ВИДЫ И ХАРАКТЕР ЗАГРЯЗНЕНИЙ ДЕТАЛЕЙ
Автомобили и их составные части при поступлении в капитальный ремонт могут иметь на поверхностях деталей разнообразные загрязнения, различающиеся по условиям формирования и физико-механическим свойствам (табл. 1.1).
Все загрязнения подразделяют на эксплуатационные и технологические. Эксплуатационные загрязнения возникают в процессе эксплуатации автомобиля. К ним относятся: дорожно-почвенные отложения, продукты коррозии, накипь, масляно-грязевые отложения, асфальто-смолистые отложения, лаковые отложения и нагар.
Дорожно-почвенные отложения накапливаются в основном в ходовой части. Загрязненность ими зависит от условий эксплуатации (сезона работ, дорожных условий и т. п.). Прочность удержания частиц грязи на поверхности (адгезия) зависит от шероховатости поверхности, размера частиц, влажности воздуха и ряда других факторов. Адгезия мелких пылевидных частиц к поверхности весьма значительна. Удалить эти отложения можно щеткой или ветошью.
Продукты коррозии образуются в результате химического или электрохимического разрушения металлов и сплавов. На поверхности стальных и чугунных деталей появляется пленка красновато-бурого цвета — гидрат окиси железа (ржавчина), который растворяется в кислотах и лишь незначительно в щелочах и воде. Алюминиевые детали также подвержены коррозии, продукты которой имеют вид серовато-белого налета и представляют собой окиси или гидраты окислов алюминия.
Накипь образуется в системе водяного охлаждения двигателя при эксплуатации. Откладываясь на стенках рубашек охлаждения двигателя и радиатора, накипь затрудняет теплообменные процессы и нарушает нормальную работу двигателя. Образование накипи обусловлено содержанием в воде в растворенном состоянии солей кальция и магния, т.е. жесткостью воды. Кроме накипи, в системах охлаждения двигателей образуются илистые отложения в результате попадания в систему охлаждения механических примесей (песка, глины), органических веществ (микроорганизмов, растений)и образования продуктов коррозии.
Масляно-грязевые отложения возникают при попадании дорожной грязи и пыли на поверхности деталей, загрязненные маслом. Возможно обратное явление — попадание масла на поверхности, загрязненные дорожной грязью: при этом грязь пропитывается маслом.
Асфальтосмолистые отложения — мазеподобные сгустки, откладывающиеся на стенках картеров, щеках коленчатых валов, распределительных шестернях, масляных насосах, фильтрах и маслопроводах.
Лаковые отложения — пленки, образующиеся в зоне поршневых колец, на юбке и внутренних стенках поршней.
Нагары — твердые углеродистые вещества, откладывающиеся на деталях двигателей (стенки камеры сгорания, клапаны, свечи, днище поршня, выпускной трубопровод, распылители форсунок). Основу нагара составляют карбены и карбоиды (30 —80%), масла и смолы (8 — 30%), остальное — оксикислоты, асфальтены и зола. Нагары содержат большинство нерастворимых или плохо растворимых составляющих.
Таблица 1.1. Свойства некоторых загрязнений составных частей автомобиля
| Загрязнения | Характерные детали автомобиля | Максимальная толщина слоя загрязнения, мм | Максимальная площадь загрязненной поверхности, %* | |
| Автомобиля** | двигателя | |||
| Дорожно-почвенные отложения (дорожная грязь) | Детали ходовой части, рамы, кузова, кабины | — | ||
| Масляно-грязевые отложения | Наружная поверхность двигателя и коробки передач | |||
| Отслоившиеся лакокрасочные покрытия | Кабина, кузов, рама, крылья | 1,0 | ||
| Продукты коррозии | Рама, детали шасси, кабина, кузов | |||
| Накипь | Рубашка охлаждения блока и головки цилиндров | |||
| Асфальтосмолистые отложения | Щеки коленчатого вала, шатуны, картер блока цилиндров | — | ||
| Нагар | Головка цилиндров, выпускной трубопровод, выпускной клапан | — |
*Площадь поверхности автомобилей и их агрегатов составляет 75—150 м ; площадь двигателей н их деталей 10—25 м .
