Велосимметрический метод
Аппаратура. Ультразвуковой велосимметрический метод дефектоскопии основан на влиянии дефектов на скорость распространения упругих волн в контролируемой конструкции, а также на изменении пути волны между излучателем и приемником, вызванном наличием дефекта. Контроль этим методом может осуществляться односторонним и двусторонним способами. При одностороннем контроле искательная головка с расположенными в одном корпусе излучающим и приемным вибраторами устанавливается на поверхности изделия (рис. 2.17). От излучающего вибратора во все стороны распространяется упругая изгибная волна. Регистрируется разность скоростей на бездефектном и дефектном участках, а также изменение амплитуды принятого сигнала. При двустороннем контроле излучающий и приемный вибраторы располагаются соосно по обе стороны контролируемого объекта. Основным признаком дефекта является отставание фазы колебания в точке приема от фазы на бездефектном участке изделия. Как упоминалось, фиксируется также изменение амплитуды принятого сигнала. Велосимметрический метод предназначен для контроля неметаллических материалов в крупногабаритных многослойных конструкциях. Основная задача — выявление расслоений в изделиях из слоистых пластиков и нарушений клеевого соединения (табл. 2.13).
Необходимо учитывать, что ввиду наличия "краевого эффекта" затруднено выявление дефектов в неметаллических изделиях на расстоянии менее 50 мм от края, что не позволяет использовать велосимметрический метод на малоразмерных деталях. Предельная глубина выявляемых в слоистых пластиках дефектов — около 25 мм. Чувствительность метода зависит от параметров изделия и глубины залегания дефекта и уменьшается с увеличением последней. Минимальная площадь выявляемого дефекта составляет 1,5 см2.
Одностороннему варианту метода свойственна "мертвая" зона. Она прилегает к поверхности, противоположной поверхности ввода упругих колебаний, и составляет 20 — 40 % от толщины изделия. У двустороннего способа "мертвая" зона отсутствует, зато не всегда удается разместить головки по обе стороны объекта, а также обеспечить их соосность.

Рис. 2.17. Принципиальная схема одностороннего а и двустороннего б велосимметрического контроля:
ИВ — излучающий вибратор; ПВ — приемный вибратор; Д — дефект
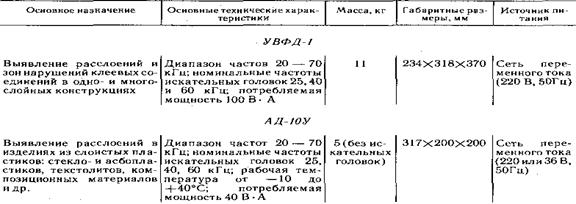
Контроль изделий проводится ультразвуковым велосимметрическим фазовым дефектоскопом УВФД-1 или АД-10У (табл. 2.14). Дефектоскоп УВФД-1 предназначен для одностороннего контроля, однако его вибраторы можно демонтировать из корпуса и расположить в приспособлении (типа скобы) для двустороннего контроля.
Основы методики контроля. Контроль состоит в перемещении искательной головки по поверхности контролируемого изделия и в наблюдении за сигнальной лампочкой, загорающейся при попадании головки в дефектную зону. Для настройки дефектоскопов используют специальные контрольные образцы.
При одностороннем контроле искательную головку следует перемещать по поверхности изделия со скоростью не более 10 м/мин. Шаг перемещения головки (расстояние между соседними ее следами) должен быть равным 10 — 15 мм.При контроле по изменению фазы дефекты отмечаются по загоранию расположенной в корпусе искательной головки- сигнальной лампочки и отклонению стрелки фазометра вправо. При этом часто (но не всегда) наблюдается отклонение стрелки индикатора А вправо, что служит дополнительным признаком дефекта. При контроле по изменению амплитуды критерием дефекта служит также отклонение вправо стрелки индикатора А, но не сопровождающееся включением сигнальной лампочки.
Т а б л и ц а 2.13. Характерные случаи в практике контроля ультразвуковым велосимметрическим методом дефектоскопом УВФД-1
| Вид обнаруживаемых дефектов | Параметры минимального обнаруживаемого дефекта, мм | Примечание | |
| Глубина залегания | Протяженность | ||
| Расслоение в деталях слоистых пластиков Непроклей и расслоение между неметаллическим покрытием и силовым каркасом, расслоение в покрытии | 0,5 0,5 — 25 | 15 — 40 | Дефекты выявляются на глубине не более 2/3 от общей толщины детали при одностороннем контроле Глубина залегания и протяженность минимального обнаруживаемого дефекта зависят от материала покрытия |
Таблица 2.14. Аппаратура для контроля ультразвуковым велосимметрическим методом в условиях эксплуатации
При двустороннем контроле скорость перемещения искательной головки также не должна превышать 10 м/мин. Дефекты отмечаются включением сигнальной лампочки и отклонением стрелки фазометра. На дефектах показания индикатора А обычно уменьшаются.
Контуры дефектов отмечаются по показаниям дефектоскопа, границы дефектов очерчиваются мягким карандашом или мелом. Бракуется изделие на основании установленных техническими условиями норм допустимых дефектов.
Дата добавления: 2019-12-09; просмотров: 1022;
Поиск по сайту
Узнать еще
- I. Гидрометаллургические методы
- I. Определение и структура методов обучения.
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- I. Понятие о методах воспитания.
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Методологические основы педагогики.
- II. Методы исследования истории медицины.
- II. Пирометаллургические методы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
