Технологически процесс.
Природно-климатические характеристики района строительства
Согласно СП 131.13330.2012 «Строительная климатология» г. Первоуральск по климатическому районированию относится к 1 району, для которого характерны следующие природно-климатические факторы:
Среднемесячная температура воздуха составляет:
В январе от -15,2 ºС до -22 ºС, в июле от +9,5 ºС до +20,1 ºС,
Среднегодовая температура +2,6 ºС,
Абсолютный минимум температур составляет -47 ºС,
Абсолютный максимум температур летом достигает +38 ºС.
Среднегодовая сумма осадков в г. Первоуральск составляет 504 мм.
Средняя скорость ветра, за период со средней суточной температурой воздуха ≤ 8 °С: 3,2 м/с.
Таблица 1 — Повторяемость направлений ветра.
| В январе, % | |||||||
| С | СВ | В | ЮВ | Ю | ЮЗ | З | СЗ |
| В июле, % | |||||||
| С | СВ | В | ЮВ | Ю | ЮЗ | З | СЗ |
Согласно СП 20.13330.2011 «Нагрузки и воздействия» г. Первоуральск относится к III району по весу снегового покрова. По давлению ветра к I району.
Нормативная глубина сезонного промерзания грунтов составляет – 1,6 м. в соответствии с СП 131.13330.2012 «Строительная климатология».
Технологически процесс.
Главным фактором, влияющим на объемно планировочное решение промышленных зданий и сооружений является технологический процесс.
Технологический процесс — упорядоченная последовательность взаимосвязанных действий, выполняемых с момента возникновения исходных данных до получения требуемого результата.
Исходные данные — сырье, заготовки.
Результат — готовая продукция или полуфабрикаты.
В дипломной работе проектируется цех по сборке металлических конструкций. Технологический процесс состоит из нескольких этапов: привоз сырья, складирование сырья, получение заготовок, обработка заготовок, складирование заготовок, сборка конструкции, складирование готовой конструкции, отправка готовой продукции.
Каждый этап представляет собой последовательные операции, выполняемые различными работниками. Все операции должны иметь собственную площадь, на которых она производится.
На первом этапе происходит привоз заготовок, для этого необходима площадь разгрузки, доступ кранового оборудования, место остановки транспорта. Для удобства разгрузки предусмотрен сквозной въезд в цех. Привоз сырья осуществляется автопоездами. Кран грузоподъемностью 10 т обеспечивает разгрузку и складирование материалов. При этом привезенное сырье обязательно проходит ОТК, если оно не соответствует требованиям производства, его грузят обратно на автопоезд.
Этап складирования разделен на складирование полученного сырья и выдачу сырья для последующей обработки. Для складирования необходима определенная площадь, с доступом кранового оборудования. Так как сборка металлических конструкций происходит из прокатных профилей, или листового металла, то складирование осуществляется вдоль пролета цеха, таким образом склад имеет площадь 36х12м. Соединительные элементы складируются рядом с основными материалами. При этом Склад выполняет функцию кладовой, где складируются не только материалы для сборки, но и необходимые для производства ресурсы, такие как: баллоны кислорода, электроды, дополнительные инструменты. Кладовая располагается отдельно, и является доступной для остальных этапов производства.
Далее происходит обработка сырья. Обработка сырья так же имеет собственную площадь. Для начала сырье размечают, так как этот процесс необходимо производить на плоскости, и сразу на несколько материалов, то и площадь должна соответствовать, 36х12м. Перенос сырья опять же происходит с помощью кранового оборудования.
После разметки сырье нарезают, получаются заготовки. Резка выполняется на специальном металлорежущем оборудовании — токарные станки, фрезеровочные станки, сверлильные станки, газокислородные станки, отрезные станки, расточные станки.
Далее проходит механообработка, на этом этапе заготовки проходят дополнительные операции: нанесение отверстий, пазов, гибка.
На следующем этапе обработки происходит дополнительная обработка шлифовка, зачистка изделия, грунтовка, нанесение защитного покрытия, ОТК (проверка заготовок).
Заготовки складируют, для дальнейшей сборки.
Сборка конструкции представляет собой соединение заготовок между собой в конструкцию. Заготовки соединяются между собой с помощью сварки, клепки, болтов. После соединения заготовок, происходит обработка: сварочные швы зачищают, и обрабатывают. После сборки все конструкции проходят ОТК и складируются.
На последнем этапе происходит выгрузка готовой продукции и отправка ее на место монтажа.
