Время обработки на последующей операции меньше, чем на предыдущей
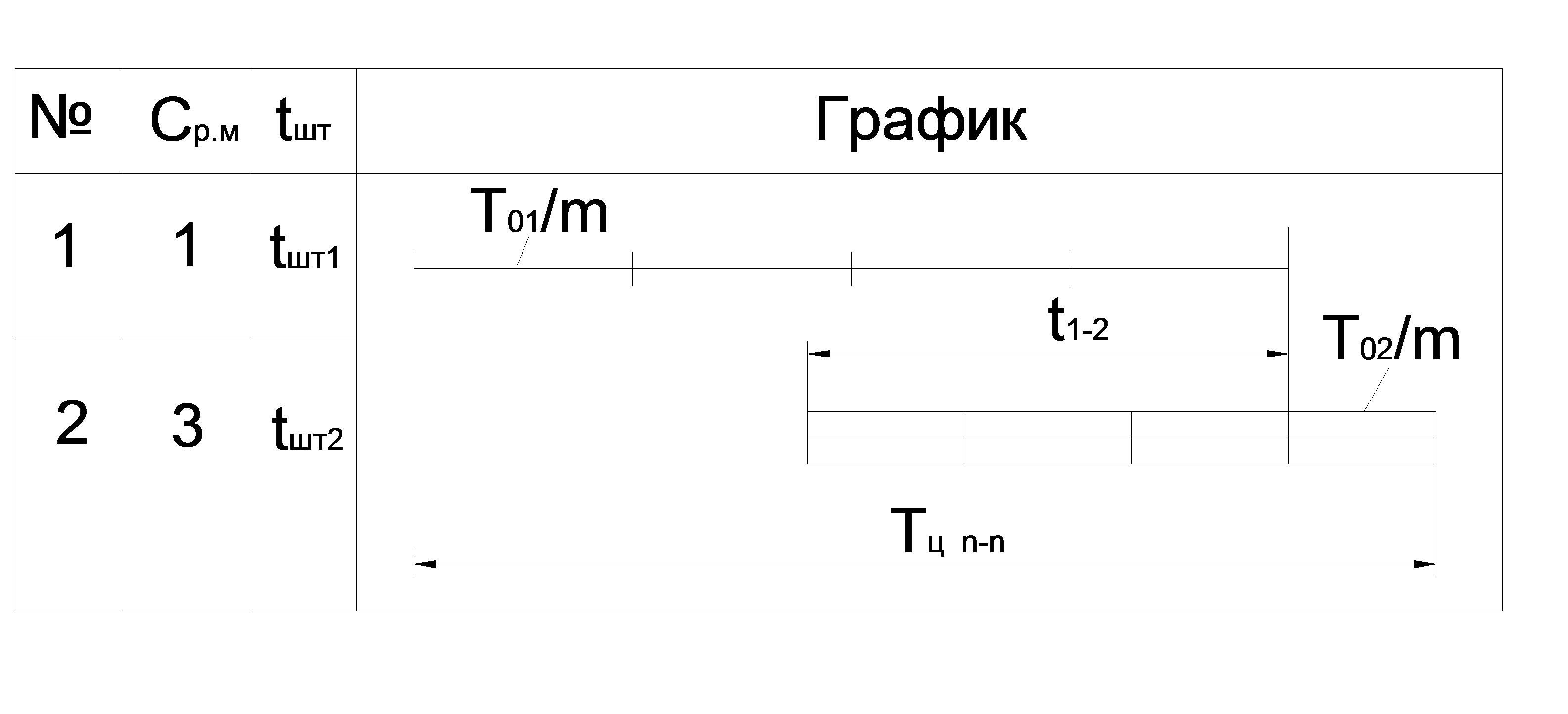
Рисунок 5 Параллельно-последовательное движение партий деталей
Время обработки на последующей операции меньше, чем на предыдущей
В этом случае нельзя передавать транспортную партию сразу же после ее обработки на предыдущей операции, поскольку будет иметь место простой на последующем рабочем месте. Для избежания простоя следует накопить необходимый запас деталей.
Величину запаса и время, когда можно начинать передачу первой транспортной партии на последующую операцию, находят так: от конца времени обработки всех деталей на предыдущей операции опускают перпендикуляр, вправо от перпендикуляра откладывают время обработки одной последней транспортной партии, а влево от перпендикуляра – время обработки остальных транспортных партий.
Таким образом, выполняется условие, что последняя транспортная партия обрабатывается на последующей операции без всякого ожидания (последовательно), а все предыдущие должны быть непрерывно обработаны к моменту начала обработки последней.