**Без двигателя.
Технологические загрязнения связаны с процессом ремонта. К ним относятся: производственная пыль, стружка и абразив, окалина и шлаки, притирочные пасты и остатки эмульсий, продукты износа при обкатке.
При неудовлетворительной очистке деталей от этих загрязнений в процессе приработки поверхностей трения происходит интенсивный их износ. Задиры, царапины и риски, возникающие в период приработки, существенно влияют на первоначальный износ деталей.
Технологические загрязнения имеют свои особенности, которые необходимо учитывать при выборе технологии очистки. Твердые загрязнения (производственная пыль, микропорошки, шлак, окалина, стружка), химически не связаны с поверхностью, а обычно связаны масляной пленкой и удаляются вместе с ней. Исключение составляют стружка в каналах, окисные пленки, частички абразива, внедренные (шаржированные) в поверхность металла. Для их удаления необходимо сильное и направленное гидродинамическое воздействие или продолжительное кавитационное (ультразвуковое) воздействие. При удалении притирочных паст необходимо иметь в виду, что удалять необходимо одновременно жидкие и твердые компоненты паст, иначе удаление только жидких компонентов, например, растворением, затруднит удаление твердых компонентов из-за засушивания и уплотнения, что усложнит их эмульгирование.
Продукты износа при обкатке необходимо извлекать из системы при фильтрации циркулирующего масла.
В зависимости от количества остаточных загрязнений различают три уровня очистки: макроочистку; микроочистку; активационную очистку.
Макроочистка — процесс удаления с поверхности наиболее крупных загрязнений. Микроочистка — удаление загрязнений из микронеровностей поверхности. Активационная очистка — это травление деталей в растворах щелочей и кислот.
Применяют различные способы контроля остаточной загрязненности поверхности. При макроочистке приемлемы протирание, массовый и люминесцентный методы, а при микроочистке и активационной очистке — люминесцентный и метод смачивания водой.
Протирание поверхности выполняется бумажной салфеткой, тканью или ватным тампоном. Наличие грязи на протирочном материале количественно оценивается взвешиванием.
Массовый метод также состоит в том, что остаток загрязнения определяют взвешиванием. Сравнивая очищенные образцы с эталонами, можно быстро и с достаточной точностью оценивать моющую способность различных средств.
Люминесцентный метод основан на свойстве масел люминесцировать под влиянием ультрафиолетового света. Величина и интенсивность светящейся поверхности указывают на загрязненность поверхности.
Метод смачивания поверхности водой основан на способности металлической поверхности удерживать непрерывную пленку воды, если эта поверхность свободна от масляных (гидрофобных) загрязнений.
Очистка поверхности — удаление загрязнений с поверхности до определенного уровня ее чистоты. Существуют различные методы очистки (рис. 1 . 1 ). В основе каждого метода используется определенный способ разрушения загрязнений и удаления их с поверхности. Для ускорения процессов очистки применяют следующие способы интенсификации: повышение температуры и давления очищающей среды, вибрационную активацию очищающей среды и др.
В общем виде работа очистки
А0=Афх+Ам 
где Афх — работа, совершаемая очищаемой средой в результате физико-химической активности; Ам — работа, связанная с механическим воздействием среды на разрушение загрязнения и его связи с поверхностью.
Чем физико-химически активнее среда (т. е. больше Афх),тем потребуется меньше механической энергии; чем меньше Афх, тем больше необходимо затратить Ам для достижения одинакового эффекта очистки.
