Конструкции червячных колес
Основные размеры венца червячного колеса (диаметры  ,
,  ,
,  ,
,  , ширина венца
, ширина венца  ) определены при проектировании.
) определены при проектировании.
|
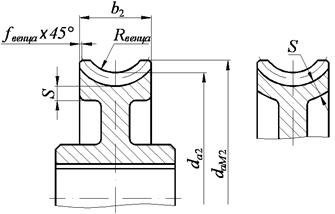
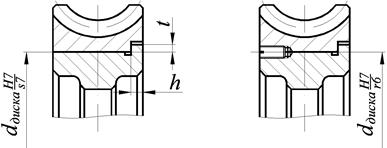
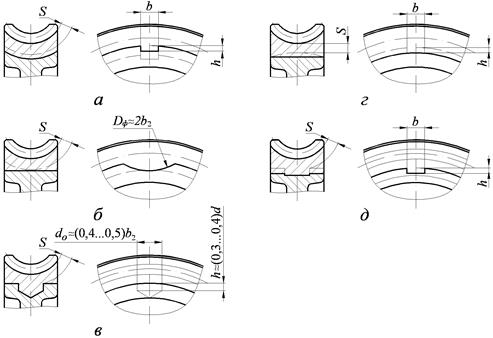
| Рис. 3.3 Размеры венца червячного колеса |
Радиус выемки поверхности вершин зубьев колеса  (рис. 3.3) определяется по диаметру червяка:
(рис. 3.3) определяется по диаметру червяка:
 ,
,
где  – делительный диаметр червяка.
– делительный диаметр червяка.
m – модуль передачи.
На торцах червячного колеса выполняют фаски  с округлением до стандартного значения (стандартный размерный ряд фасок дан в табл. 3.1).
с округлением до стандартного значения (стандартный размерный ряд фасок дан в табл. 3.1).
Червячные колеса небольшого диаметра (до 100-120 мм) выполняют цельными. Толщину обода в этом случае можно принять:
 .
.
Размеры диска и ступицы принимают как у сборных колес.
Более крупные колеса изготавливают сборными для экономии дорогостоящих бронз. Диск колеса выполняют из более дешевых чугунов или сталей, зубчатый венец – из бронзы.
Нарезание зубьев червячного колеса выполняют после сборки.
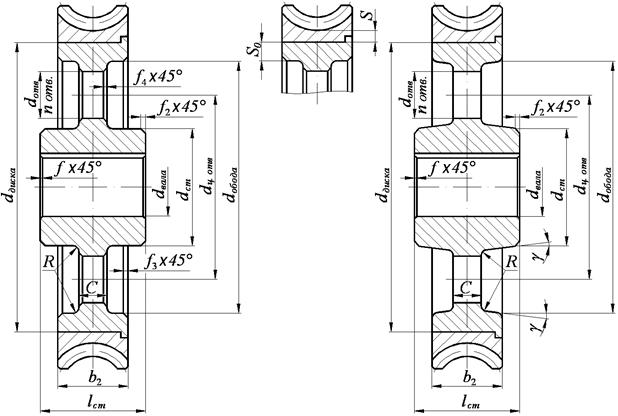
Конструкция диска зависит от объема выпуска. При мелкосерийном производстве заготовки дисков получают из проката или поковок с последующей токарной обработкой (рис. 3.4а). При серийном производстве (годовой объем выпуска свыше 100 шт.) предпочтительнее изготовление штампованных или литых дисков (рис. 3.4б).
| ||||
| а | б | |||
| Рис. 3.4 Конструкция диска сборного червячного колеса |
Для облегчения выемки заготовки из штампа или литейной формы необходимо на ободе и ступице предусмотреть уклоны  и радиусы закругления
и радиусы закругления  мм. Для кованных и точеных дисков радиусы закругления принимают
мм. Для кованных и точеных дисков радиусы закругления принимают  мм.
мм.
Толщина червячного венца S: .
Толщина обода  :
:  .
.
Отсюда наружный диаметр диска:  .
.
Внутренний диаметр обода:  .
.
Толщина диска  , но не менее
, но не менее  .
.
Диаметр ступицы наружный  :
:
 – для стальной ступицы при шпоночном соединении и посадке с натягом;
– для стальной ступицы при шпоночном соединении и посадке с натягом;
 – для стальной ступицы при шлицевом соединении;
– для стальной ступицы при шлицевом соединении;
 – для ступицы из чугуна.
– для ступицы из чугуна.
Примечание: Диаметр вала  определяется после расчета валов.
определяется после расчета валов.
Длина ступицы  :
:
 – меньшие значения при посадке на вал с натягом, большие – при переходной посадке;
– меньшие значения при посадке на вал с натягом, большие – при переходной посадке;
 – оптимальное значение;
– оптимальное значение;
Окончательно принимается после расчета соединения вал–ступица.
