ЗАДАЧИ ПО цветным металлам И СПЛАВАМ
№ 10. Многие изделия изготавливают из латуни вытяжкой из листа в холодном состоянии. Иногда в изделиях обнаруживаются трещи-
ны, возникающие без приложения внешних нагрузок (так называемое «сезонное растрескивание»). На рис. 1 показана деталь после глубокой вытяжки и после растрескивания при вылеживании.
 Рис. 1. Растрескивание латунной детали после глубокой вытяжки и вылеживания
Рис. 1. Растрескивание латунной детали после глубокой вытяжки и вылеживания
Объяснить сущность этого явления и указать способы его предубеждения.
Подобрать марку латуни, не подверженной сезонному растрескиванию. Кроме того, описать структуру, технологические свойства α и α + β'-латуней.
Решение задачи № 10
Латуни в зависимости от содержания цинка и структуры можно разделить на три класса:
1. α-латуни ....... До 39,5% Zn
2. α + β'-латуни ..... От 39,5 до 45,7% Zn
3. β'-латуни ....... От 45,7 до 51% Zn
Увеличение содержания цинка изменяет структуру и свойства латуни (рис. 2).
Увеличение содержания цинка до определенного предела повышает пластичность и прочность. Пластичность достигает максимальных значений при 30—32% Zn, а прочность — при 40%. При дальнейшем увеличении содержания цинка прочность и пластичность снижаются.
Это изменение свойств определяется свойствами соответствующих фаз, образующихся при введении цинка.
α-фаза представляет твердый раствор типа замещения, пластичность и прочность которой возрастают по мере увеличения содержания цинка.
β'-фаза — твердый раствор на базе электронного соединения с
центрированной кубической решеткой и упорядоченным расположением атомов. Эта фаза отличается повышенной хрупкостью и твердостью; поэтому образование β-фазы снижает вязкость и повышает твердость.
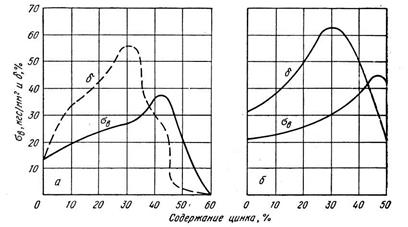
Рис. 2. Механические свойства латуни в зависимости от содержания цинка:
а - литая латунь; б — катаная и отожженная латунь
При нагреве выше 450° С β'-фаза превращается в неупорядоченный твердый раствор β, отличающийся большей пластичностью, чем β'-фаза. Из диаграммы состояния видно, что α + β'-латуни приобретают при таком нагреве однородную структуру β-твердого раствора, а следовательно, и большую пластичность.
Эти свойства фаз определяют технологический прогресс изготовления изделий из различных сортов латуни, а также их назначение.
Изделия из α-латуни изготавливают главным образом холодной или горячей деформацией; обработка резанием не дает достаточно чистой поверхности. Изделия из α + β'-латуни изготавливают горячей (прессование, штамповка) или холодной деформацией (но без вытяжки) или обработкой резанием.
В результате последующего отжига прочность сплава понижается, но пластичность возрастает (рис. 3).
Холодная деформация латуни создает в изделии остаточные напряжения. Они возникают и в результате местной холодной деформации (при изгибе деталей, чеканке, развальцовке и т. п.).
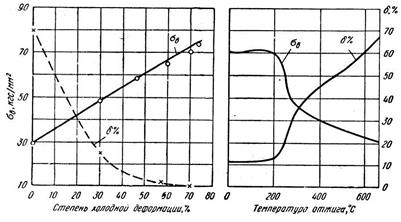
Рис. 3. Механические свойства латуни Л68 в зависимости:
а - от степени деформации; б - от температуры отжига
При вылеживании или эксплуатации в латунных изделиях иногда возникают трещины. «Сезонное растрескивание» наблюдается главные образом в латунях с содержанием более 20% Zn и отчетливо обнаруживается, например, в полых изделиях, прутках и т. д. Сезонное растрескивание усиливается в химически активных средах, особенно в парах аммиака, ртутных солях, ртути, мыльной воде и т. д. Образование трещин является результатом совместного действия остаточных напряжений, созданных холодной деформацией (наиболее опасны растягивающие напряжения), и химически активных сред.
Для предохранения от сезонного растрескивания нужен отпуск с нагревом до 200—300° С; это снимает большую часть остаточных напряжений и незначительно снижает прочность.
Но в условиях изготовления и монтажа конструкций с применением развальцовки, гибки и т. д. не всегда возможно избежать возникновения местных, даже незначительных деформаций, а, следовательно, и сезонного растрескивания. В таких случаях применяют более дорогие (и имеющие меньшую прочность), но не склонные к сезонному растрескиванию латуни Л96 и Л90. Латуни Л96 и Л90 обладают высокой теплопроводностью.
