Чтение контрольной карты средних и размахов
Контролируемое состояние процесса - это такое состояние процесса, когда процесс стабилен и это подтверждается индексом Ср, а его среднее и разброс не меняются. Это можно проследить на основании следующих критериев при чтении контрольных карт.
1 Процесс следует немедленно остановить в случае выхода точек за контрольные пределы.
2 Следует установить причину и назначить соответствующие корректирующие действия, если:
а) на карте наблюдается серия.
Серия - это проявление такого состояния, когда точки неизменно оказываются по одну сторону от центральной линии. Число точек называется длиной серии. Серия длиной в 7 точек однозначно трактуется как отклонение от нормы. Но даже длина серии в 6 точек в ряде случаев рассматривается как ненормальная, а также, если 10 из 11 точек лежат по одну сторону от центральной линии (12 из 14 и 16 из 20);
б) если наблюдается тренд. Тренд имеет место, если точки образуют непрерывно повышающуюся или понижающуюся линию (рисунок 11, таблица 2);
в) если наблюдается приближение к контрольным пределам. В этом случае 2 из 3-х точек оказываются за линиями ± 2σ;
г) если наблюдается приближение к центральной линии. Когда большинство точек концентрируются внутри центральной и 1,5-сигмовых линий, т.е. линий, делящих пополам расстояние между центральной линией и каждой из контрольных линий. Это обусловлено, как правило, неправильным разбиением на группы.
| |
| |
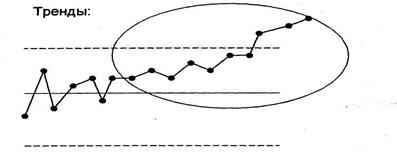
Рисунок 11 - Тренды
Таблица 2- Тренды
Причины для  -карты -карты
| Причины для карты размаха | Корректирующие действия |
| 1 Старение станка 2 Усталость рабочего 3 Износ инструмента | 1 Улучшение / ухудшение навыков рабочего 2 Усталость рабочего 3 Изменение количества сырья или заготовок. | 1 Отремонтировать / заме-нить станок 2 Заменить рабочего 3 Сменить / отремонтировать (заточить инструмент) 4 Провести анализ посту-пающего сырья, технологии. |
| |

Рисунок 12 - Скачки в уровне процесса
Таблица 3– Скачки в уровне процесса
| Причины для -карты
| Причины для карты размаха | Корректирующие действия |
| 1 Изменение в составе сырья, поступающего из разных источников 2 Новый рабочий или станок 3 Модификация технологий 4 Изменение в контро-лируемом приборе или методе проверки | 1 Изменение в сырье 2 Изменение в технологии 3 Изменение в рабочем процессе 4 Изменение в контроле | 1 Проанализировать состояние поступающего сырья, материалов и поддерживать это сос-тояние на определен-ном уровне 2 Разобраться с источ-никами материала 3 Проверить воспроизводимость станка. 4 Проследить за рабо-той рабочего и прове-рить исполнение инст-рукций 5 Проверить градуиро-вку измерительного прибора и рабочего, его работу |
| |
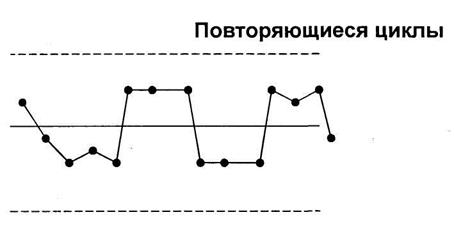
Рисунок 13 - Повторяющиеся циклы
Таблица 4 – Повторяющиеся циклы
| Причины для -карты
| Причины для карты размаха | Корректирующие действия |
| 1 Изменение характеристик окружающей среды (t°, влажности) 2 Усталость рабочего 3 Регулярная смена станка или рабочего | 1 График обслуживания 2 Усталость рабочего 3 Износ инструментов | 1 Проверить, управляе-ма ли окружающая сре-да. Если управляема, то нужно обеспечить ха-рактеристики окружа-ющей среды в заданных пределах 2 Оценить эксплуатацию станка 3 Оценить обслуживание станка 4 Заменить (заточить) / отремонтировать инст-румент |
| |
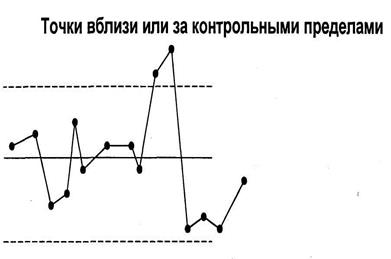
Рисунок 14 - Точки вблизи или за контрольными пределамии
Таблица 5 – Точки вблизи или за контрольными пределамии
| Причины для -карты
| Причины для карты размаха | Корректирующие действия |
| 1 Изменение управле-ния 2 Большие системати-ческие различия в ка-честве материалов 3 Большие системати-ческие различия в ме-тодах испытаний | 1 Смесь материалов су-щественно различного качества | 1 Проверить контроли-руемые пределы про-цесса 2 Разобраться в вариа-ции материалов 3 Оценить методы про-верки 4 Оценить частоту проверок / измерений 5 Проверить работу рабочего (он может перемещать процесс) |
| |
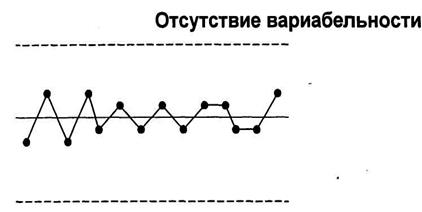
Рисунок 15 - Отсутствие вариабельности
Таблица 6 - Отсутствие вариабельности
Причины для  -карты -карты
| Причины для карты размаха | Корректирующие действия |
| 1 Ошибочные вычисле-ния контрольных пре-делов 2 Улучшение в процес-се после вычисления пределов 3 Служащие могут не делать поправок | 1 Сбор в каждой выборке некоторого числа измерений из различ-ных партий 2 Улучшения в про-цесссе после вычисления пределов | 1 Проверить контроль-ные пределы 2 Оценить рациональ-ный объем подгрупп 3 Проверить методы проверок (приборов и т.д.) 4 Перепроверить уме-ние персонала измерять |
Библиографический список:
1 ГОСТ Р 50779.42 – 99 (ИСО 8258-91). Статистические методы. Контрольные карты Шухарта
2 Лекции об аудите качества [Текст] / Б. Робертсон // Стандарты и качество. – 1999. - № 1. – С. 85-89
ЛЕКЦИЯ № 13 (2 ч)
ПОСТРОЕНИЕ Х-карты, (Х-mR)-карты, (  -s)-карты, Ме-карт, (Ме-R)-карты, (Ме-s)-карты)
-s)-карты, Ме-карт, (Ме-R)-карты, (Ме-s)-карты)
План:
13.1 Применение и построение контрольной карты индивидуальных значений, индивидуальных значений и скользящих размахов.
13.2 Применение и построение контрольной карты среднего и выборочного стандартного отклонения.
13.3 Применение и построение контрольных карт медиан, медиан и размахов, медиан и выборочных стандартных отклонений.
Дата добавления: 2022-07-20; просмотров: 216;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
