Приспособление типа «Пакер-М»
7.5.1 Назначение
Приспособление для перекрытия патрубков «Пакер-М» (далее - приспособление) -предназначено для производства работ по замене и удалению фланцевых и приварных задвижек, на вантузах без опорожнения трубопровода.
Также приспособление может применяться:
- для замены прокладок крышек задвижек;
- для замены сальниковых набивок у штока;
- для ликвидации вантузов с приваркой эллиптического днища, с последующим заполнением композитным составом;
7.5.2 Технические характеристики
Приспособление выпускается следующих марок: ПППМ-50; ПППМ-80; ПППМ-100; ГШПМ-150; ПППМ-200. Цифры в обозначении марки обозначают номинальный диаметр задвижек вантузов, для которых данное приспособление предназначено.
Основные технические характеристики приспособления приведены в таблице 7.6.
Таблица 7.6 – Основные технические характеристики приспособления
| № п/п | Наименование параметра | ПППМ -50 | ПППМ -80 | ПППМ -100 | ПППМ -150 | ПППМ -200 | |
| Номинальный диаметр задвижек DN | |||||||
| Внутренний диаметр патрубка, мм | |||||||
| Степень герметичности сопряжения пиноли с корпусом (утечка нефти/нефтепродукта), см3/ч, не более | |||||||
| Давление в трубопроводе, МПа, не более | 1,5 | ||||||
| Масса, кг | |||||||
| Габаритные размеры, мм, не более | диаметр | ||||||
| длина |
Приспособление эксплуатируется при диапазоне температуры условий работы перекрывающей головки приспособления от минус 35 °С до 100 °С.
Работы с применением приспособления для перекрытия патрубков трубопровода ПППМ-50; ПППМ-80; ПППМ-100; ПППМ-150 допускается проводить:
- на действующих трубопроводах с давлением не менее 0,02 МПа и не более 2 МПа;
- на остановленных трубопроводах с давлением не менее 0,02 МПА и не более 2,5 МПа;
Работы с применением приспособления ПППМ-200 допускается проводить на остановленных и работающих трубопроводах с давлением в них не менее 0,02 МПа и не более 1,5 МПа.
7.5.3 Конструкция
Конструкция приспособления приведена на рисунке 7.6 и состоит из вводного устройства и перекрьшающеи головки 1. Перекрывающая головка закрепляется на вводном устройстве непосредственно перед монтажом приспособления на задвижку. Вводное устройство содержит корпус 8 к которому крепится присоединительный фланец 3 с сальниковым устройством 5. С другой стороны корпуса находятся резьбовая втулка 12 с закрепленным на ней штурвалом 14, втулка со шпонкой 10, стопорные винты 11,13.
| 1 – перекрывающая головка 2 – шаровой кран 3 – присоединительный фланец 4 – грезиновое кольцо 5 – сальниковое уплотнение 6 – центральная тяга 7 – пиноль 8 – корпус 9 – табличка с маркировкой 10 – втулка со шпонкой 11 – стопорный винт втулки 12 – втулка резьбовая 13 – стопорный винт резьбовой втулки 14 – нижний штурвал 15 – кольцо ограничительное 16 – верхний штурвал 17 – фиксатор тяги 18 – рукоятка тяги 19 – винт для фиксации втулки в корпусе |
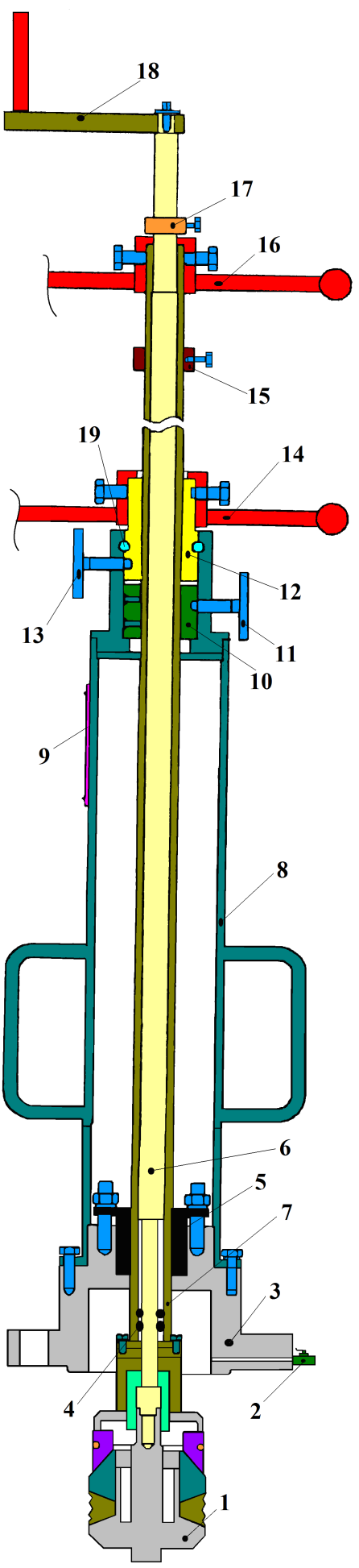
Рисунок 7.6 – Приспособление для перекрытия патрубков типа «Пакер-М»