В связи с конвейерным, беспрерывным технологическим процессом, принимаю данную функциональную схему:
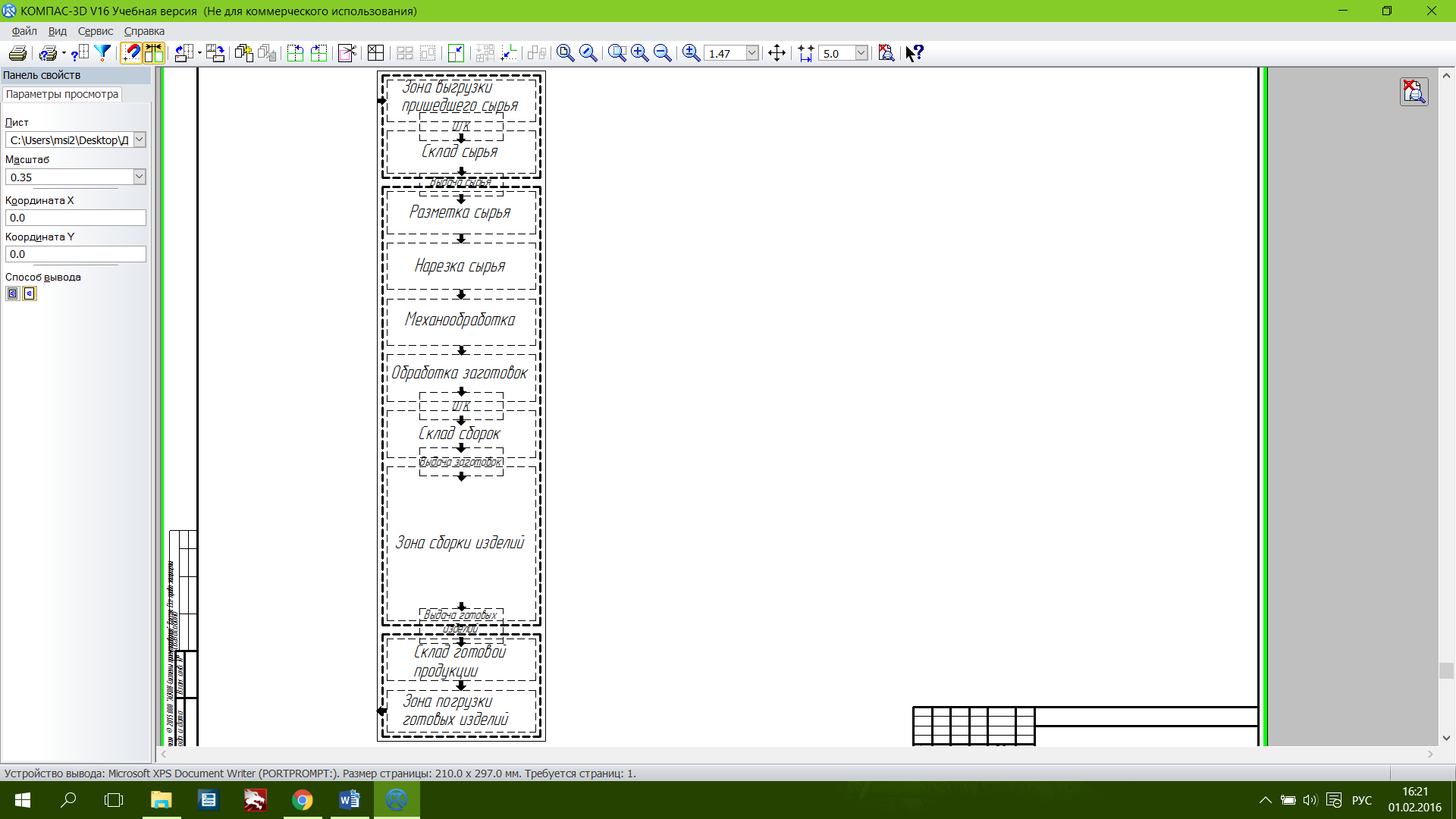
Рисунок 1 — Функциональная схема цеха сборки металлических конструкций
2. Генеральный план участка застройки.
Генеральный план и благоустройство выполнены в соответствии с СП 18.13330.2011 «Генеральные планы промышленных предприятий»
Участок проектируемого цеха расположен на территории «Первоуральского Новотрубного Завода». На участке, отведенном под строительство запроектированы: цех, административный корпус, въезды, выезды, парковки. Цех является основным проектируемым объектом, остальные объекты являются второстепенными и выполняют вспомогательную функцию.
Основной цех ориентирован по розе ветров, прямоугольное здание вытянуто на север.
Все помещения связанны между собой тротуарами.
В связи с требованиями технологического процесса въезд и выезд на территорию предприятия решен двумя автомобильными дорогами. Из-за большого радиуса поворота автопоездов, дороги спроектированы с наиболее удобным, для поставленных целей, радиусом кривизны. Въезд и выезд контролируется контрольно пропускными пунктами.
