Калібри для гладких отворів та валів.
Калібри-пробки для отворів, бувають наступних конструкцій:
а) пробки із вставками із дроту для контролю отворів діаметром від 1 до 3мм.
б) двосторонні пробки, що мають вставки короткими хвостовиками для контролю отворів діаметром від 1 до 50 мм.
в) для контролю отворів діаметром від 30 до 100 мм використають однобічні пробки.
г) для контролю отворів діаметром більше 50 мм використовують пробки із неповним профілем.
д) контроль розмірів від 250 до 1000 мм здійснюють штихмасами.
Калібри-скоби для контролю валів мають різні конструкції. Скоба листова однобічна від 1 до 180 мм, листова двостороння від 1 до 50 мм.
Скоба штампована двостороння від 3 до 100 мм. Скоба регульована (більше 8 квалітету) від 0 до 340 мм.
Скоби виготовляють одно- і двосторонніми з листових заготовок або штампованими. Крім твердих калібрів-скоб, промисловість випускає і регульовані скоби (важільні).
Граничні калібри широко використовують для контролю не тільки діаметральних, але і інших лінійних розмірів. Або перевіряють ширину, висоту, глибину, довжину різних уступів. Вони мають різну конструкцію, що залежить від методу контролю. Контроль лінійних розмірів цими калібрами здійснюють методами "входження", "надвигання", "світлової щілини", "по ризиках".
Шаблони-калібри виготовляють із листового матеріалу. За допомогою цих калібрів контролюють внутрішні і зовнішні розміри, відстані між паралельними поверхнями з допусками за 11 квалітетом.
Комплект робочих граничних калібрів для контролю розмірів гладких циліндричних деталей складається з:
1) ПР - номінальний розмір якого дорівнює dmах або Dmin; їм контролюють граничний розмір, що відповідає максимуму матеріалу об'єкта, що перевіряється.
2) НЕ - номінальний розмір якого дорівнює dmin або Dmax; їм контролюють граничний розмір, що відповідає мінімуму матеріалу об'єкта, що перевіряється.
Деталь уважають придатною, якщо прохідний калібр під дією власної ваги або зусилля проходить, а НЕ не проходить по контрольованій поверхні деталі. У цьому випадку дійсний розмір деталі перебуває між заданими граничними розмірами. Якщо прохідний калібр не проходить, деталь можна поправити, а якщо проходить, деталь є непоправним браком, тому що розмір такого вала менше найменшого граничного розміру, що допускає, деталі, а розмір такого отвору більше найбільшого допустимого граничного розміру.
В умовах виробництва контроль діаметрів валів проводять за допомогою калібрів-скоб, які за конструкцією бувають односторонні або двосторонні. Прохідна сторона скоби виготовляється номінально рівною найбільшому граничному розміру контрольованого валу, а непрохідна сторона - номінально рівною якнайменшому граничному розміру валу. Калібри-пробки для контролю отворів також бувають прохідними Р-ПР та непрохідними Р-НЕ. Прохідна сторона пробки виготовляється номінально рівною найменшому граничному розміру контрольованого отвору, а непрохідна сторона – номінально рівною найбільшому розміру отвору.
Розміри прохідних і непрохідних калібрів, як і розмір будь-якого виробу, не можуть бути виготовлені абсолютно точно. Допуски на неточність виготовлення калібрів і допуск на їх знос передбачені спеціальними стандартами. Допуск на знос встановлюється тільки для робочих прохідних калібрів. Встановлені стандартом відхилення для калібрів відлічуються від граничних розмірів деталей.
В діючому стандарті СТ СЄВ 157 – 75 прийняті наступні позначення розмірів і допусків:
D – номінальний розмір виробу;
Dmin – найменший граничний розмір виробу;
Dmax – найбільший граничний розмір виробу;
Т – допуск виробу;
Н – допуск на виготовлення калібрів для отвору;
Нs – допуск на виготовлення калібрів із специфічними вимірювальними поверхнями для отвору;
Н1 – допуск на виготовлення калібрів для валу;
НР – допуск на виготовлення контрольного калібру для скоб;
Z – відхилення середини поля допуску на виготовлення прохідного калібру для отвору відносно найменшого граничного розміру виробу;
Z1 – відхилення середини поля допуску на виготовлення прохідного калібру для валу відносно найбільшого граничного розміру виробу;
Y – допустимий вихід розміру зношеного прохідного калібру для отвору за межу поля допуску виробу;
Y1 - допустимий вихід розміру зношеного прохідного калібру для валу за межу поля допуску виробу;
α – величина для компенсації погрішності контролю калібрами отворів з розмірами понад 180 мм;
α1 - – величина для компенсації погрішності контролю калібрами валів з розмірами понад 180 мм
Схеми розташування полів допусків калібрів для отворів квалітетів 6, 7 та 9 та номінальних розмірів до 180 мм:
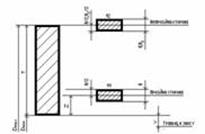
Рис.3.1.
Для валів квалітетів 6, 7 та 8 та номінальних розмірів до 180 мм:
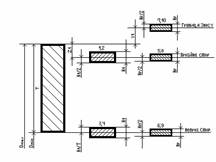
Рис.3.2.
Дата добавления: 2020-02-05; просмотров: 1037;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
