Возведение сборно-монолитных перекрытий в несъемной опалубке
Сборно-монолитные перекрытия с применением оставляемой опалубки являются наиболее эффективной технологией реконструктивных работ. Основным преимуществом таких систем является возможность получения высококачественных потолочных поверхностей.
На рис. 7.7 приведены организационно-технологические схемы возведения перекрытий с использованием железобетонной тонкостенной опалубки.
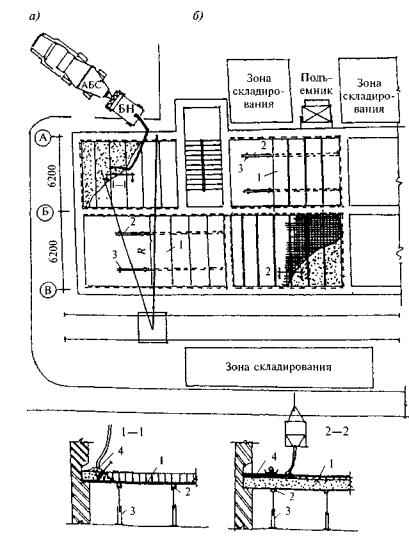
Рис. 7.7. Технология устройства сборно-монолитных перекрытий в несъемной опалубке из железобетонных плит с выпусками арматуры (а) и пенополистирольных плит (б)с последующим омоноличиванием
1 - несъемная опалубка; 2 - ригели; 3 - телескопические стойки; 4 -монолитный бетон
При толщине железобетонной несъемной опалубки 4-6 см масса монтажных элементов (ширина 1,2-2 м, длина - 5,8 м) составляет соответственно 0,72 и 1,2 т, что обеспечивает организацию монтажного процесса путем использования башенного крана грузоподъемностью до 3 т.
Технологический процесс возведения перекрытий включает: устройство штраб по периметру или продольным сторонам стен глубиной 0,5 кирпича и высотой 1 - 1,5 кирпича; устройство единого монтажного горизонта путем выравнивания опорной поверхности цементно-песчаным раствором; установку распределительных балок на телескопических стойках и непосредственно монтаж элементов несъемной опалубки.
Установку элементов несъемной опалубки производят при работе крана «на себя», в наиболее удаленном пролете. Свободные концы панелей заводятся в полость штраб, затем осуществляется более плотное примыкание внутренней кромки панели к ранее установленной. Учитывая достаточно высокую гибкость панели, ее горизонтальность обеспечивается установкой 2-3 направляющих деревянных ригелей на телескопических стойках, снабженных винтовыми домкратами. Это обеспечивает проектное положение и точное совмещение потолочных плоскостей. Панели крепятся между собой распределительными стержнями арматуры или временными устройствами. В местах контакта панелей устанавливается дополнительное сетчатое армирование в 2-3 местах по длине пролета.
По окончании монтажа панелей осуществляется контроль их геометрического положения. Отклонения по горизонтали не должны превышать 3-4 мм на пролет. Перепад высот смежных потолочных поверхностей ± 1 мм. Выполнение этих требований осуществляется путем выверки панелей в проектное положение с помощью винтовых домкратов, устанавливаемых на распределительных балках.
Омоноличивание конструкций перекрытия производится по нескольким технологическим схемам. Если принята крановая подача бетонной смеси, то ее укладка производится по окончании работ на захватке. В случае использования бетононасосного транспорта захваткой может служить один этаж, что позволяет максимально использовать технические возможности бетононасоса.
Укладка бетонной смеси производится по очищенному основанию панелей несъемной опалубки. Перед укладкой смеси должно быть проведено обязательное увлажнение поверхности. Для укладки смеси используются переходные мостики и временные настилы для расположения рабочих. Обязательным требованием является вибрационная проработка смеси с использованием глубинных или поверхностных вибраторов (виброреек). Карта бетонирования рассчитывается в каждом случае в зависимости от конкретных условий и особенностей планировочных решений. Подача смеси начинается с наиболее удаленной точки. Бетонирование производится на проектную толщину. При этом особое внимание уделяется получению горизонтальных поверхностей, для чего используют систему маяков и маячных досок. После набора прочности бетоном 1,5-2,0 МПа осуществляют затирку и шлифовку поверхности бетонного покрытия. До начала бетонирования производят работы по прокладке электропроводки, канализационных труб и др. элементов.
После набора прочности бетоном 30-40 % проектной осуществляется освобождение панелей от поддерживающих элементов.
Работы выполняет звено в составе 4 человек: монтажники 4-го разряда - 1, 3-го разряда - 1; бетонщики-арматурщики 4-го разряда - 1, 2-го разряда - 1. При подаче смеси бадьями в звено включается такелажник 2-го разряда - 1, а при подаче бетононасосным транспортом - машинист и оператор 5-го разряда.
Применение виброреек позволяет получать горизонтальные поверхности с достаточно высокой вибрационной проработкой смеси. Это обстоятельство способствует повышению адгезии укладываемого слоя с бетоном несъемной опалубки и арматуры.
Особый интерес представляет возможность использования монолитного слоя из пенобетона. Обладая значительной пористостью и достаточно высокой прочностью, он способен существенно повысить звукоизоляционные характеристики перекрытий.
Для указанных целей целесообразно использование пенобетона плотностью 900-1000 кг/м3 при прочности на сжатие 10-12 МПа. При использовании несъемной опалубки с более высокими физико-механическими характеристиками плотность пенобетона может быть понижена до 600-800 кг/м3, что заметно влияет на снижение виброакустических характеристик перекрытия. Подача пенобетона осуществляется трубопроводным транспортом при цикличном или непрерывном его приготовлении.
Отечественной промышленностью выпускаются прицепные мобильные установки производительностью 5-8 м3/ч. При средней толщине монолитного слоя 10-12 см часовая производительность установки позволяет забетонировать 50-60 м2 перекрытия.
Эффект бетонирования повышается при использовании пенобетона с температурой на выходе 30-40 °С. При этом цикл твердения существенно ускоряется. Через 10-12 ч выдерживания пенобетон набирает до 50 % прочности, что достаточно для дальнейшего ведения реконструктивных работ. Регулирование температуры пенобетона достигается за счет подогрева воды до 80-90 °С.
Дата добавления: 2021-09-07; просмотров: 682;
Поиск по сайту
Узнать еще
- В подъемно-переставной и объемно-переставной опалубке
- Визуальное обследование перекрытий каменных зданий
- ВОЗВЕДЕНИЕ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
- Возведение заглубленных объектов по струйной технологии
- Возведение заглубленных сооружений с ограждением котлованов
- Возведение земляного полотна в зимний период.
- Возведение земляного полотна в районах распространения вечномёрзлых грунтов
- Возведение земляного полотна на засоленных грунтах

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
