Ультразвуковой метод
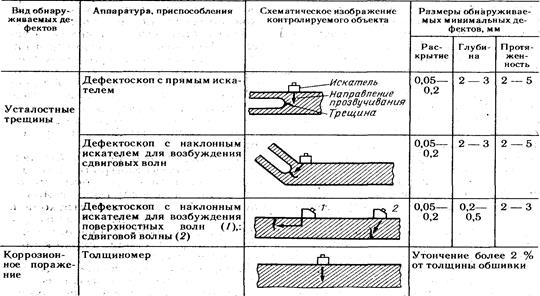
Аппаратура для ультразвукового контроля.Чувствительность контроля оценивается наименьшей площадью надежно выявляемого дефекта в данном материале. Она зависит от частоты УЗК, применяемой аппаратуры, акустических свойств материала детали, чистоты обработки и кривизны поверхности, структурного состояния материала, формы, ориентировки и глубины залегания дефекта. В реальных условиях могут быть выявлены трещины площадью от 1 — 10 мм2 (табл. 2.7).
Таблица 2.7. Характерные случаи в практике ультразвукового контроля
Надежность результатов ультразвуковой (УЗ) дефектоскопии зависит от состояния поверхности, формы детали и структурного состояния материала. Удовлетворительные результаты достигаются при контроле деталей, изготовленных из деформированных полуфабрикатов с чистотой обработки поверхности не ниже 6 и имеющих простую форму. Литые детали как правило, ультразвуковому контролю не подвергаются.
Затруднен ультразвуковой Контроль деталей, сложной формы, изготовленных из деформированных полуфабрикатов, например, болтов, лопаток, тройников, кронштейнов и т. д. Необходимым условием УЗ контроля является наличие хотя бы одностороннего доступа к контролируемой поверхности. Элементы изделия, закрытые обшивкой, не могут быть проконтролированы. Чувствительность УЗ контроля резко снижается при наличии толстых лакокрасочных покрытий, при грубой обработке поверхности и при коррозионных поражениях.
В эксплуатации следует использовать портативные, транспортабельные ультразвуковые приборы. Наиболее приемлемым является дефектоскоп ДУК-66П и толщиномеры типа УТ-30. В табл. 2.8 приведены параметры данных приборов и аналогичных зарубежных образцов.
Ультразвуковые дефектоскопы УД-11ПУ и УД2-12 являются базовыми дефектоскопами нового поколения, реализующими возможность контроля с применением эхо-метода, теневого и резонансного методов со скоростями распространения продольных волн в диапазоне от 2500 до 6500 м/с. В основу работы дефектоскопов положен описанный выше принцип.
В основу измерительной схемы приборов положен метод измерения временного интервала между зондирующим и отраженным импульсами. Принцип работы дефектоскопов заключается в следующем. Возбудитель преобразователя, запускаемый, как и другие блоки дефектоскопа, от внутреннего или внешнего преобразователя, вырабатывает радиоимпульс в пьезоэлементе, подключаемом к выходному разъему дефектоскопа.
Преобразователь, контактируя с объектом через слой контактной смазки, обеспечивает ввод в объект механических ультразвуковых колебаний, которые, распространяясь в нем, отражаются от границ раздела сред (металл—воздух) или имеющихся дефектов и вновь поступают на приемный преобразователь, подключенный к входному разъему дефектоскопа.
В приемном преобразователе ультразвуковые колебания преобразуются в электрические колебания и воспринимаются приемным устройством дефектоскопа. Усиленные и преобразованные сигналы поступают на экран электронно-лучевой трубки. Предусмотренная в дефектоскопе система автоматической сигнализации дефекта позволяет определить расстояние от поверхности до дефекта. Наличие дефекта сопровождается световой и звуковой сигнализацией. Вмонтированный в дефектоскоп блок цифрового отсчета позволяет выполнять настройку без применения контрольных образцов.
Основы методики контроля.Поверхность деталей .смазывают акустической смазкой для обеспечения надежного контакта с датчиком-искателем. Прозвучивание ведется в направлении, перпендикулярном плоскости наиболее вероятного расположения дефекта. О наличии дефекта свидетельствует эхо-сигнал в зоне контроля, равный или больший амплитуды эхо-сигналу от заданного контрольного отражателя в стандартном образце.
Для каждой детали разрабатывают свою методику контроля, где отражают: назначение методики; метод контроля, типа выбранной волны и частоту УЗК; типа дефектоскопа и искателя; стандартные образцы для настройки; порядок проверки и настройки дефектоскопа; порядок проведения контроля.
Цифровые ультразвуковые толщиномеры фирмы "Панаметрикс" используют для исследования большинства видов материала, включая металлы, стекло, керамику, пластмассы, стекловолокно, жидкости, а также резину. Предельные значения толщины, которые могут быть замерены, зависят от вида материала, его размера, состояния поверхности, а также от выбранного прибора и датчика. Точность измерения составляет 0,001 мм для металлов и0,01 для пластмасс.
Дата добавления: 2019-12-09; просмотров: 984;
Поиск по сайту
Узнать еще
- I. Гидрометаллургические методы
- I. Определение и структура методов обучения.
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- I. Понятие о методах воспитания.
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Методологические основы педагогики.
- II. Методы исследования истории медицины.
- II. Пирометаллургические методы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