Вход и выход для работников на территорию предприятия находится с южной стороны. Так же с южной стороны предусмотрена парковка на 160 мест. Энергетическое помещение находится на расстоянии 200 м от основного цеха. В целях охраны предприятия и в связи с большой территорией предприятия, по периметру предусмотрен тротуар. Для запасных выходов так же предусмотрен отдельный тротуар.
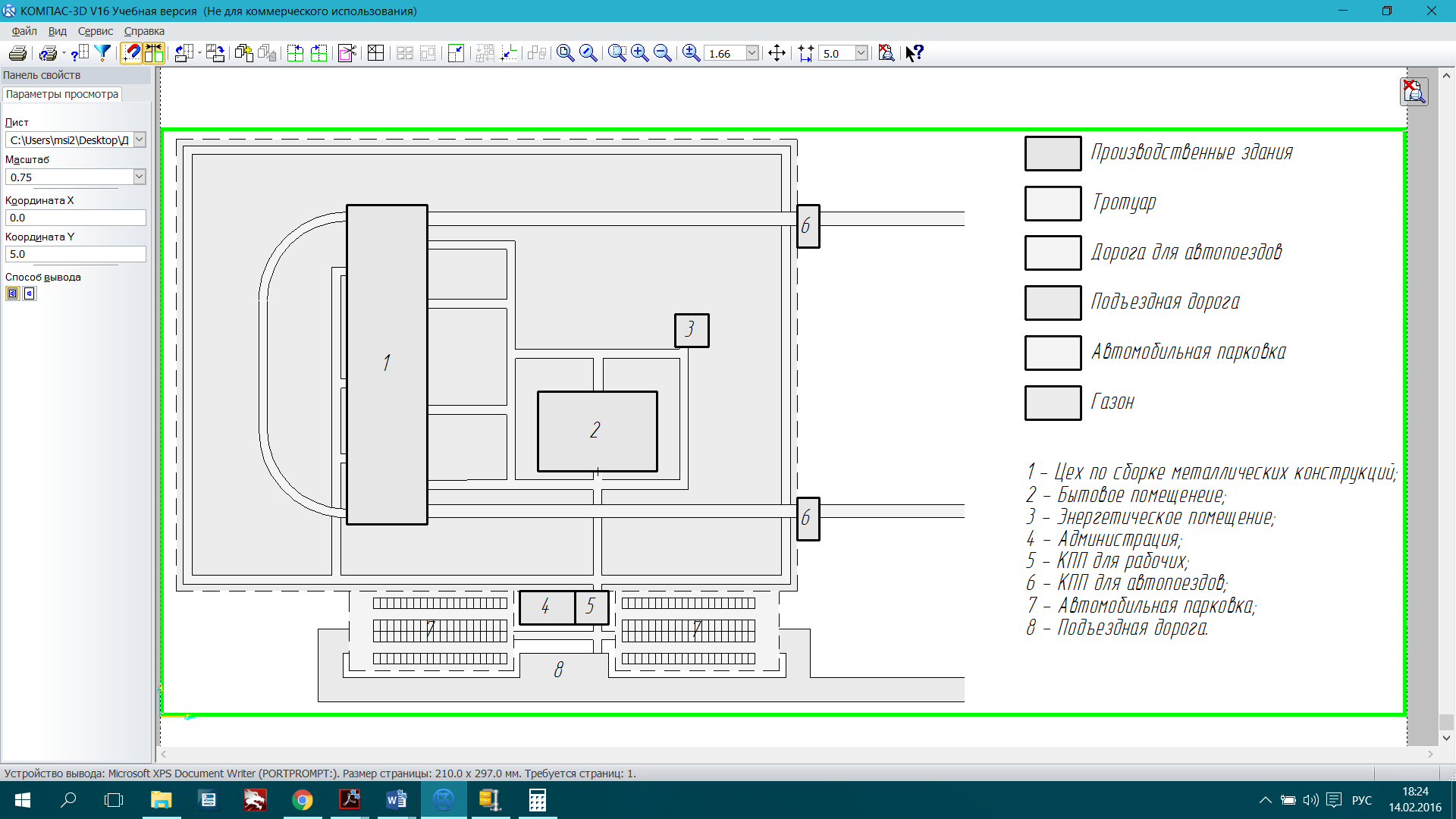
Рисунок 2 — Генплан цеха
Дата добавления: 2016-05-30; просмотров: 1816;
Поиск по сайту
Узнать еще
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- А- технологические этапы изготовления
- Автоматическая система управления технологическим процессом (АСУТП)
- АГРОТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ВОЗДЕЛЫВАНИЯ КОРНЕПЛОДОВ
- Адиабатический процесс. Политропный процесс
- Адиабатический процесс. Уравнение Пуассона
- Адиабатный процесс.
- Алгоритм программы расчета технико-технологических параметров процесса цементирования на ПЭВМ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
