Металлургические процессы при сварке плавлением.
Сварка отличается от других металлургических процессов следующими особенностями:
а) происходит при высокой температуре нагрева;
б) протекает с большой скоростью;
в) характеризуется очень малыми объемами нагретого и расплавленного металла;
г) при сварке имеет место быстрый отвод тепла от расплавленного металла сварочной ванны в прилегающие к ней зоны твердого основного металла;
д) на расплавленный металл в зоне сварки воздействуют окружающие его газы и шлаки.
Высокая температура при сварке сильно ускоряет процессы плавления электродного и основного металла, электродного покрытия и флюса. При этом происходит выделение газов (в основном за счет окисления углерода), испарение, разбрызгивание и окисление веществ, участвующих в химических реакциях в зоне сварки.
Молекулы кислорода, азота, водорода при высоких температурах дуги частично распадаются на атомы (диссоциируют). В атомарном состоянии эти элементы обладают высокой химической активностью. Вследствие этого окисление элементов, насыщение металла азотом, поглощение водорода в процессе сварки протекают более интенсивно, чем при обычных металлургических процессах.
Малые объемы расплавленного металла в сварочной ванне и интенсивный отвод тепла в окружающий металл обусловливают кратковременность протекающих химических реакций.
Химический состав, структура и плотность металла шва зависят от состава основного и присадочного металла, характера и состава газов, окружающих жидкий металл, режима сварки и прочих факторов.
Указанные особенности металлургических процессов при сварке затрудняют получение сварных швов высокого качества.
Рассмотрим основные реакции в зоне сварки для стали, как наиболее распространенного металла, подвергаемого сварке.
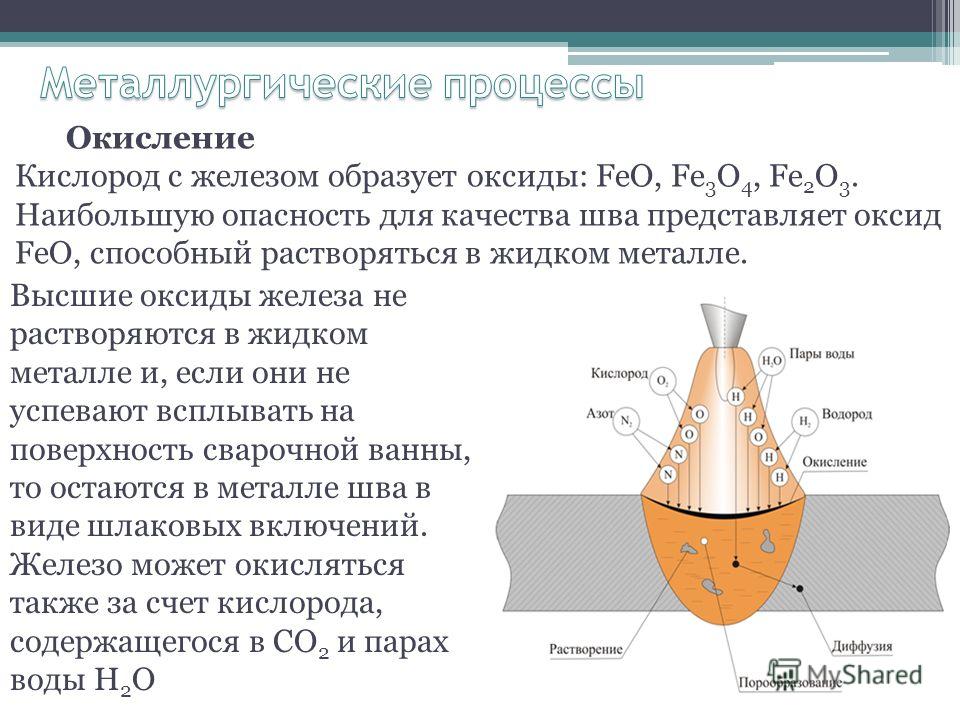
Окисление. Кислород является наиболее вредной примесью в зоне сварки, так как окисляет элементы, входящие в состав металла шва, и ухудшает его качество, образуя химические соединения - окислы.
 .
.
Раскисление. Процесс удаления кислорода из наплавленного металла с целью повышения его качества называется раскислением..