Латуни можно заменить алюминиевой бронзой, не склонной к сезонному растрескиванию и обладающей аналогичными значениями прочности и пластичности.
№ 11. Гребные винты морских пароходов имеют сложную форму и очень массивны, например масса винта современного крупного океанского теплохода достигает 30—50 т.
Наметить схему технологии изготовления винта, учитывая его форму. Исходя из этой схемы и условий работы винта в морской воде, подобрать состав сплава и указать его структуру и механические свойства.
№ 12. Некоторые детали арматуры турбин, котлов гидронасосов и т. п., работающие во влажной атмосфере и изготавливаемые массовыми партиями литьем, имеют сложную форму. В процессе литья должна быть обеспечена максимальная точность размеров.
Указать состав применяемого для этой цели цветного сплава, его структуру и механические свойства; привести способ литья, позволяющий создать требуемую высокую точность с минимальной последующей механической обработкой.
Привести химический состав стали для форм, применяемых для литья выбранного сплава, и указать режим термической обработки, а также структуру стали в готовом изделии.
№ 13. Многие детали приборов и оборудования, подверженные действию морской воды, изготавливают из цветного сплава путем холодной деформации в несколько операций.
Подобрать сплав, стойкий против действия морской воды, и привести его химический состав.
Указать режим промежуточной термической обработки выбранного сплава и привести его механические свойства после деформации и термической обработки. Сравнить состав стали, стойкой против действия морской воды;
привести режим ее термической обработки, механические свойства и структуру.
№ 14. Трубки в паросиловых установках должны быть стойки против коррозии.
Подобрать марку сплава на медной основе, пригодного для изготовления трубок и не содержащего дорогих элементов; привести состав выбранного сплава.
Указать способ изготовления трубок и сравнить механические свойства выбранного сплава, получаемые после окончательной обработки, с механическими свойствами стали, стойкой против коррозии в тех же средах.
ЛИТЕРАТУРА
1. Геллер Ю.А., Рахштадт А.Г. Материаловедение. – М.: Металлургия, 1975. - 447с., ил.
2. Геллер Ю. А. Инструментальные стали. М.: Металлургия, 1968. - 568 с., ил.
3. Гуляев А. П. Металловедение. М.: Металлургия, 1966.- 480 с., ил.
4. Лахтин Ю.М., Леонтьева В.П. Материаловедение. М.: Машиностроение, 1973. - 511 с., ил.
5. Материалы в машиностроении. Т. 1—5. М.: Машиностроение, 1969—1970.
6. Металловедение и термическая обработка. Справочник. Т. 1—2. М.: Металлургиздат, 1961—1962.
7. Полухин П.И., Горелик С.С., Воронцов В.К. Физические основы пластической деформации. – М.: Металлургия, 1982. – 584 с., ил.
8. Рахштадт А. Г. Пружинные стали и сплавы. М.: Металлургия, 1971. - 496 с., ил.
9. Справочник металлиста. Т.3. – М.: Машгиз, 1959.
10. Технология металлов и конструкционные материалы/ Под ред. Б.А. Кузьмина. - М.: Машиностроение, 1989. – 496 с., ил.
11. Технология конструкционных материалов/ Под ред. А.М. Дальского.- М.: Машиностроение, 1985. – 448с., ил.
12. Филинов С.А., Фиргер И.В. Справочник термиста. – Л.: Машиностроение, 1969. -320 с., ил.
13. Химушин Ф. Ф. Нержавеющие стали. Изд. 2-е. М.: Металлургия, 1967. - 798 с., ил.
14. Химушин Ф. Ф. Жаропрочные стали и сплавы. Изд. 2-е. М.: Металлургия, 1969. - 749 с., ил.
15. Хуго И. и др. Конструкционные пластмассы. Свойства и применение. – М.: Машиностроение, 1970. – 336 с., ил.
16. Шмыков А. А. Справочник термиста. Изд. 4-е. М.: Машиностроение, 1961.- 392 с., ил.
Дата добавления: 2017-09-01; просмотров: 2665;
Поиск по сайту
Узнать еще
- II. Основные задачи ГО
- II. Основные задачи службы торговли и питания
- NP-СЛОЖНЫЕ И ТРУДНОРЕШАЕМЫЕ ЗАДАЧИ
- NP-сложные и труднорешаемые задачи
- X. ситуационные задачи по 3 модулю
- Автоматизация технологического проектирования. Основные задачи и модели автоматизации технологического проектирования
- Автомобильной службы части (соединения) после получения задачи
- Алгоритм и этапы решения задачи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
