Универсальные генераторы
Очень часто на предприятиях и монтажных площадках используется как ручная дуговая, так и механизированная сварка в среде защитных газов плавящимся электродом. Поэтому требуются универсальные источники питания дуги, обеспечивающие как падающие, так и жесткие внешние характеристики. Для этой цели заработана конструкция универсального сварочного генератора с одной обмоткой возбуждения, который входит в состав преобразователя ПСУ-300. Он состоит из генератора Г приводного двигателя Д и устройства управления (рис. 5.14).
В состав устройства управления входят следующие основные узлы. Пакетный переключатель ПК для пуска и остановки приводного двигателя. Переключатель вида сварки П, имеющий два наложения: А – автоматизированная сварка, Р – ручная сварка. Понижающий трансформатор-стабилизатор Тр для питания схемы возбуждения генератора. Его первичная обмотка подключена к напряжению 220 В от одной фазы и нулевой точки обмотки статора двигателя. Он выполнен по схеме феррорезонансного стабилизатора с включением конденсатора С. Выпрямитель В1 во вторичной цепи трансформатора-стабилизатора питает обмотку возбуждения генератора, включенную в цепь транзистора Т2. Выпрямитель В2, задающий смещение первого и второго каскадов усилителя.
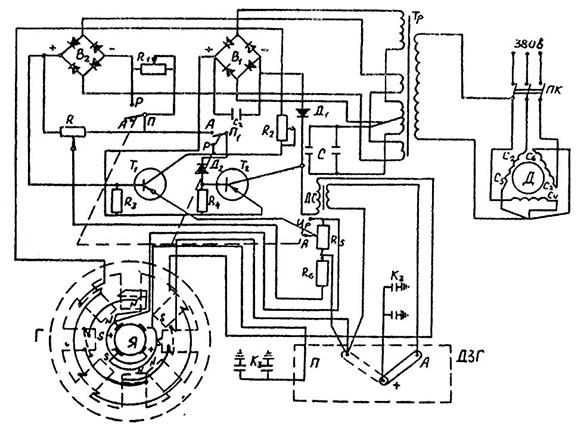
Рис. 5.14. Принципиальная электрическая схема универсального сварочного
преобразователя
Два транзистора Т1 и Т2, работающие в двухкаскадной усилительной схеме с общим эмиттером, питают обмотку возбуждения генератора. Реостат R, включенный в базовую цепь транзисторов T1 и Т2, регулирует величину задающего напряжения, а соответственно и величину сварочного тока при ручной сварке или напряжения при автоматической сварке. Сопротивление R1, включенное последовательно с выпрямителем задающего напряжения В2, обеспечивает плавное регулирование напряжения при автоматической сварке (переключатель П в положений А). Нагрузочное сопротивление R2 подключено последовательно коллекторно-эмиттерному переходу транзистора Т1 к питающему выпрямителю В1. Оно определяет момент запирания транзистора Т2, т.е. крутизну падающих характеристик (переключатель П в положении Р) и величину установившегося тока короткого замыкания генератора. Входные сопротивления R3 и R4 защищают базовые цепи транзисторов Т1 и Т2. Сопротивления R5 и R6, определяют величину входного сигнала (жесткой обратной связи по току генератора), при ручной дуговой сварке (переключатель П в положении Р) и при автоматической сварке (переключатель П в положении А). Вентиль Д1 защищает транзистор Т2 от перенапряжений, наводимых в цепи обмотки возбуждения при сварке. Вентиль Д2 защищает базовую цепь транзистора Т2. Дроссель-стабилизатор ДС обеспечивает получение требуемых динамических свойств сварочного генератора. Конденсаторы К3 обеспечивают защиту от радиопомех.
При ручной дуговой сварке переключатель П ставится в положение Р. При этом на холостом ходу генератора на базу транзистора Т1 подается запирающее напряжение, и он закрыт, а транзистор Т2 соответственно открыт, и в его коллекторно-эмиттерной цепи и в обмотке возбуждения генератора протекает ток, величина которого определяет величину напряжения холостого хода.
После возбуждения дуги в обмотке дополнительных полюсов и в первичной обмотке дросселя-стабилизатора возникает падение напряжения (сигнала), пропорциональное току дуги. Это напряжение подается в схему управления навстречу задающему напряжению, снимаемому с реостата R. С увеличением сварочного тока напряжение сигнала увеличивается, соответственно увеличивается ток базы транзистора Т1, и он открывается. Одновременно напряжение коллекторно-эмиттерного перехода уменьшается, что вызывает уменьшение тока базы транзистора Т2, и он постепенно закрывается. В результате ток возбуждения и напряжение на зажимах генератора уменьшаются, и внешние характеристики будут падающие. Для более надежного закрытия транзистора Т2 и ограничения величины тока короткого замыкания в цепь его базы включен диод Д2, сопротивление которого с уменьшением напряжения возрастает.
При изменении сопротивления реостата-регулятора R меняется величина задающего напряжения, соответственно меняются степень закрытия транзистора T1 и открытия транзистора Т2 и одновременно – величина тока возбуждения генератора и, следовательно, ток дуги.
Для ограничения пиков тока короткого замыкания и увеличения скорости нарастания напряжения при обрыве дуги применен дроссель-стабилизатор ДС.
При автоматической сварке переключатель П ставится в положение А. В этом случае величина тока возбуждения генератора и напряжение холостого хода так же, как и при ручной сварке зависят от напряжения и тока базовой цепи транзистора Т2. Однако теперь это напряжение подается непосредственно с реостата R, минуя транзистор Т1. После возбуждения дуги напряжение сигнала, снимаемое, с дополнительных полюсов, складывается с задающим напряжением. По мере возрастания сварочного тока транзистор Т2 открывается, ток возбуждения и напряжение возрастают, т.е. генератор дает жесткие характеристики. Изменяя сопротивление регулятора R, изменяют задающее напряжение на входе и степень открытия транзистора Т2, регулируя таким образом напряжение холостого хода. Для уменьшения скорости нарастания тока короткого замыкания при сварке плавящимся электродом в среде защитных газов на токах более 160 А в сварочную цепь последовательно включается дроссель-стабилизатор ДС.
Кроме рассмотренного выше преобразователя ПСУ-300, промышленность выпускает преобразователь ПСУ-500-2, который состоит из однопостового генератора ГСУ-500-2 и приводного трехфазного асинхронного двигателя АВ-52-2. За базу для создания генератора ГСУ-500-2 принят генератор ГСО-500 и их конструкции идентичны.
Кроме сварочных преобразователей промышленность выпускает универсальные сварочные генераторы ГД-304, ГД-502 и ГСУМ-400.
Дата добавления: 2017-11-21; просмотров: 3259;
Поиск по сайту
Узнать еще
- III. ГЕНЕРАТОРЫ ЛИНЕЙНО ИЗМЕНЯЮЩЕГОСЯ НАПРЯЖЕНИЯ
- RC-генераторы гармонических колебаний
- Автогенераторы гармонических колебаний
- Автомобильные вентильные генераторы
- Автомобильные генераторы – методика поиска основных
- Ацетиленовые генераторы
- Безтопливные электрогенераторы и
- Вентильные генераторы индукторного типа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