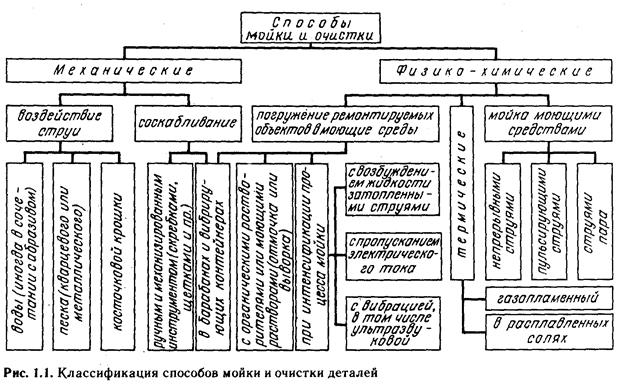
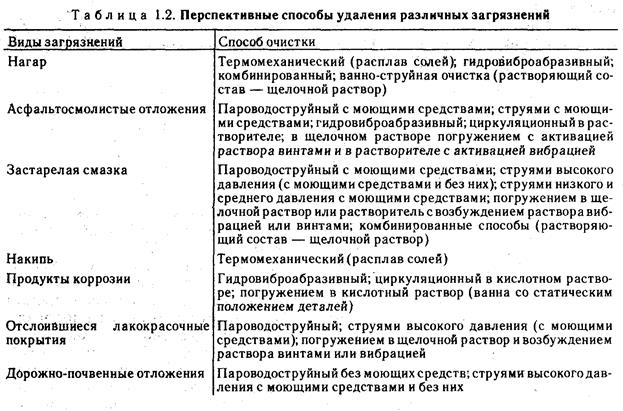
Выбор процесса очистки за счет оптимальных величин Афх и Ам основан на технологических и экономических соображениях. Работа Афх зависит от моюще-очищающей активности среды, ее концентрации и температуры. Работа Ам зависит от механической интенсивности процесса очистки (струи, вибрации, ультразвуковых колебаний и т. д.). Способы очистки, рекомендуемые для удаления различных загрязнений, приведены в табл. 1.2.
МОЮЩИЕ СРЕДСТВА
Рассмотрим механизм удаления масляной пленки с деталей моющим раствором. Схема воздействия горячего моющего раствора на масляную пленку изображена на рис. 1.2. На рис. 1.2, а показано исходное состояние масляной пленки на поверхности детали. Под действием горячего моющего раствора масляная пленка быстро нагревается и в результате расширения и действия сил поверхностного натяжения принимает волнистый вид с углом а = 90° (рис. 1.2,б), и с углом а  90° (рис. 1.2, в). В дальнейшем масляная пленка деформируется настолько, что, разрушаясь, образует масляные капли, которые обволакиваются моющим раствором. В результате этого сила сцепления этих частиц с металлом уменьшается и они легко удаляются с поверхности деталей струей раствора.
90° (рис. 1.2, в). В дальнейшем масляная пленка деформируется настолько, что, разрушаясь, образует масляные капли, которые обволакиваются моющим раствором. В результате этого сила сцепления этих частиц с металлом уменьшается и они легко удаляются с поверхности деталей струей раствора.
Таким образом, из рассмотренной схемы следует, что главным условием высокого качества обезжиривания деталей является обеспечение оптимальной температуры моющего раствора. При недостаточной температуре масляная пленка на детали не деформируется несмотря на действие моющего раствора. С повышением температуры значительно снижается вязкость загрязнения, повышается его текучесть, и эффективность обезжиривания улучшается.
Моющее действие состоит в удалении жидких и твердых загрязнений с поверхности и переводе их в моющий раствор в виде растворов или дисперсий. Моющее действие проявляется в сложных процессах взаимодействия загрязнений, моющих средств и поверхностей. Основными явлениями, определяющими моющее действие, являются смачивание, эмульгирование, диспергирование и пенообразование. Указанные явления связаны с поверхностным натяжением и поверхностной активностью моющих средств.
Известно, что вдоль поверхности жидкости действуют силы натяжения, стремящиеся сократить эту поверхность. Они получили название сил поверхностного натяжения. Поверхностное натяжение измеряют работой, которую необходимо затратить для увеличения поверхности жидкости на 1 см2. Произведение поверхностного натяжения на поверхность называется свободной поверхностной энергией. Способность веществ понижать свободную поверхностную энергию характеризует поверхностную активность этих веществ. Вещества, понижающие поверхностное натяжение раствора, называются поверхностно-активными веществами (ПАВ).
