Расчет точности партии однородных измерительных устройств
При расчете точности партии изготавливаемых измерительных устройств имеют дело не с конкретными величинами, или же законами изменения первичных погрешностей, а располагают лишь допусками, ограничивающими предельными значениями возможных первичных отклонений элементов прибора. Очевидно, что при сборке деталей механизма все отклонения размеров годных деталей будут находиться в пределах заданных допусков. То же самое относится к динамическим и температурным погрешностям, ограниченным возможными пределами, а внутри этих пределов они могут иметь любое значение. Так как погрешности, действующие в каждом экземпляре прибора и при определенных условиях его использования могут иметь любые значения, лежащие в пределах допуска, то при расчете точности измерительных устройств следует считать эти погрешности случайными величинами (функциями). Суммирование влияния отдельных погрешностей на результирующую точность прибора не должно исходить из алгебраического сложения действия наибольших возможных отклонений, лежащих в границах допуска. Трудно ожидать столь неблагоприятного одновременного сочетания неточностей. В обычных условиях сборки прибора можно ожидать, что в каждый экземпляр прибора попадут детали с отклонениями, лежащими в разных участках полей допуска. Для учета влияния случайного характера погрешностей звеньев механизма необходимо суммировать действие всех отклонений на основе теории вероятности. Сущность этого метода заключается в учете не только значения отклонения, но и вероятности его появления. Это обстоятельство позволяет не учитывать ряд крайних значений, имеющих малую вероятность появления. Следовательно, использование метода теории вероятности дает значение лучше согласующееся с практически наблюдаемыми величинами, чем те значения, которые были найдены при расчете на возможный максимум - минимум погрешности прибора.
Основная задача технологического точностного анализа - это учет распределения технологических погрешностей в пределах их полей допусков. Эту задачу можно разбить на несколько частных задач:
1. Оценка закона распределения первичных погрешностей.
2. Построение точечной и интервальной оценок суммарной погрешности.
3. Выбор способа уменьшения суммарной погрешности.
Чтобы решить вторую задачу представим суммарную погрешность в следующем виде:


 – теоретическая составляющая суммарной погрешности
– теоретическая составляющая суммарной погрешности
Сделаем следующие допущения:
1. Все первичные погрешности являются случайными величинами, и значение каждой из них не зависит от значений остальных.
2. Для каждой первичной погрешности мы знаем все ее числовые характеристики: Δq, 
3. Коэффициент влияния векторного первичной погрешности является величиной случайной, независящей от векторной погрешности. Для каждого из этих коэффициентов влияния мы имеем  .
.
4. Значения суммируемых конечных погрешностей являются величинами одного порядка, т.е. максимальные значения любых двух конечных погрешностей отличаются друг от друга не более чем на один порядок, т.е. значения примерно равнозначны.
5. Число суммируемых конечных погрешностей достаточно велико, чтобы для целей практики его можно было бы считать бесконечно большим.
Закон распределения суммарной погрешности будет нормальным, что следует из первого и двух последних предположений.
Рассмотрим еще раз формулу (*) для определения суммарной погрешности.
1. Считаем, что функция теоретической погрешности линейна. Теоретическая погрешность будет рассматриваться как неслучайная величина. Разделим входящие в формулу величины на случайные и неслучайные.
 неслучайные величины
неслучайные величины

 случайные величины
случайные величины
Суммарная погрешность представляет собой случайную величину сложной структуры

 среднее значение суммарной погрешности (систематическая составляющая).
среднее значение суммарной погрешности (систематическая составляющая).
 практически предельная случайная составляющая суммарной погрешности.
практически предельная случайная составляющая суммарной погрешности.
 = z
= z 
Z- величина, зависящая от процента риска. Процент риска - вероятность получения из годных деталей приборов, имеющих суммарную погрешность, выходящую за расчетные пределы. Найденное таким образом значение суммарной погрешности называется практически предельным полным. Для нахождения пределов для полной погрешности нужно к среднему значению погрешности положения прибавить (отнять) предельную случайную погрешность положения.
Предельные значения определяются соответственно:


Полученные формулы для определения предельных значений погрешности положения группы механизмов отвечают следующим исходным условиям:
1) Все учитываемые первичные погрешности взаимно независимы.
2) Количество учитываемых погрешностей и их распределение таковы, что закон распределения суммарной погрешности может быть принят нормальным.
3) При определении коэффициента влияния учитываются направление выборки зазоров и изменение этих направлений при реверсировании.
4) Погрешности положения механизма являются линейными функциями первичных погрешностей.
Существенное значение при расчёте точности механизма имеет выбор величины z.
φ (Δ 
Ф(z) Ф(z)
Q/2 Q/2
Zδ Zδ ΔS𝛴
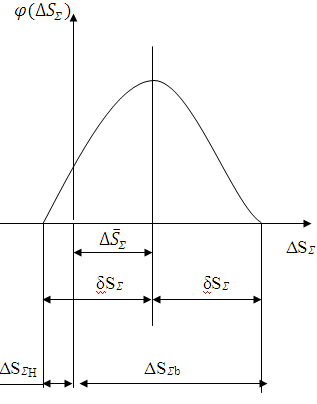
Теоретическая зона рассеивания случайной величины, подчиняющейся нормальному закону распределения, бесконечна, но вероятность получения весьма больших отклонений очень мала. Можно ограничиться практической зоной рассеивания случайной величины, отбрасывая значения с ничтожно малой вероятностью появления. Чем больше значение z, т.е. взята большая зона рассеивания, тем меньше вероятность получения отклонений, выходящих за эту зону. Вероятность этих отклонений, не принимаемых при расчёте, называется процентом риска (Q) и для нормального закона распределения  , что соответствует сумме двух заштрихованных площадей. Величина 2Ф(z) может быть названа надёжностью расчёта и характеризует вероятность выхода расчётных значений за одну из границ принятой практической зоны рассеивания.
, что соответствует сумме двух заштрихованных площадей. Величина 2Ф(z) может быть названа надёжностью расчёта и характеризует вероятность выхода расчётных значений за одну из границ принятой практической зоны рассеивания.
При расчёте точности механизма прибора часто z принимают равным 3, т.е. считают ничтожно малой вероятностью выхода случайных погрешностей за каждую из расчётных границ. При этом Q/2=0,13%. В тех случаях, когда при расчёте предельной погрешности прибора расчётное значение её оказывается больше допустимого, можно уменьшить расчётную погрешность механизма. Приняв меньшее значение для z (z=2 вместо 3). Такое уменьшение величины z вызывает увеличение процента риска Q. Подобное повышение при расчёте процента риска может быть допущено, если появление после сборки приборов с погрешностью, превышающей расчётную, может быть обнаружена при их приёмке и не вызывает чрезмерных затруднений при переборке этих приборов. Таким образом, выбор значения z позволяет уменьшить расчётную погрешность положения механизма, увеличивая количество экземпляров приборов, не укладывающихся в расчетные нормы.

 +
+ 
 +
+ 
 +
+  +
+ 
Найдя среднее квадратическое отклонение этой величины, определим второе слагаемое из формулы 

Дата добавления: 2021-12-14; просмотров: 508;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. ПЕРЕФЕРИЙНЫЕ УСТРОЙСТВА
- IV УСТРОЙСТВА ФИЛЬТРАЦИИ СИГНАЛОВ
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- PCI является стандартной шиной для подключения периферийных устройств. Среди них можно отметить сетевые карты, модемы, звуковые карты и платы захвата видео.
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А) Назначение и устройство

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
