ТЕХНОЛОГИЧЕСКАЯ СХЕМА РАЗДЕЛЕНИЯ ТРУДА
Для процессов, рассчитанных на условное изделие с выделением усложняющих элементов, технологическую схему составляют в два этапа. На первом этапе технологическую схему составляют по форме 6.1.
В технологическую схему кроме операций по обработке изделий включают установочные операции по контролю наиболее ответственных узлов одежды, операции запуска и работы, выполняемые бригадиром.
Организационные операции нумеруют по порядку их выполнения, при этом сначала выделяют операции, скомплектованные из технологически неделимых операций изготовления изделия Исходной (минимальной) сложности, а затем операции, скомплектованные из технологически неделимых операций выполнения усложняющих элементов, которым присваивается тот же номер, но с индексом «У», или номера присваивают, начиная с числа, соответствующего порядковому номеру за последней организационной операцией по изделию исходной (минимальной) сложности.

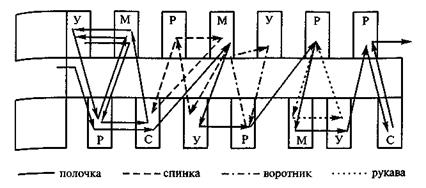
Рис. 6.1. Движение деталей в технологическом процессе
Если повторяемость усложняющих элементов в изделии составляет 70...80%, то его относят к изделиям исходной (минимальной) сложности.
На втором этапе составляют краткую схему разделения труда с расчетом нормы выработки и расценки (форма 6.2).
Расценка организационной операции состоит из средневзвешенной расценки операций изготовления изделия исходной (минимальной) сложности и полной расценки операций выполнения усложняющих элементов, учитываемой только при наличии этих элементов в заказанном изделии.
Анализ комплектования операций выполняют расчетным и графическим методами так же, как и при расчете потоков (см. главу 5).
Расчетным путем определяют коэффициент согласования. Коэффициент согласования определяется по формуле
где Т — затраты времени на изготовление изделия, мин; k — фактическое число рабочих; т — такт потока, мин.
Графическим путем показывают загруженность операций потока и движение деталей. Загруженность операций потока определяют с помощью графика синхронности операций (синхронного графика).
Вместо синхронного графика можно построить диаграмму синхронности выполнения операций процесса, в которой наряду с загруженностью операций процесса относительно такта будет видно ее содержание по специализации работ.
По технологической схеме составляют сводку рабочей силы, оборудования и рабочих мест процесса.
РАСЧЕТ ПЛОЩАДЕЙ
Площади раскройного участка, швейного цеха и участка окончательной влажно-тепловой обработки рассчитывают, исходя из числа рабочих в смену, работающих в этом цехе и на этом участке, и санитарной нормы площади на одного рабочего: 12 м2 для раскройного участка, 7м2 для швейного цеха, 9 м2 для участка окончательной влажно-тепловой обработки.
Площадь приемного салона определяют, исходя из площади занятой оборудованием, а также предусмотренной для заказчиков и работающих. Одним из элементов оборудования салона являются примерочные кабины, число которых зависит от пропускной способности салона проектируемого предприятия. Пример ее расчета дан в табл. 6.12.
Число кабин определяют, исходя из того, что одной кабиной в час могут воспользоваться четыре заказчика при условии их неодновременного прихода.
Число кабин равно числу заказчиков в час, пользующихся кабинами, умноженному на коэффициент неравномерности прихода заказчиков (К= 1,5), т.е. 17,9- 1,5/4 = 6,7, т.е. 7.
Число кабин можно определить по числу закройщиков, одновременно работающих в салоне. При этом учитывается, что закройщики работают в салоне по графику (один день на раскрое, один день в салоне на приеме заказов). Например, при расчете число закройщиков получилось равным 12. В салоне могут одновременно
Таблица 6.12
Дата добавления: 2017-04-05; просмотров: 4683;
Поиск по сайту
Узнать еще
- A Схема затяжки болтов ГБЦ; болты 5 и 7 длиннее остальных и устанавливаются в свои места
- II. Электрическая схема и принцип действия.
- III. Схема замещения и векторная диаграмма асинхронного двигателя
- Pис. 2.23. Схема межсистемных венозных анастомозов (схема).
- V. Упрощенная схема замещения трансформатора и внешняя характеристика.
- А – схема структурная; б – схема эквивалентная
- А) распределение ЗС ГО между подразделениями предприятия и их привязка к незаваливаемым оринетирам.
- Аграрное производство как особая сфера приложения труда и капитала

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