Редукторные червячные колеса чаще всего имеют симметрично расположенную ступицу.
Червячные колеса весом более 20 кг должны иметь 4…6 отверстий на диске для обеспечения строповки. Диаметр отверстий  принимается конструктивно.
принимается конструктивно.
Острые кромки на торцах ступицы притупляют фасками  , размеры которых принимают по таблице 3.1.
, размеры которых принимают по таблице 3.1.
Таблица 3.1
Рекомендуемые размеры фасок 
|
| 20…30 | 30…40 | 40…50 | 50…80 | 80…120 | 120…150 | 150…250 | 250…500 |
|
| 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
Такие же по величине фаски можно применить и для притупления внутренней кромки обода.
Соединение венца с диском должно обеспечивать передачу большого крутящего момента и сравнительно небольшой осевой силы. Конструкция венца и способ соединения с диском зависит от объема выпуска.
При единичном и мелкосерийном производстве и небольших размерах колес (  300 мм) венцы насаживают на диск с натягом (рис. 3.5).
300 мм) венцы насаживают на диск с натягом (рис. 3.5).
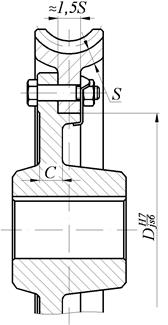
Толщина обода: .
При постоянном направлении вращения червячного колеса на наружной поверхности диска предусматривают буртик (рис. 3.5а), который воспринимает осевую силу. Размеры буртика можно принять:  ;
;  . Колесо реверсивной передачи можно выполнить без буртика.
. Колесо реверсивной передачи можно выполнить без буртика.
| |||
| а | б | ||
| Рис. 3.5 Крепление червячного венца с натягом |
При относительно небольших натягах (или принятии натяга без расчета), для гарантии непроворачиваемости, в стык червячного венца и диска устанавливают винты (рис. 3.5б) в качестве цилиндрической шпонки (обычно по 3…4 штуки по окружности).
При больших размерах колес (  300 мм) венец можно прикрепить к диску с помощью призонных болтов (под развертку) (рис. 3.6) или заклепок. В этом случае венец предварительно центрируют по диаметру D, сопряжение выполняют по переходной посадке.
300 мм) венец можно прикрепить к диску с помощью призонных болтов (под развертку) (рис. 3.6) или заклепок. В этом случае венец предварительно центрируют по диаметру D, сопряжение выполняют по переходной посадке.
Толщина обода: .
|
| Рис. 3.6 Крепление червячного венца с помощью болтов |
В данной конструкции необходимо предусмотреть надежное стопорение гайки от самоотвинчивания, для этого пружинные шайбы применять не рекомендуется.
При серийном производстве экономически выгоднее изготавливать колеса с венцами, получаемыми отливкой. Чугунный или стальной диск нагретый до 700…800ºС закладывают в металлическую форму, подогревают ее до 150…200ºС и заливают расплавленной бронзой. При остывании между диском и венцом возникает натяг, вызываемый усадкой затвердевающего жидкого металла венца.
Толщину венца при отливке принимают  .
.
Диски изготавливают точением, штамповкой или литьем в кокиль. Наружные поверхности литых дисков механически не обрабатывают. Их обезжиривают и очищают от оксидных пленок с помощью химической обработки. На ободе диска предусматривают 6…8 углублений, после отливки на венце образуются выступы, которые воспринимают как окружную, так и осевую силы.
Вогнутую наружную поверхность диска (рис. 3.7а,б) получают точением. Поперечные пазы получают радиальной подачей фрезы: дисковой (рис. 3.7а) – перпендикулярно оси вращения колеса или цилиндрической (рис. 3.7б) – параллельно оси вращения. Размеры пазов:  ;
;  .
.
Углубления на ободе диска можно высверливать (рис. 3.7в).
На рис. 3.7г,д показаны диски с пазами, получаемые при литье диска в кокиль.
|
| Рис. 3.7 Конструкция червячных венцов, получаемых отливкой |
Дата добавления: 2018-05-10; просмотров: 2864;
Поиск по сайту
Узнать еще
- Yandex_direct_print() Подоблицовочные конструкции для вентилируемых фасадов
- АВТОМОБИЛЬ И СОВРЕМЕННОЕ ОБЩЕСТВО. ТРЕБОВАНИЯ К КОНСТРУКЦИИ. ЗАКОНОДАТЕЛЬНЫЕ ОГРАНИЧЕНИЯ
- Архитектура и основные элементы реконструкции сложившейся застройки
- Балки и балочные конструкции
- Балки и балочные конструкции
- Бассейн конструкции Аралрыбвода.
- Бассейн с круговым током воды конструкции ВНИРО.
- Береговое осадочное хозяйство конструкции Б.Н. Казанского.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
