Тема 1.3. Автоматизация процессов сборки
Сборка представляет собой технологический процесс соединения деталей машин в сборочные единицы и машину в целом.
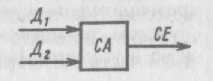 Рис. 1.3. Структурная схема автоматической сборки методом ПВ
Рис. 1.3. Структурная схема автоматической сборки методом ПВ
|
Структурная схема автоматической сборки методом ПВ показана на рис. 1.3. Сборочный автомат (СА),осуществляющий сборку двух деталей Д1 и Д2,которые поступают на его вход, обеспечивает получение сборочной единицы (СЕ). Гарантированное обеспечение требуемого размера замыкающего звена при полной взаимозаменяемости позволяет отказаться от контроля замыкающего звена, получающегося в результате сборки. При ПВ достаточно контролировать размеры деталей, подаваемых на сборку.
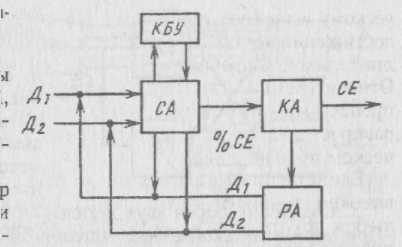 Рис. 1.4. Структурная схема автоматической сборки методом НВ
Рис. 1.4. Структурная схема автоматической сборки методом НВ
|
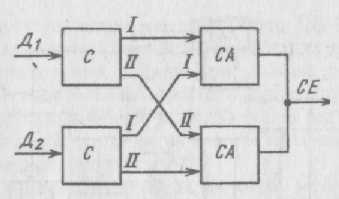 Рис. 1.5. Структурная схема автоматической сборки двух деталей методом ГВ
Рис. 1.5. Структурная схема автоматической сборки двух деталей методом ГВ
|
Достижение требуемой точности замыкающего звена регулированием размера в автоматической сборке может осуществляться с использованием подвижного или неподвижного компенсатора. При регулировании необходимо получать информацию в процессе сборки и организовать обратную связь.
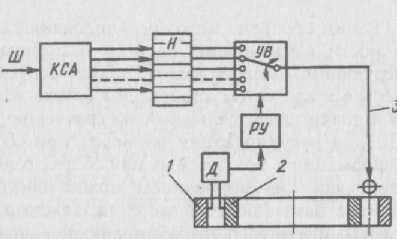 Рис. 1.6. Схема автоматической сборки шарикоподшипников
Рис. 1.6. Схема автоматической сборки шарикоподшипников
|
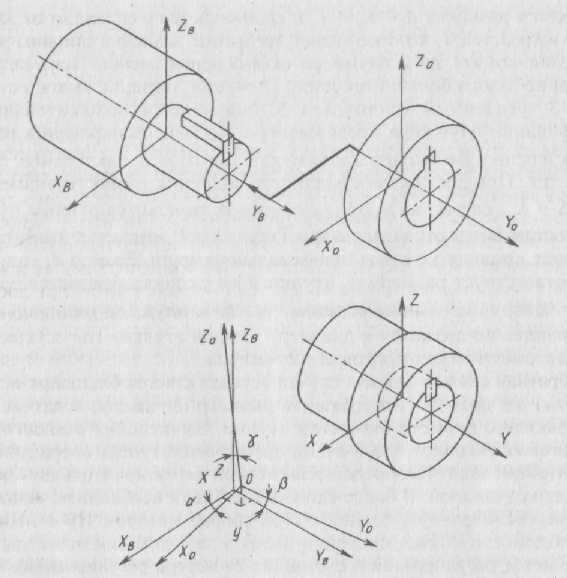 Рис. 1.7. Схема совмещения основной и вспомогательной координатных систем соединяемых деталей при сборке
Рис. 1.7. Схема совмещения основной и вспомогательной координатных систем соединяемых деталей при сборке
|
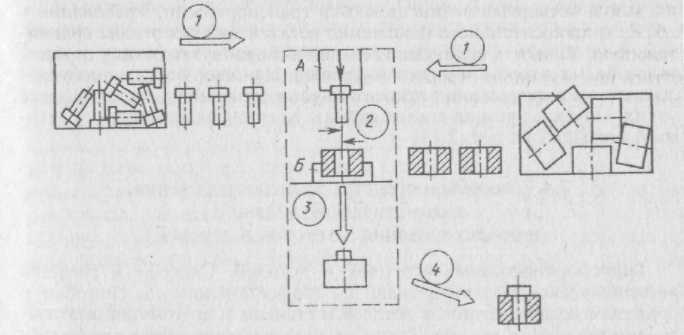 Рис. 1.8. Этапы сборки
Рис. 1.8. Этапы сборки
|
Этапы сборки иллюстрирует рис. 1.8 на примере автоматической сборки валиков и втулок. Валики и втулки подаются (1) к рабочим органам А и Б сборочного автомата в предварительно ориентированном виде так, что оси валиков и втулок располагаются вертикально. Без предварительной ориентации валики и втулки не могут быть автоматически захвачены рабочими органами сборочного автомата. Далее, для того чтобы было возможно установить валик в отверстие втулки перемещением захвата А вниз, необходимо обеспечить соосность валика и отверстия во втулке (2), иначе торец валика упрется в торец втулки, автомат может заклинить. Соосность деталей перед их соединением обеспечивается соосностью захватных устройств А и Б сборочного автомата. Если соосность валика и втулки в пределах установленного допуска обеспечена, то движением схвата А вниз валик вводится в отверстие во втулке (3) и осуществляется соединение двух деталей.
