Расчетные соотношения для основных профилей
| № п/п | Эскиз | Площадь поперечного сечения | Моменты сопротивления | Моменты инерции | |
| F | W | J | |||
| 1. | 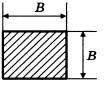
| В2 | В3/6 | В4/12 | |
| 2. | 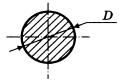
| 
| 0,1D3 | 0,05D4 | |
| 3. | 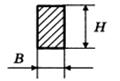
| В2С, где С = H/В | В3С2/6 | В4С3/12 | |
| 4. | 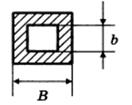
| В2(1 - еn), где е = b/В |

|

| |
| 5. | 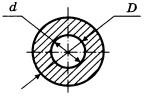
| 0,785D2 (1 - а2), где а = d/D | 0,1D3(1 - а4) | 0,05D4(1 - а4) | |
| 6. | 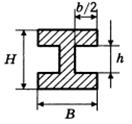
| ВH(1-en), где е = b/В, T = h/H |
|

| |
При одной и той же площади наибольшее значение момента Wu у I-образного сечения, пустотелого квадрата и круга. Наименее выгодными будут сплошное круговое и квадратное сечения. Устранение напряжений изгиба (рис. 4.1.23, а, б) и замена растяжением-сжатием возможны в случае применения ферменной системы (рис. 4.1.23, в, г). У ферменной системы верхний стержень работает на растяжение, нижний — на сжатие. Если сравнить напряжения и прогибы в консольной балке и ферме, где стержни имеют равный диаметр и равный вылет, то напряжения в стержнях фермы будут в 85 раз меньше, чем максимальное напряжение в сечении балки, прогиб в 260 раз меньше у фермы, чем у балки в точке приложения силы [39]. Для того чтобы сделать системы равнопрочными, сечение балки надо увеличить в 18,3 раза, при этом масса балки становится в 8 раз больше массы ферменной системы, а деформация балки при этом будет больше, чем у фермы, так как деформация при изгибе пропорциональна третьей степени длины, а при растяжении — первой степени.
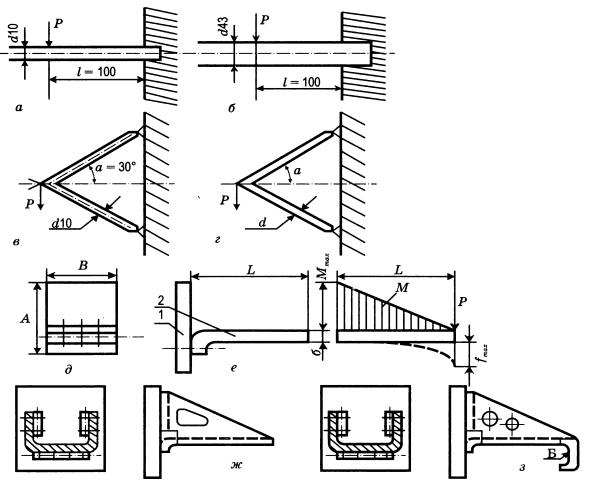
Рис. 4.1.23. Повышение прочности и жесткости НК. Принципы и примеры: а, б — консольная балка (работа на изгиб); в, г — ферменная система (работа на растяжение—сжатие); д, е — пример консольного крепления передней панели к шасси; ж — повышение жесткости консольной конструкции; з — увеличение жесткости введением опорной плоскости (Б)
Связь между прогибом ферменной системы fф и консольной балки fб при одинаковых сечениях можно выразить отношением
 ,
,
где l — длина вылета фермы или балки;
d — диаметр стержней;
а — половина угла при вершине ферменной системы.
Конструкция, аналогичная балке, показана на рис. 4.1.22, д, на рис. 4.1.22, е, — эпюра изгибающего момента балки. При ее замене на форму согласно рис. 4.1.22, ж, материал детали будет работать преимущественно на растяжение-сжатие, хотя жесткость ее будет отличаться от идеальной ферменной системы.
Если нельзя полностью устранить изгиб, то надо стремиться заменить консольную балку на двухопорные балочные конструкции (рис. 4.1.22, з).
Наибольшие напряжения у консольной балки возникают в месте заделки, у двухопорной — в точке приложения силы, на заданном расстоянии от опор, и меньшие — в месте заземления. Если применения консольного крепления нельзя избежать, то следует принять все меры, чтобы устранить ее недостатки. Для этого уменьшают вылет консоли, увеличивают жесткость и прочность опасного сечения.
Необходимая жесткость и прочность наиболее нагруженного сечения обеспечивается увеличением размеров или, при снижении массы и уменьшении размеров, введением местных выдавок. Применение рельефов жесткости или зигов получило большое распространение при холодном штамповании. Рельефные валики следует располагать вдоль действия изгибающего момента. Повышение прочности и жесткости фланцев тонкостенных цилиндрических деталей проводят отбортовкой. Повышение жесткости и прочности участков приложения сосредоточенных сил (опорных площадок, мест крепления) можно обеспечить местными выдавками или с помощью различных упрочняющих накладок. Прогиб тонкостенных деталей на участке малой жесткости, ослабленном отверстиями, предупреждают разбортовкой отверстий. Для увеличения жесткости литых и прессованных из пресспорошков корпусных деталей применяют ребра жесткости. Упрочнение консольного шасси отогнутыми боковыми стенками представлено на рис. 4.1.24.
Жесткость и прочность конструкции будут наибольшими при ребре на всю длину консоли. Дополнительное повышение жесткости может быть получено за счет введения рельефов на плоскостях шасси и боковых стенок.
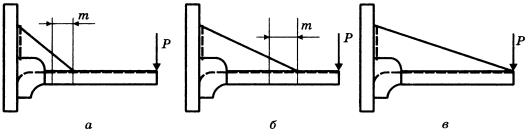
Рис. 4.1.24. Влияние боковых стенок на прочность НК из листового
материала
Крупногабаритные детали (каркасы стоек, шкафов, приборов, крупногабаритных блоков) для большей жесткости и прочности можно выполнить из балочных открытых или замкнутых профилей (рис. 4.1.25). Профили получают гибкой из тонколистового материала на спецоборудовании, прессованием из порошков. Замкнутые профили, выполненные из листового материала с последующим соединением контактно-точечной или электродуговой сваркой, имеют более высокие прочность и жесткость, и большую трудоемкость.
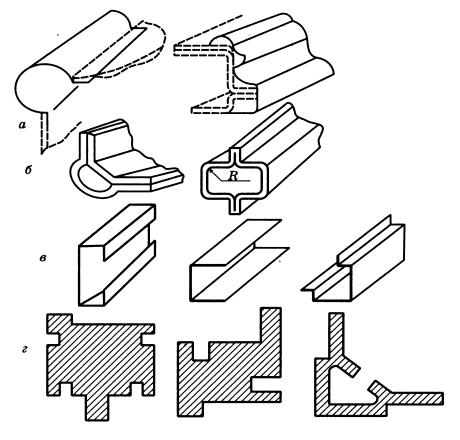
Рис. 4.1.25. Примеры различных профилей для НК: а — гнутые из листа декоративные; б — замкнутые балочные полые (из листового материала); в — гнутые балочные открытые; г — прессованные
Дата добавления: 2020-02-05; просмотров: 748;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Здания для проживания людей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
