Образование стружки и сопровождающие его явления
Процесс резания (стружкообразования) - сложный физический процесс, сопровождающийся большим тепловыделением, деформацией металла, изнашиванием режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явления позволяет рационально управлять этим процессом и обрабатывать детали более качественно, производительно и экономично.
При резании различных материалов могут образовываться следующие виды стружек: сливные (непрерывные), скалывания (элементные) и надлома.
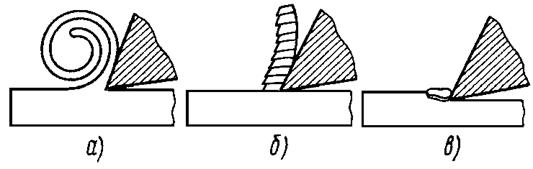
Рисунок 5.8 Типы стружек: а - сливная, б - скалывания, в - надлома.
Сливная стружка образуется при резании вязких и мягких металлов (мягкая сталь, латунь) с высокой скоростью. Чем больше скорость резания и вязкость обрабатываемого материала, а также меньше угол резания и толщина среза и выше качество смазочно-охлаждающей жидкости, тем стружка ближе к сливной.
Стружка надлома образуется при резании хрупких металлов (бронзы, чугуны). Такая стружка состоит из отдельных, почти не связанных между собой элементов. Обработанная поверхность при образовании такой стружки получается шероховатой, с большими впадинами и выступами. В определенных условиях, например при обработке чугунов средней твердости, стружка надлома может получиться в виде колец. Сходство ее со сливной стружкой только внешнее, так как достаточно сжать такую стружку в руке, и она легко разрушится на отдельные элементы.
Стружка скалывания занимает промежуточное положение между сливной стружкой и стружкой надлома и образуется при обработке некоторых сортов латуни и твердых сталей с большими подачами и относительно малыми скоростями резания. С изменением условий резания стружка скалывания может перейти в сливную, и наоборот.
В целях создания наилучших условий для отвода стружки из зоны резания необходимо обеспечить ее дробление или завивание в спираль определенной длины.
Дробленую стружку в виде колец и полуколец диаметром 10-15 мм и более следует рассматривать как хорошую. Эта стружка, несмотря на то, что занимает меньший объем и легче транспортируется, снижает стойкость инструмента.
Мелкодробленая стружка должна рассматриваться как удовлетворительная. Помимо снижения стойкости резцов такая стружка, разлетаясь во все стороны, попадает на поверхности станка, нарушает нормальную работу его узлов.
Формирование стружки в виде непрерывной спирали, прямой ленты и путаного клубка не удовлетворяет требованиям обработки деталей на станках с ЧПУ и поэтому должно быть исключено.
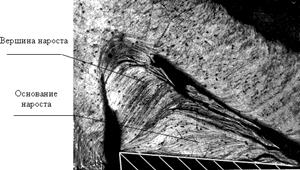
При некоторых условиях резания на переднюю, поверхность режущей кромки налипает обрабатываемый материал, образуя нарост. Он имеет клиновидную форму, по твердости в 2-3 раза превышает твердость обрабатываемого металла. Являясь как бы продолжением резца, нарост изменяет его геометрические параметры: участвует в резании металла, влияет на результаты обработки, изнашивание резца и силы, действующие не резец. При обработке нарост периодически разрушается (скалывается) и вновь образуется. Часть его уходит со стружкой, а часть остается вдавленной в обработанную поверхность.
Отрыв частиц нароста происходит неравномерно по длине режущего лезвия, что приводит к мгновенному изменению глубины резания. Эти явления, повторяющиеся периодически, ухудшают качество обработанной поверхности, так как вся она оказывается усеянной неровностями. С увеличением пластичности обрабатываемого металла размеры нароста возрастают. При обработке хрупких материалов, например чугуна, нарост может и не образоваться.
 .
. 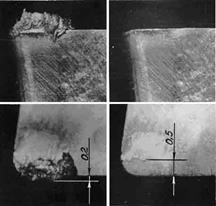
Рисунок 5.9 Образование и срыв нароста.
Дата добавления: 2017-01-26; просмотров: 4925;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Homo politicus и его роли
- HTML заголовок и его виды
- I-s диаграмма рабочего процесса ГТД
- I.1.9 ЯВЛЕНИЯ ПЕРЕНОСА В ГАЗАХ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I.3.9 ТЕПЛОВЫЕ ЯВЛЕНИЯ В СРЕДАХ ПРИ МЕХАНИЧЕСКОМ ВОЗДЕЙСТВИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
