках контроль осуществляется оператором с использованием, например, микроскопов типов МБС-1, МБС-2 (с увеличением 88х) или МИМ-7 (с увеличением 1440х). Микроскоп МБС-1 благодаря специальному устройству осветителя позволяет наблюдать поверхность в лучах света, падающих под разными углами. На микроскопе МИМ-7 можно наблюдать поверхность в светлом и темном полях. Оба микроскопа позволяют измерять размеры повреждения поверхности специально установленными окулярами. В установках для визуального контроля пластин автоматизируется подача пластин из кассеты на предметный столик под микроскоп и возвращение ее после контроля в соответствующую классификационную кассету. Иногда вместо оптического микроскопа применяют проекторы, позволяющие снизить утомляемость оператора.
Шероховатость поверхности в соответствии с ГОСТ 2789-73 оценивают средним арифметическим отклонением профиля Rаили высотой микронеровностей Rz. ГОСТ устанавливает 14 классов шероховатости поверхности. Для 6–12 классов шероховатости основной является шкала Rа, а для 1–5-го и 13–14-го – шкала Rz. Шероховатость измеряют в визуально определенном направлении, соответствующем наибольшим значениям Rаи Rz.
Для измерений используют стандартные профилографы–профилометры или с помощью сравнительного микроскопа поверхность обработанной пластины визуально сравнивают с эталоном. Современный профилограф-профилометр–универсальный высокочувствительный электромеханический ощупывающий прибор, предназначенный для измерения волнистости и шероховатости металлических и неметаллических поверхностей. Принцип действия прибора состоит в том, что колебательные движения ощупывающей иглы с радиусом закругления 10 мкм вызывают изменения напряжения, которые регистрируются отсчетным устройством. Прибор имеет также записывающий механизм и может выдавать профилограмму поверхности. Для бесконтактного измерения применяют микроинтерферометры МИИ-4 и МИИ-11с пределами измерений Rz– 0,005–1 мкм, а также атомно-силовые микроскопы.
Толщина слоя, в котором в результате механической обработки нарушена кристаллическая решетка полупроводника, является одним из критериев качества обработанной поверхности пластины. Толщина нарушенного слоя зависит от размера зерна абразивного порошка, примененного для обработки, и приближенно может быть определена по формуле:
H=K∙d, (1.1)
где d — размер зерна; К — эмпирический коэффициент (K=1,7 для Si; K=2,2 для Ge).
Толщину нарушенного слоя определяют только в процессе отладки технологии механической обработки пластин. Наиболее простым и удобным методом определения толщины нарушенного слоя является визуальный контроль под микроскопом поверхности после селективного травления.
Для контроля толщины, неплоскостности, непараллельности и прогиба пластин используют стандартные измерительные средства, такие, как индикаторы часового типа или другие аналогичные им рычажно-механические приборы с ценой деления 0,001 мм. В последнее время для контроля геометрических параметров пластин все чаще начинают применять бесконтактные пневматические или емкостные датчики. С их помощью можно быстро производить измерения, не подвергая пластину риску загрязнения или механического повреждения.
Тема №2
Дата добавления: 2016-06-29; просмотров: 5869;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- I.3.3 МЕХАНИЧЕСКАЯ ЭНЕРГИЯ. ЗАКОН СОХРАНЕНИЯ МЕХАНИЧЕСКОЙ ЭНЕРГИИ
- II. ОБОРУДОВАНИЕ ЗАЛА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