Смачивание заключается в растекании капли жидкости, помещенной на поверхность твердого тела. Поверхности, смачиваемые водой, называются гидрофильными, а не смачиваемые водой — гидрофобными. Смачиваемость твердого тела жидкостью зависит от поверхностного натяжения жидкости, от природы и состава жидкости и твердого тела. Например, поверхности, загрязненные маслами, хорошо смачиваются углеводородными растворителями и не смачиваются чистой водой. Добавление в воду ПАВ понижает поверхностное натяжение воды и обеспечивает смачивание загрязненных маслами поверхностей.
В большинстве случае загрязнения сострят из двух фаз — жидкой (масла, смолы) и твердой (асфальтены, карбены, почвенные и пылевые частицы и т. п.). Удаление таких загрязнений с поверхности происходит двумя путями: эмульгированием жидкой фазы (образование эмульсий) и диспергированием твердой фазы (образование дисперсий).

Рис. 1.2. Схема воздействия горячего моющего раствора на масляную пленку: / — деталь; 2 — масляная пленка
Эмульсией называется система несмешивающихся жидкостей, одна из которых распределена в виде мелких капель в другой. Эмульсии подразделяются на два типа: эмульсии прямые — "масло в воде" и эмульсии обратные — "вода в масле". Под маслом здесь понимается любая органическая жидкость, не растворимая в воде и водных растворах.
Эмульгирование жидкой фазы загрязнений возможно в водных растворах ПАВ. Молекулы ПАВ создают на поверхности капель масла прочные адсорбционные слои. Гидрофобная часть молекулы связывается с маслом, а гидрофильная — ориентируется в сторону водного раствора (см. рис. 1.3). При этом происходит гидро-филизация капель масла, что препятствует их слиянию (коалосценции). Вещества, в данном случае ПАВ, адсорбирующиеся на поверхности гидрофобных частиц, называются эмульгаторами.
Диспергирование твердой фазы загрязнений происходит благодаря адсорбции ПАВ на частицах загрязнений. Малое поверхностное натяжение раствора позволяет ему проникать в мельчайшие трещины частиц загрязнения и адсорбироваться ПАВ на поверхностях этих частиц. Адсорбированные молекулы ПАВ создают расклинивающее давление на частицы, разрушая и измельчая их. На процессы эмульгирования и диспергирования большое влияние оказывает механическое воздействие раствора, способствующее разрушению загрязнений.
Важным этапом в моющем процессе является стабилизация в растворе отмытых загрязнений и предупреждение их повторного осаждения на очищенную поверхность. Стабилизация загрязнений зависит в основном от состава моющего раствора и технологических условий его применения (концентрации, температуры, загрязненности).
В итоге моющий процесс можно представить состоящим из ряда последовательных этапов. Поскольку почти все загрязнения гидрофобны, то вода, обладая большим поверхностным натяжением, не смачивает загрязненные поверхности и стягивается в отдельные капли (рис. 1.3,а).
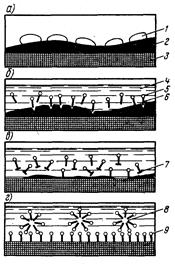
Рис. 1.3. Схема моющего процесса:1 — капли воды; 2 — загрязнение;3 — очищаемая поверхность; 4 — моющий состав; 5 — гидрофильная часть молекулы ПАВ; 6 — гидрофобная часть молекулы ПАВ (радикал); 7— переход частиц загрязнения в раствор; 8 — частицы загрязнения, стабилизированные в растворе; 9 — адсорбция молекул ПАВ на очищенной поверхности
При растворении в воде моющего средства поверхностное натяжение раствора резко уменьшается, и раствор смачивает загрязнение, проникая в его трещины и поры (рис. 1.3,6). При этом снижается сцепляемость частиц загрязнения между собой и с поверхностью. При механическом воздействии увлекаемые молекулами моющего средства частицы грязи переходят в раствор (рис. 1.3,в). Молекулы моющего средства обволакивают загрязнения и отмытую поверхность, что препятствует укрупнению частиц и оседанию их на поверхность (рис. 1.3,г). В результате частицы загрязнения во взвешенном состоянии стабилизируются в растворе и удаляются вместе с ним.