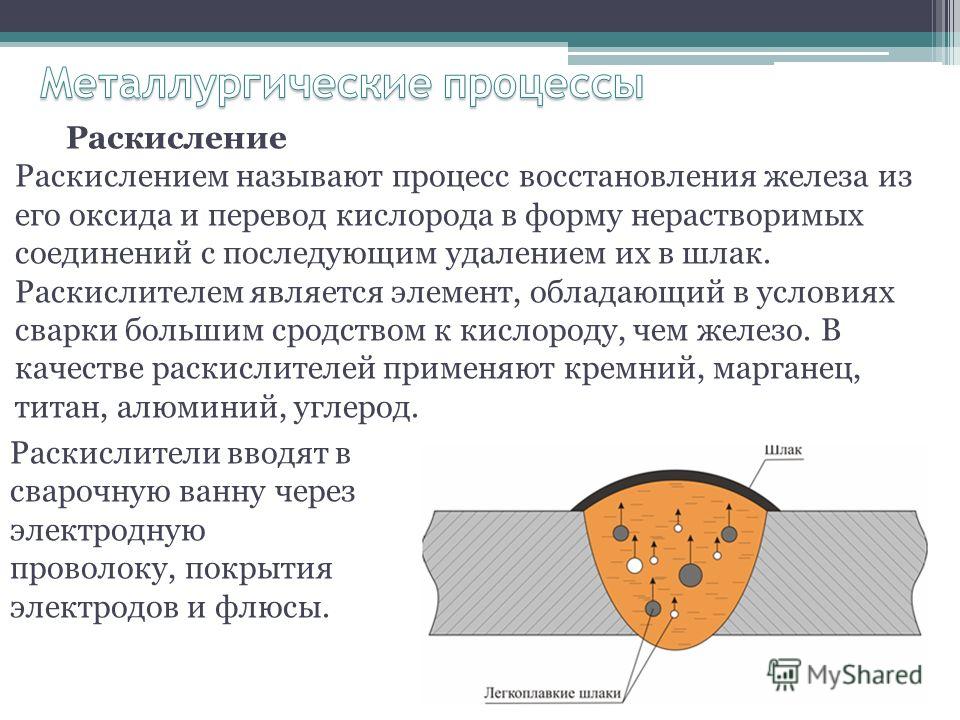
откуда они поступают в сварочную ванну, вступают в реакцию с оксидом железа FeO, выводя его в шлак.
Раскислители (марганец, кремний, алюминий, титан).
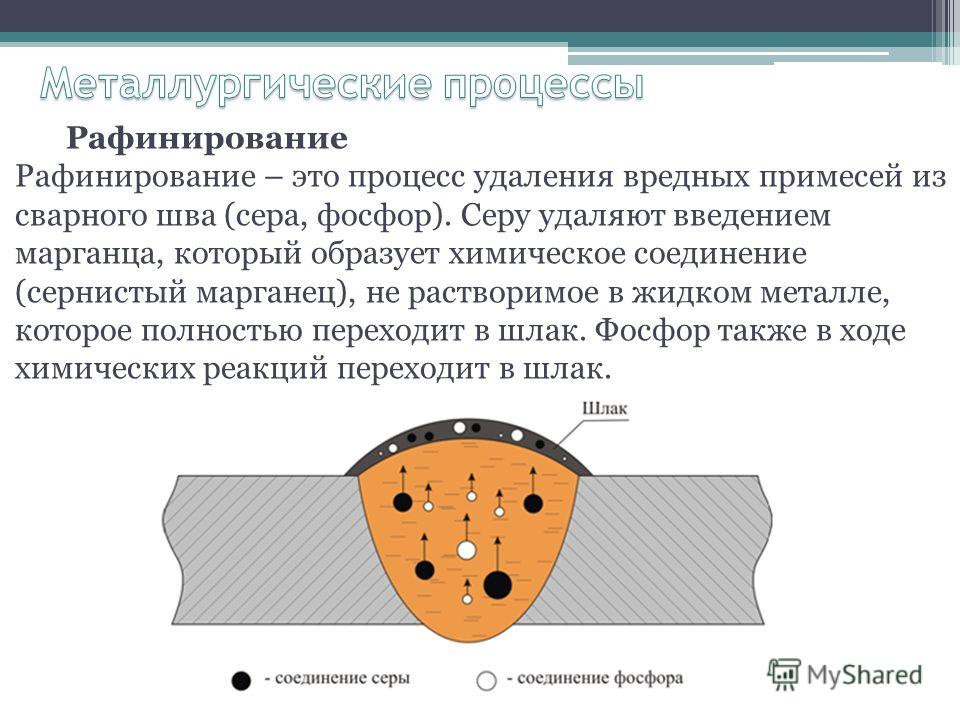
Рафинирование - Серу удаляют введением марганца, который образует химическое соединение (сернистый марганец), не растворимое в жидком металле, которое полностью переходит в шлак. Фосфор также в ходе химических реакций переходит в шлак.
