Типы сварных соединений и швов
Сварные соединения могут быть:
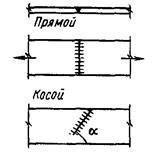
1) встык – свариваемые детали приставляются одна к другой встык, и место их соединения проплавляется сварным швом;
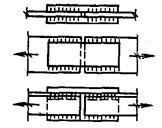
2) внахлестку – одна деталь накладывается на другую и приваривается по отдельным граням или по всему контуру соединения;
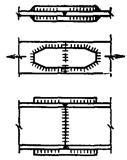
3) комбинированные – детали свариваются встык и для усиления привариваются накладки внахлестку.
Сварные швы в соединениях подразделяются по ряду признаков:
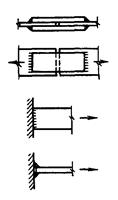
1) по конструкции шва– настыковыеиугловые.Если усилие действует вдоль углового шва, он называется фланговым,если поперек то лобовым;
2) по назначению – на рабочие(передающие усилия) иконструктивные(связующие);
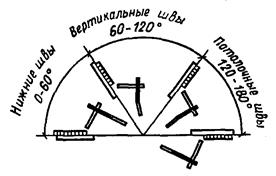
3) по положению в пространстве при их выполнении – на нижние, вертикальныеипотолочные;
| Стыковые | Угловые | Комбинированный | |
| Фланговые | Лобовые | ||
| 
| 
| 
|
|
 Обработка кромок под сварку
Обработка кромок под сварку
|
4) по протяженности – на сплошныеипрерывистые;
5) по числу слоев, накладываемых при сварке – на однослойные(однопроходные) и многослойные(многопроходные);
6) по месту производства – на заводскиеимонтажные;
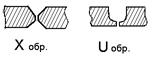
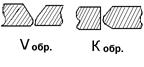
7) по форме шва при сварке с обработанными кромками –на V-образные, Х-образные, К-образныеиU-образные.
Кромки свариваемых изделий обрабатывают при больших толщинах металла для возможности выполнения монолитного соединения.
В процессе сварки под действием неравномерного нагрева и охлаждения металла в свариваемом изделии возникают внутренние сварочные напряжения и деформации. Сварочные напряжения изменяют напряженное состояние конструкции, возникающее от внешней нагрузки, создают плоскостное или объемное напряженное состояние, способствующее появлению хрупкости в металле. Сварочные напряжения могут быть настолько большими, что вызывают разрушение металла шва или конструкции, особенно при неправильном конструктивном решении соединения. Сварочные деформации вызывают искривление и коробление от дельных элементов конструкции и изделия в целом. Особенно большие и опасные сварочные напряжения возникают при сварке встык деталей, закрепленных от свободных перемещений. Сварочные напряжения вызывают продольную и поперечнуюусадку швов. Усадка швов происходит всегда «на себя» (к центру шва).
Наиболее неблагоприятна поперечная усадка, величина которой примерно в 10 раз больше продольной. Остаточные напряжения сварной конструкции складываются с напряжениями от внешней нагрузки. Сварочные напряжения в настоящее время расчетом не учитывают. Основанием для этого служат пластические свойства металла: напряжения при достижении предела текучести  не увеличиваются, и происходит их выравнивание.
не увеличиваются, и происходит их выравнивание.
Дата добавления: 2017-03-12; просмотров: 1645;
Поиск по сайту
Узнать еще
- I. Политический режим: понятие, сущность и основные типы.
- I. Понятие и типы политических партий.
- II. Типы политических лидеров.
- VI. ЩЕЛЕВЫЕ И СПЕЦИАЛЬНЫЕ ТИПЫ АНТЕНН
- А — наложение первого ряда мышечно-мышечных швов; б — наложение второго ряда мышечно-мышечных швов; в — соединение краев пузырно-маточной складки брюшины (перитонизация).
- А) Типы и конструктивные особенности баз.
- А. Клинические типы.
- А. Сведения о трубах и сварных фасонных деталях

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