Пример 3
Определить операционный цикл партии, состоящей из 30 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице.Параллельно-последовательное движение партий деталей
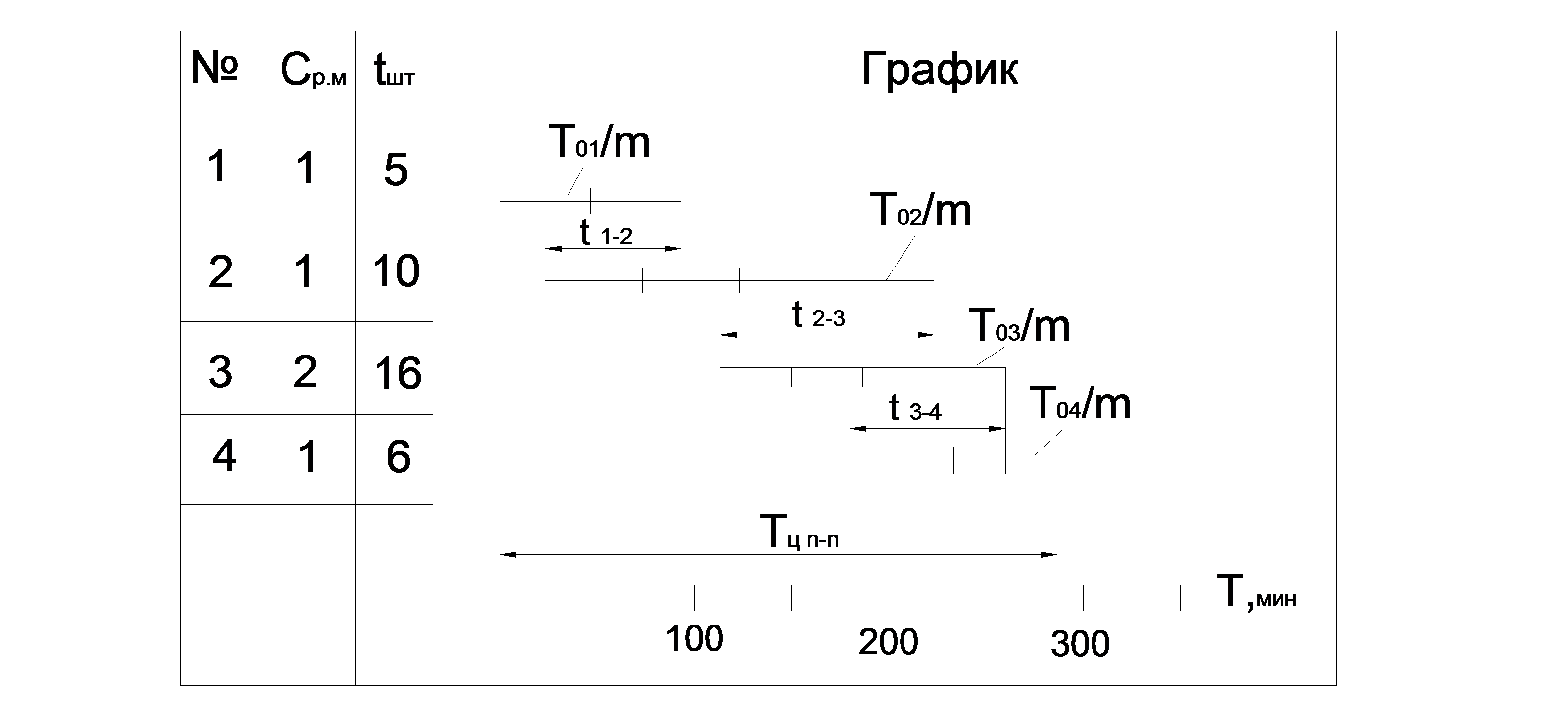
Рисунок 6 Параллельно-последовательное движение партий деталей

| (62) |
 мин.
мин.
где  - время на выполнение наиболее короткой операции (из каждой пары двух смежных операций).
- время на выполнение наиболее короткой операции (из каждой пары двух смежных операций).
Дата добавления: 2021-10-28; просмотров: 532;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Акушерские кровотечения, возникшие во время родов.
- III. Репрезентативный интеллект и формальные операции
- Norton Commander. Основные операции
- А на чем еще он может быть основан?
- Абсолютное время, млн лет
- Автоматизированная разработка программного обеспечения процессов обработки изделий
- Агрофизические основы обработки почвы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
