Конструктивно-технологические характеристики сварных соединений
При изготовлении сварных конструкций выполняют сварные соединения различных видов (рис. 5.1).
Стыковое соединение - это сварное соединение двух элементов, расположенных на одной поверхности или в одной плоскости (рис. 5.1, а). Соединение встык является наиболее распространенным типом соединения. Такие соединение имеет высокую прочность при статических и динамических нагрузках и могут быть выполнены практически всеми видами сварки плавлением. Рациональная область его применения - соединение листового металла, а также уголковых профилей, швеллеров и двутавровых балок.
Угловое соединение - это сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев (рис.5.1, б). Угловые соединения обычно являются связующими и не предназначены для передачи расчетных нагрузок.
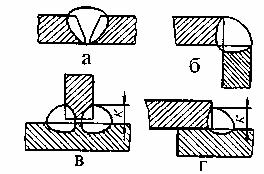
Рис.5.1 Типы сварных соединений
Тавровое соединение - это сварное соединение, в котором к боковой поверхности одного элемента примыкает под прямым углом и приварен торцом другой элемент (рис. 5.1, в). Соединение в тавр применяют, например, при производстве балок, стоек, колонн, каркасов зданий и других пространственных конструкций. Тавровые соединения могут быть без подготовки кромок и с подготовкой кромок (т.е. с разделкой или, иначе, с притуплением кромок). В соединениях без подготовки кромок возможен непровар корня шва. Поэтому такие соединения плохо работают при переменных и ударных нагрузках. Односторонний и двусторонний скосы кромок обеспечивают полный провар соединяемых элементов. Эти соединения имеют хорошую прочность при любых нагрузках. Тавровые соединения могут быть выполнены практически всеми видами сварки плавлением.
Нахлесточное соединение – это соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга (рис. 5.1, г). Соединение внахлестку применяют при сварке листовых конструкций, разного рода обшивок, строительных и крановых ферм и т.д. Такие соединения менее прочны по сравнению со стыковыми при переменных и ударных нагрузках, не экономичны, так как наличие перекрытия приводит к перерасходу основного металла. Соединения внахлестку не рациональны при толщине металла свыше 20 мм. Достоинством нахлесточных соединений является сравнительно простая подготовка и сборка под сварку.
При соединении деталей большой толщины перед сваркой производится механическая обработка их кромок – т.н. разделка (иначе, притупление, или снятие фасок) - для того, чтобы обеспечить проплавление металла на всю толщину. С этой же целью сварка деталей выполняется с определенными зазорами, величина которых выбирается с учетом толщины деталей. К конструктивным элементам, подготовленных и собранных под сварку деталей, например, стыкового соединения, относятся (рис.5.2, а): притупление кромок (с), зазор (b) и угол скоса кромок (β) (значения этих параметров заданы в нормативных документах).
К конструктивным элементам сварного шва стыкового соединения (рис. 5.2, б) относятся: ширина шва (е), усиление шва (g), усиление корня шва (g1) (усиление шва - часть металла шва, расположенная выше поверхностей свариваемых деталей). К конструктивным элементам угловых швов в тавровых и нахлесточных соединениях относится катет шва - К (рис. 5.2, в, г).
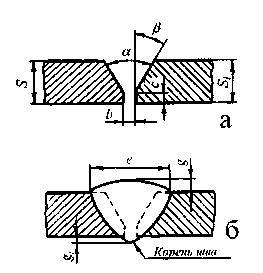
Рис.5.2 Стыковое сварное соединение:
Дата добавления: 2017-03-12; просмотров: 3158;
Поиск по сайту
Узнать еще
- II. Физические характеристики участников коммуникации
- U – образные и рабочие характеристики синхронного двигателя
- U – образные характеристики синхронного генератора
- U-образные характеристики
- XIII. ЭНЕРГЕТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
- А. Сведения о трубах и сварных фасонных деталях
- Амплитудо-частотная и фазо - частотная характеристики усилителя .
- Амфотерность соединений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
