Способы стопорения резьбовых соединений
Все крепежные резьбы удовлетворяют условию самоторможения
 , так как в резьбах этого типа угол
, так как в резьбах этого типа угол  подъема резьбы значительно меньше приведенного угла трения φ'. Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается и происходит самоотвинчивание гаек и винтов вследствие взаимных микросмещений поверхностей трения.
подъема резьбы значительно меньше приведенного угла трения φ'. Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается и происходит самоотвинчивание гаек и винтов вследствие взаимных микросмещений поверхностей трения.
Стопорение резьбовых деталей осуществляют различными способами, при которых используют:
1. Дополнительное трение в резьбе, создаваемое с помощью пружинных шайб (рис. 1.19, а), фрикционных вставок в винты или гайки (рис. 1.19, б, в)
и т. п.
Пружинные шайбы 1 (рис. 1.19, а) представляют собой один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями. Вследствие большой упругости они обеспечивают сохранение сил трения в резьбе. Острые края шайбы, врезаясь в торцы гайки и детали, дополнительно препятствуют самоотвинчиванию гайки. Пружинные шайбы изготовляют разными, для правой и левой резьб. Стопорение пружинными шайбами недостаточно надежно.
Самоконтрящимися являются гайки с завальцованным пластмассовым стопорным кольцом (рис. 1.19, в). Резьба в кольце образуется при навинчивании на винт.

б) в)
Рис. 1.19. Стопорение дополнительным трением в резьбе
2. Фиксирующие детали, т. е. шплинты (рис. 1.20, а), проволоку (рис. 1.20, б), стопорные шайбы с лапками, которые отгибают после завинчивания гаек или винтов (рис. 1.20, в). Подобные устройства широко применяют вследствие их высокой надежности, простоты конструкции, удобства сборки и разборки.
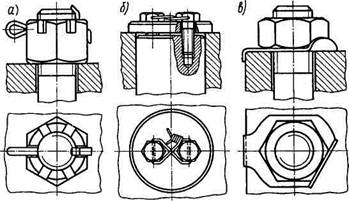
Рис. 1.20. Стопорение фиксирующими деталями
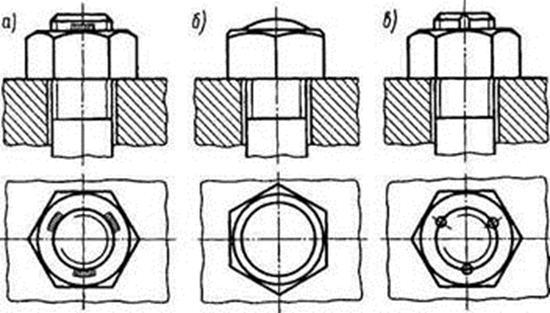
Рис. 1.21. Стопорение приваркой и пластическим деформированием
3. Приварка (рис. 1.21, а) или пластическое деформирование: расклепывание (рис. 1.21, б), кернение (рис. 1.21, в). Такие способы применяют, когда соединение не требует разборки.
4. Пласты, лаки, краски и клеи, которые наносят на резьбу перед завинчиванием.
Дата добавления: 2021-09-07; просмотров: 764;
Поиск по сайту
Узнать еще
- II. Бесполые способы размножения.
- II. Реакции диазосоединений без выделения азота
- III. Способы формирования фонда капитального ремонта
- А) Способы изображения пространственного строения энантиомеров
- Административно - правовой и гражданско-правовой способы
- Алгоритмы трассировки проводных соединений
- АНАЛИТИЧЕСКИЕ ГРАММАТИЧЕСКИЕ СПОСОБЫ
- Анизотропные способы бессеребряной фотографии

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