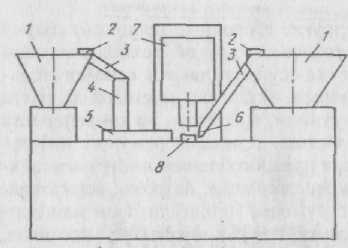 Рис. 1.9. Компоновка однопозиционного сборочного автомата:
1 – вибробункера для хранения и подачи собираемых деталей; 2 – ориентирующие устройства; 3 – лотки; 4 – магазин; 5 – питатель; 6 – отсекатель; 7 – силовая головка; 8 – выталкиватель
Рис. 1.9. Компоновка однопозиционного сборочного автомата:
1 – вибробункера для хранения и подачи собираемых деталей; 2 – ориентирующие устройства; 3 – лотки; 4 – магазин; 5 – питатель; 6 – отсекатель; 7 – силовая головка; 8 – выталкиватель
|
Вопросы для самопроверки по теме 1.3
1. Особенности автоматизированного процесса сборки.
2. Задачи и проблемы автоматического ориентирования изделий.
3. Основные методы достижения заданной точности при сборке.
4. Структура сборочного автомата и назначение его основных частей.
РАЗДЕЛ 2. КОМПЛЕКСНАЯ АВТОМАТИЗАЦИЯ
ПРОИЗВОДСТВЕННЫХ СИСТЕМ ОБРАБОТКИ
Более подробная информация по данному разделу содержится в [1, 3…5, 13].
В раздел 2 включены следующие темы:
2.1. Гибкие производственные системы.
2.2. Автоматизированные транспортно-складские системы.
2.3. Автоматизированная система инструментального обеспечения.
2.4. Система автоматизированного контроля ГПС.
2.5. Автоматизированная система удаления отходов.
После изучения теоретического материала раздела 2 необходимо выполнить тренировочный тест № 2. Ответы на тренировочный тест № 2 на с. 188. После выполнения тренировочного теста следует выполнить контрольный тест № 2. Задание на контрольный тест студент получает у преподавателя, либо на учебном сайте СЗТУ. По данному разделу предусмотрено проведение практического занятия № 1.
Максимальное количество баллов, которое студент может получить за этот раздел, составляет 15 баллов (5 за тестирование, 10 за практическую работу).
Дата добавления: 2021-09-25; просмотров: 727;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- I. Математические понятия
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- II. Формализация процесса формирования математических моделей
- III. Единство и взаимосвязь процессов воспитания и обучения.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
