Соединения деталей с натягом (прессовые соединения)
Общие сведения
Натяг в соединении создают необходимой разностью посадочных размеров насаживаемых одна (втулка) на другую (вал) деталей. При этом диаметр вала несколько больше диаметра отверстия втулки. Взаимная неподвижность соединяемых деталей обеспечивается силами трения, возникающими на поверхности контакта деталей вследствие их упругого деформирования. Увеличению коэффициента трения (сцепления) способствует химико-термическая обработка поверхности вала или нанесение различных покрытий: оксидирование, цинкование, азотирование; покрытие абразивным микропорошком (карбид бора, карбид кремния).
Наибольшее распространение получили цилиндрические соединения, в которых одна деталь охватывает другую по цилиндрической поверхности, а требуемый натяг обеспечивают подбором соответствующей стандартной посадки. С натягом можно соединять детали и по другим поверхностям, например по конической, призматической и др.
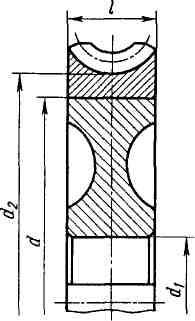
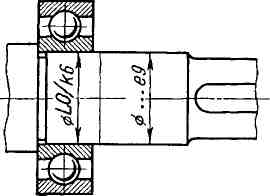
Соединения с натягом применяют для соединения с диском венцов зубчатых и червячных колес (рис. 11.1), для соединения с валом зубчатых и червячных колес, шкивов, звездочек, внутренних колец подшипников качения (рис. 11.2), роторов электродвигателей и т. д. Их используют при изготовлении составных коленчатых валов, звеньев приводных цепей для соединения железнодорожного колеса с осью, бандажом.
Соединения деталей с натягом относят к неразъемным соединениям условно, так как они допускают ограниченное число разборок и новых сборок.
Цилиндрические соединения по способу сборки разделяют на собираемые запрессовкой и температурным деформированием.
Запрессовку деталей производят на гидравлических, винтовых или рычажных прессах. Для предупреждения задиров и уменьшения сил запрессовки сопрягаемые поверхности смазывают маслом. Скорость запрессовки не более 5 мм/с.
Сборку температурным деформированием производят с предварительным нагревом охватывающей (втулки) или охлаждением охватываемой (вала) детали. Температура нагрева должна быть ниже температуры низкого отпуска, чтобы не происходило структурных изменений в металле. Для сталей допускаемая температура нагрева [t]=230...240°С, для бронз [t]=150...200 °С. Охватывающую деталь нагревают в масле (до 130 °С), в электрической или газовой печи
(до 240 °С). Охватываемую деталь охлаждают сухим льдом (-80 °С) или жидким воздухом (-190 °С). Применение жидкого воздуха требует соблюдения норм безопасности, при этом детали должны быть тщательно обезжирены.
Несущая способность соединений со сборкой температурным деформированием выше, чем собранных запрессовкой (~ в 2 раза).
Для сборки соединения применяют также гидропрессование, заключающееся в подводе к поверхности контакта через специальные сверления и кольцевую канавку масла под давлением.
В последнее время появились так называемые термомеханические соединения, в которых натяг создают применением конструкционных элементов с «памятью формы». Это свойство присуще, например, никель-титановому сплаву, обладающему обратимым мартенситным превращением. Деталь из сплава радиально деформируют (втулку — дорном, вал — фильерой) в мартенситном состоянии при низких температурах (-196 °С). После сборки соединения в процессе последующею нагрева до рабочей температуры деталь восстанавливает прежние (до деформирования) размеры, создавая на поверхности контакта давление до 200...400 Н/мм2.
| 
|
| Рис. 11.1. Червячное колесо с напрессованным зубчатым венцом | Рис. 11.2. Крепление внутреннего кольца подшипника на валу посадкой с натягом |
Достоинства соединений с натягом:
1. простота и технологичность конструкции, точное центрирование (базирование) соединяемых деталей;
2. высокая нагрузочная способность;
3. надежная работа при переменных, реверсивных и ударных нагрузках.
Недостатки соединений с натягом:
1. сложность сборки и особенно разборки при больших натягах;
2. разброс нагрузочной способности одинаковых соединений, обусловленный различием действительных размеров деталей в пределах их полей допусков и нестабильностью коэффициента трения;
3. высокая концентрация напряжений, что приводит к снижению усталостной прочности валов;
4. уменьшение натяга с течением времени от фреттинг-коррозии;
5. возможность повреждения посадочных поверхностей при разборке.
Дата добавления: 2021-09-07; просмотров: 540;
Поиск по сайту
Узнать еще
- II. Соединения позвонков
- IP как протокол без установления соединения
- IV. Конденсация фенолов с другими органическими соединениями
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Азотсодержащие органические соединения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