В быту принято судить о качестве моющего раствора по количеству образующейся пены. Это не совсем верно. Пена способствует удержанию диспергированного загрязнения и предотвращению его осаждения на очищенную поверхность. Однако отождествлять пенообразование с моющим действием нельзя, так как пенообразование не является специфической характеристикой моющего действия.
При очистке поверхности металлов пенообразование имеет большое значение. В одних случаях пенообразование — это положительное влияние, например, при пароводоструйной или электролитической очистке, когда слой пены предотвращает разбрызгивание моющего раствора или создает защитный слой, уменьшающий проникновение едких испарений в атмосферу. В большинстве же случаев пенообразование является отрицательным фактором, т. е. ограничивает использование интенсивного перемешивания моющего раствора. Например, в струйных моечных машинах нельзя применять моющие средства с высоким уровнем пенообразования.
Щелочность моющих растворов является важнейшим фактором, определяющим эффективность очистки. Щелочность определяет способность растворов нейтрализовать кислые компоненты загрязнений, омылять масла, снижать контактное натяжение растворов, жесткость воды и т. д. Различают общую и активную щелочность. Общая щелочность определяется титрованием кислотой с индикатором метилоранжем, а активная — титрованием с фенолфталеином. Моющее действие растворов зависит только от уровня активной щелочности.
Показателем щелочности, равно как и кислотности, служит водородный показатель рН, который определяется как логарифм обратной концентрации ионов водорода. Поскольку моющим действием обладает только часть щелочных соединений, диссоциировавших на свободные ионы, то водородный показатель может служить критерием активности или моющей способности растворов.
Большое распространение во всех процессах очистки получили синтетические моющие средства (СМС). Основу СМС (табл. 1.3) составляют ПАЬ, активность которых повышена введением щелочных электролитов. Растворы СМС по моющей способности значительно превосходят растворы едкого натра и различных щелочных смесей. Составы СМС для струйных и погружных способов очистки приведены в табл. 1.3.
Указанные СМС выпускают в виде сыпучего, гигроскопичного белого или светло-желтого порошка. Они не-
токсичны, негорючи, пожаробезопасны и хорошо растворимы в воде. Растворы СМС допускают одновременную очистку деталей из черных, цветных и легких металлов и сплавов. В отличие от растворов едкого натра они безопасны в применении. Узлы и детали, подлежащие непродолжительному хранению(10— 15дней), не нуждаются после очистки растворами СМС в дополнительной антикоррозионной обработке. Антикоррозионная защита поверхности обеспечивается силикатами, входящими в состав СМС.
Таблица 1.3. Состав синтетических моющих средств для струйных и погружных способов очистки, %
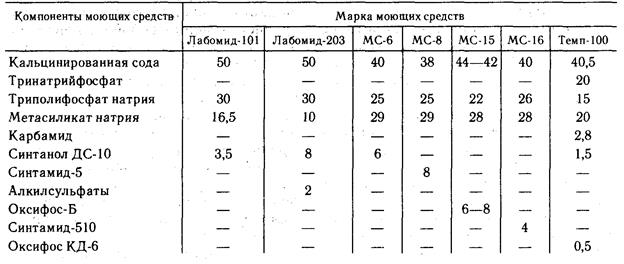
Эффективность рассмотренных СМС представлена в табл. 1.4, из которой видно, что СМС в 3 — 5 раз эффективнее растворов едкого натра. Средства Лабомид-101, Лабомид-102 и МС-6 предназначены для моечных машин струйного типа, а Лабомид-203 и МС-8 — для машин погружного типа. Разработаны новые составы технических моющих препаратов Темп-100 и Темп-100А. Препараты Темп эффективнее, чем Лабомид и МС, и, кроме того, Темп- 100А обладает повышенным пассивирующим действием по отношению к очищаемой поверхности. Из зарубежных СМС наиболее эффективным являются Силирон У-64 и Гр-форте-супер.
