Подготовка монтажных баз
Качество монтажа судового механического оборудования и его трудоемкость в значительной мере определяются правильным выбором монтажных баз и способами их подготовки.
При монтаже судового механического оборудования рассматривают две координатные системы: неподвижную и подвижную. Первая непосредственно связана с корпусными конструкциями и включает в себя диаметральную (ДП) и основную (ОП) плоскости судна (см. рис.1). Во вторую входят поверхности, принадлежащие монтируемому механизму. Таким образом, задачей базирования судового механического оборудования является совмещение подвижной координатной системы с неподвижной.
Монтажной базой называется совокупность поверхностей, линий и точек, определяющих положение механизма на судне. Различают общую и местную монтажные базы. Общая монтажная база - совокупность поверхностей, линий и точек, относящихся к корпусным конструкциям: ДП, ОП, опорная поверхность фундамента, теоретические линии судна, центровые риски фундамента, плазовые точки на переборках.
Местная монтажная база - совокупность поверхностей, линий и точек, относящихся к устанавливаемому механизму: опорная поверхность механизма, его центровые риски, определяющие оси валов и т. д.
Подготовка монтажной базы включает в себя следующие операции: проверку положения фундамента на основе технических требований отраслевой нормали на установку механизма; контроль конструкции фундамента; обработку опорной поверхности фундамента; ее консервацию и закрытие предохранительными щитами, если установка механизма по каким-либо причинам откладывается; снятие щитов и расконсервация поверхности при продолжении работ по монтажу.
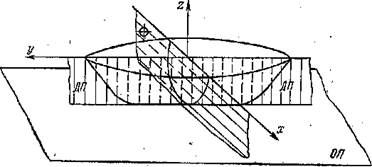
Рис. 1. Основные плоскости судна
Трудоемкость подготовки монтажной базы в значительной мере зависит от типа компенсирующего звена и способа монтажа. Больший экономический эффект дает применение агрегатного метода монтажа оборудования, при котором большой объем работ переносится со строящегося судна в цех и отпадает необходимость применения переносных станков и последующей слесарной обработки поверхности. Когда этот метод применить невозможно, обработку фундамента механизируют, используя переносные фрезерные станки различных типов, пневматические шлифовальные машинки, механические шаберы.
Корпус судна в процессе постройки не остается статичным и основная линия его постоянно претерпевает изменения, которые происходят от перераспределения внутренних напряжений, связанных со сборочно-сварочными и погрузочными работами. В связи с тем, что процесс монтажа главных механизмов и движительной установки довольно продолжителен, до начала работ должны быть выполнены следующие условия:
- в районе МКО, по верхнюю палубу включительно, должны быть закончены сборочно-сварочные работы;
- бортовые и днищевые цистерны в районе МКО испытаны и сданы ОТК и заказчику;
- в МКО, независимо от сроков монтажа, должны быть погружены и установлены максимально близко к штатным местам все тяжеловесные и громоздкие механизмы и конструкции;
- до начала монтажа и ежедневно в процессе его необходимо контролировать положение корпуса на построечном месте;
- внутри фундамента должны быть уложены участки трубопроводов;
- кабель в МКО должен быть затянут и закреплен;
- нерабочие поверхности фундамента должны быть, очищены и окрашены согласно окрасочной ведомости.
Дата добавления: 2017-11-21; просмотров: 4787;
Поиск по сайту
Узнать еще
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- Unknown — базовый интерфейс COM
- V. Подготовка личного состава службы
- VI. Подготовка кадров службы торговли и питания ГО района
- А и Б – базы механической обработки
- А) Типы и конструктивные особенности баз.
- А. Модели экономического прогноза на базе производственных функций.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
