Программа испытаний
Режим работы
Станок должен быть запрограммирован на движение подвижного компонента вдоль или вокруг проверяемой оси и на помещение его в ряд заданных позиций, где он останется в покое на время, достаточное для измерения и регистрации действительной достигнутой позиции. Время покоя в заданных позициях не регламентируется. Станок должен быть запрограммирован на движение между заданными позициями со скоростью позиционирования проверяемого узла, используемой при эксплуатации станка.
Выбор заданных позиций
Когда значение каждой заданной позиции может быть свободно выбрано, оно должно иметь общую формулу

где
i — номер текущей заданной позиции;
р — интервал, основанный на постоянном интервале заданных позиций по ходу измерения;
r — принимает различные значения в каждой заданной позиции, образуя заданные позиции, расположенные через неодинаковые интервалы, по ходу измерения для обеспечения того, чтобы не были представлены только периодические ошибки (типа ошибок, связанных с шагом шарикового винта и шагом линейных или круговых шкал).
Измерения
5.3.1 Измерительная установка и контрольно-измерительная аппаратура
Измерительная установка предназначена для измерения относительных смещений в направлении движения проверяемой оси между компонентом, который держит инструмент, и компонентом, который держит обрабатываемую деталь.
Положение линии измерения движения проверяемой оси должно быть установлено поставщиком/изготовителем и указано в протоколе испытания.
5.3.2 Проверки линейных осей с ходом до 2000 мм
На осях станков с ходом до 2000 мм в соответствии с 4.2 должно быть отобрано минимум пять заданных позиций на метр и минимум пять заданных позиций всего.
Измерения должны быть сделаны во всех заданных позициях согласно стандартному измерительному циклу (см. рисунок 1). Каждая заданная позиция должна быть достигнута по пять раз в каждом направлении.
ПРИМЕЧАНИЕ. Позиция изменения направления движений должна быть выбрана с учетом нормального режима работы станка (для возможности достижения после реверса скорости позиционирования, имеющейся при эксплуатации станка).
Позиция / (т = 8)
2 3 4 5 6 7 8
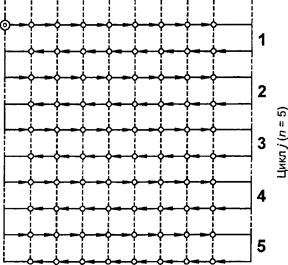
о - заданная позиция
Рисунок 1 — Стандартный цикл измерений
5.3.3 Проверки линейных осей длиной свыше 2000 мм
Для осей длиной свыше 2000 мм должен быть проверен измерительный ход оси целиком с одним односторонним подходом в каждом направлении к позициям, отобранным согласно 4.2 со средней длиной интервала р = 250 мм. Если измерительный преобразователь оси станка состоит из нескольких сегментов, необходимо предусмотреть дополнительные заданные точки, чтобы гарантировать, что каждый сегмент имеет, по крайней мере, одну заданную позицию.
Проверка, указанная в 5.3.2, может быть выполнена при длине свыше 2000 мм во всей рабочей области оси по дополнительному согласованию между поставщиком/изготовителем и пользователем.
5.3.4 Проверки осей вращения до 360°
Проверки должны быть сделаны в заданных позициях, указанных в таблице 2. Основные позиции 0°, 90°, 180° и 270°, когда их точность оговорена особо, должны включаться наряду с другими заданными позициями в соответствии с 5.2.
Таблица 2 — Заданные позиции осей вращения
| Измерительный ход | Минимальное число заданных позиций |
| 0° — 90° > 90°—180° >180° |
5.3.5 Проверки осей вращения свыше 360°
Для осей вращения свыше 360° полный ход измерения оси до 1800° (пять оборотов) должен проверяться одним односторонним подходом в каждом направлении с интервалами, не превышающими 45°.
Проверка, указанная в 5.3.4, может быть сделана по углу свыше 360° во всей рабочей области оси по дополнительному согласованию между поставщиком/изготовителем и пользователем.
Оценка результатов
6.1 Линейные оси до 2000 мм и оси вращения до 360°
Для каждой заданной позиции Рi, и для пяти подходов (n = 5) в каждом направлении вычисляют параметры, определенные в разделе 3. Кроме того, вычисляют границы отклонений
 и
и 
 и
и 
6.2 Линейные оси свыше 2000 мм и оси вращения свыше 360°
Для каждой заданной позиции в каждом направлении в соответствии с разделом 3 вычисляются применимые и для одного подхода (n = 1) параметры, указанные в 8.2.2. Вычисления среднеквадратического отклонения (см. 3.15), повторяемости (см. 3.16,3.17 и 3.18) и точностей (см. 3.22 и 3.23) не проводят.
Дата добавления: 2018-11-26; просмотров: 690;
Поиск по сайту
Узнать еще
- II. Региональная программа капитального ремонта
- А) Программа перехода к рынку.
- Аналитическое направление. Программа логического позитивизма и постпозитивизм
- Антенатальная программа наблюдения беременных
- Атомистическая программа
- Браузер – программа для путешествий по Интернету
- Бюджет производства (производственная программа)
- Виды испытаний на надежность

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