Разработано пожаро- и взрывобезопасное средство МС-9, состоящее из неионогенных ПАВ (0,3%), активных добавок— Nа2 СO3 Nа3 РО4, NаОН (6%) и воды(93,7%). МС-9 имеет низкую пенообразующую способность, что позволяет применять его при механизированной очистке деталей струйным методом и использовать при более низкой температуре, чем средство МЛ-52 (МЛ-52 при 80 — 100° С; МС-9 при 70 — 75° С) с одинаковым моющим действием.
Таблица 1.4. Эффективность применения моющих средств
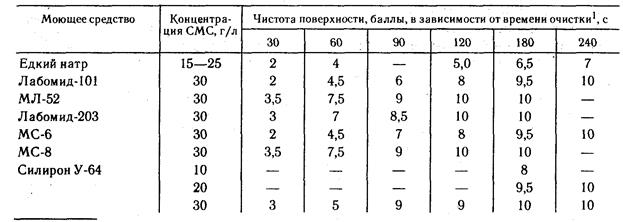
Определено на установке КИ-3127. По пенообразующим свойствам СМС существенно различаются.
Рабочие концентрации растворов СМС зависят от загрязненности поверхности и составляют 5 — 20 г/л. Наилучшее моющее действие растворов СМС проявляется при температуре 80 — 85° С. При 70 ° С и ниже резко снижается моющая способность раствора и усиливается ценообразование. Для непогашения используют дизельное топливо, которое добавляют в раствор в количестве 10—15 г/л.
В ремонтном производстве используется водный раствор едкого натра, который не может применяться для очистки и мойки деталей из алюминия и его сплавов. Алюминий реагирует со щелочами с образованием растворимой соли (алюмината натрия), поэтому для обезжиривания деталей из алюминия и алюминиевых сплавов используют растворы на основе кальцинированной соды (10 — 15 г/л) с добавлением тринатрийфосфата (10 — 25 г/л) и жидкого стекла (10—15 г/л).
Нейтральные жидкости не вступают в химическое взаимодействие с загрязнениями, их очищающее действие основано на образовании с загрязнениями коллоидных растворов, суспензий и эмульсий. Нейтральные жидкости подразделяются на органические (перхлорэтилен, трихлор-этилен, ксилол, ацетон, дихлорэтан, дизельное топливо, керосин тракторный, бензин и уайт-спирит) и неорганические (воду).
К преимуществам органических растворителей следует отнести высокую производительность, возможность удаления загрязнений с деталей сложной формы, так как обезжиривающей способностью обладает не только жидкость, но и пары, возможность многократного использования. Однако у органических растворителей действие избирательное, большинство из них пожароопасно, вредно действуют на организм человека, и они относительно дороги. Повышение скорости и качества очистки находится в зависимости от сочетания высокой химической активности моющей среды и максимального эффекта кавитационного разрушения загрязнений. Как показали исследования моющей способности органических растворителей, хорошие результаты при ультразвуковой очистке от масляных загрязнений дает композиция дизельного топлива и дихлорэтана.
На ремонтных предприятиях часто используют такие моющие средства, как дизельное топливо, бензин, уайт-спирит, керосин. Они применяются для внутренней промывки картера двигателя, коробки передач и ведущих мостов. Наибольший интерес представляет применение этих средств и их композиций для очистки деталей двигателей от асфальтосмолистых отложений и нагаров.
Анализ показывает, что в зарубежном ремонтном производстве имеются тенденции к применению в технологии очистки двигателей очищающих средств на основе органических растворителей. Использование этих средств увеличивает производительность очистных операций в 6 — 8 раз, повышает качество очистки, дает возможность проводить очистку при умеренных температурах (20 — 60 °С). Приблизительно такие же результаты обеспечиваются новыми моющими средствами, созданными в ГОСНИТИ. Лабораторные испытания показывают, что время очистки деталей при использовании этих средств по сравнению с щелочными в несколько раз сокращается (рис. 1.4) при умеренном возбуждении моющих жидкостей колебанием деталей с амплитудой 150 — 200 мм и частотой 1,0 —2,51/с.