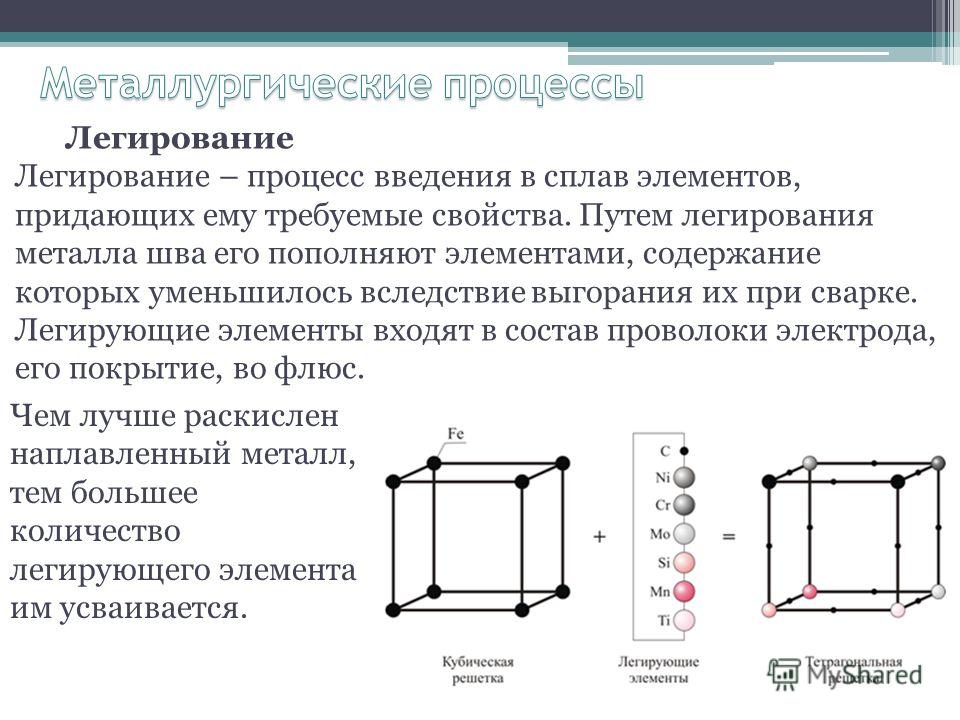
Легирование
Строение сварного шва.
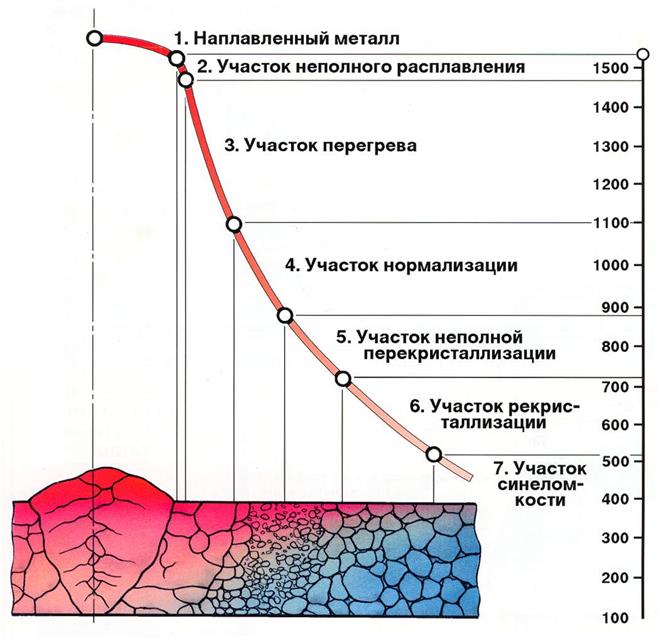
Сварной шов имеет следующие зоны: основной металла, металл шва, зона сплавления, зона термического влияния.

Основной металл, который в процессе сварки нагревается и частично расплавляется. Чем выше температура нагрева, тем большие изменения будет претерпевать металл.
Металл шва образуется в результате кристаллизации расплавленных основного и электродного (присадочного) металлов. Доля электродного металла шва составляет при ручной дуговой сварке от 50 до 70%, при сварке под флюсом - от 30 до 40%.
Зона сплавления, расположенная на границе между основным и наплавленным металлом. Если зерна основного и наплавленного металла хорошо срослись и как бы проникают друг в друга, то такие швы обладают наибольшей прочностью. Зона сплавления имеет очень малую ширину и трудно различима, так как сливается с границей шва. Если между зернами основного металла и металла шва имеется пленка окислов, то в этом месте шов обладает пониженной прочностью из-за нарушения сцепления частиц основного и наплавленного металла.
Зона термического влияния. За зоной сплавления располагается участок основного металла, где он не изменяет своего первоначального химического состава. Однако структура основного металла на этом участке меняется под влиянием нагревания при сварке. Этот участок носит название зоны термического (теплового) влияния, или зоны влияния.
Здесь основной металл уже не нагревается до температуры плавления, хотя температура его достаточно высока и лежит в пределах 1100-1500°С, что вызывает значительный рост зерен на данном участке, что влияет на прочность шва.
Ширина зоны термического влияния зависит от вида, способа и режима сварки - при ручной дуговой сварке она равна 2,5-6 мм, при механизированной сварке - 2,5-4 мм, при сварке в защитных газах - 1-2,5 м
| <== предыдущая лекция | | | следующая лекция ==> |
| КЛАССИФИКАЦИЯ ЦЕННЫХ БУМАГ | | | Понятие и виды юридической ответственности военнослужащих. |
Дата добавления: 2021-12-14; просмотров: 709;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы
- F63 Расстройства привычек и влечений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