Разработан препарат на основе хлорированных углеводородов — Лабомид-315. Этот препарат обладает высокой очищающей способностью по отношению к масляным, асфальтосмолистым и углеродистым отложениям деталей машин и двигателей. По этому показателю Лабомид-315 превосходит все известные препараты, в том числе наиболее активные из них: Ардрокс-667 и Лабомид-311. Лабомид-315 обеспечивает качественную очистку деталей при небольших затратах энергии итемпературе20 — 25°С.
В производстве применяют растворяюще-эмульгирующие средства (РЭС), состоящие из базового растворителя, сорастворителей, ПАВ и воды. Сначала детали погружают в РЭС, где загрязнения растворяются, затем они помещаются в воду или водный раствор щелочных синтетических моющих средств для эмульгирования растворителя и оставшихся загрязнений — при этом эмульгированный растворитель и загрязнения переходят в щелочной раствор, чем обеспечивается необходимое качество очистки. РЭС применяются при очистке деталей от прочных, например, асфальтосмолистых отложений, но их могут использовать и при очистке других загрязнений, когда нет возможности повысить температуру раствора выше 60°С.
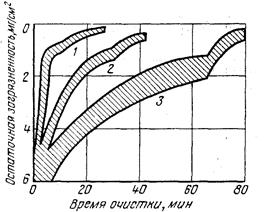
1 — Лабомид-311 и Аплайд — хлорированные углеводороды с фенолами и поверхностно-активными веществами; 2 — ДВП-1, МК-3, АМ-15, МЛ-51 — органические растворители с поверхностно-активными веществами; 3 — МЛ-52, МЛ-51, Лабомид-203, Лабомид-101, МС-8 — синтетические моющие средства
Рис. 1.4. Динамика очистки загрязненных деталей двигателей различными моющими средствами
По составу и свойствам растворяюще-эмульгирующие средства, предназначенные для очистки деталей машин, можно разделить на две группы: РЭС-1 — горючие смеси нефтяных углеводородов с ПАВ (смачиватели, эмульгаторы и сорастворители): препараты МК-3, Термос, АМ-15, ДВП-1 и пр.; РЭС-11 — негорючие смеси галоидных производных (чаще всего хлорированных) углеводородов со смачивателями, эмульгаторами, иногда с фенольными соединениями: Лабомид-315, Ардрокс-667, Аплайд 8-77, Л абомид-311, Ардрокс-610с, Аплайд 8-66 и пр.
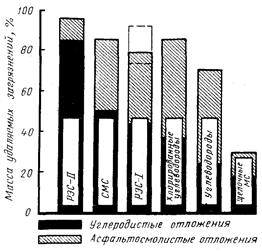
Рис. 1.5. Очищающая способность моющих и очищающих средств
Сравнительная характеристика очищающей способности моющих и очищающих средств РЭС погружением по отношению к асфальтосмолистым и углеродистым загрязнениям представлена на рис. 1.5. Анализ показывает, что РЭС-1 обладает горючестью и низкой активностью по отношению к тяжелым асфальтосмолистым и углеродистым отложениям. РЭС-11 негорюч, достаточно быстро очищает поверхность от масляных и асфальтосмолистых отложений, однако многие его композиции недостаточно активны по отношению к тяжелым асфальтосмолистым и углеродистым отложениям, а эффективные в этом отношении РЭС — высокотоксичны.
Дата добавления: 2019-12-09; просмотров: 1108;
Поиск по сайту
Узнать еще
- B. Департаменты и управления функционального характера.
- I тип реакций. Реакции, характерные для органических кислот.
- I. Общая характеристика категории состояния как часть речи
- I. Определение, виды радиоактивности, радиоактивные семейства
- II. Виды ионизирующих излучений и единицы измерения ИИ
- II. Лексико-грамматические разряды имен числительных. Их характеристика.
- II. Лексико-грамматические разряды местоимений. Их общая характеристика
- II. Основные характеристики микроскопа.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