Внутри корпуса расположена пиноль 7, на которой закреплен штурвал 16. Внутри пиноли проходит центральная тяга 6 с рукояткой 18. Резьбовой конец тяги предназначен для удержания перекрывающей головки в пиноли. Ограничение хода пиноли и тяги обеспечиваются кольцами 15 и 17. Присоединительный фланец 3 имеет канал с установленным в нем шаровым краном 2, который необходим для выпуска воздуха из полости задвижки и для проверки герметичности перекрытия патрубка. Для герметизации центральной тяги предусмотрены два резиновых кольца 4.
Перекрывающая головка состоит из прижим, герметизатор, клина, сухарей, кольца резинового, корпуса, гайки и пружины. Гайка 7 имеет левую резьбу.
7.5.4 Порядокпроведения работ по герметизации патрубка и ликвидации вантуза
7.5.4.1 Технический осмотр и подготовка вантуза включает:
- замеры наружного диаметра и толщины стенки патрубка
- замер высоты патрубка (от верхней образующей трубопровода до сварного шва). Минимальная высота патрубка должна иметь значения, указанные в таблице 7.7. При меньших значениях высоты патрубка установка приспособления не допускается;
Таблица 7.7 – Минимальная высота патрубка
| № п/п | Диаметр патрубка мм | Минимальная высота патрубка (в зависимости от высоты перекрывающей головки), мм |
| ПО | ||
- проверить марку и размеры задвижки по паспорту (проходное сечение, длина).
- произвести замеры отклонения от перпендикулярности между присоединительной плоскостью фланца задвижки и осью перекрываемого патрубка
Отклонение плоскости фланца задвижки от оси патрубка не должно превышать 3°. При больших значениях отклонения установка приспособления не допускается.;
- произвести замеры параметров усиливающей накладки (толщина стенки, ширина). Толщин стенки усиливающей накладки не должна быть меньше номинальной толщины трубы трубопровода, ширина - не менее 0,4 наружного диаметра патрубка.
7.5.4.2 Для подготовки приспособления к использованию необходимо:
- подобрать соответствующего размера перекрывающую головку согласно значениям, указанным в таблице 7.8. Перекрывающая головка маркируется ударным способом на торцовой поверхности прижима. В маркировке указывается наружный диаметр и толщина стенки патрубка;
- разобрать перекрывающую головку;
- осмотреть состояние резьбы на тяге и пиноли устройства - забоин, смятия резьбы не должно быть;
- проверить наличие и состояние всех деталей на вводном устройстве (фиксаторы, ручки) и перекрывающей головки (сухари, пружина);
- проверить состояние резинового кольца (не допускается наличие рисок глубиной более 0,2 мм и длинной более 5 мм);
- навернуть перекрывающую головку на тягу вводного устройства;
- удерживая перекрывающую головку гаечным ключом и вращая рукоятку тяги, навернуть головку до упора;
- установить пиноль в крайнее положение в упор с фланцем;
- рукояткой тяги ввести перекрывающую головку до упора в пиноль;
- установить фиксатор тяги 17 на расстоянии от 3 до 5 мм от ступицы штурвала;
- подготовить комплект шпилек, гаек и шайб в соответствии с применяемым типоразмером приспособления;
- произвести замер с помощью рулетки расстояния от верхней образующей трубопровода до верхнего фланца задвижки L и от нижней плоскости перекрывающей головки до нижней плоскости фланца N;
- вычислить разницу между этими значениями (L-N) и установить данный размер от ступицы штурвала до ограничительного кольца X.
Таблица 7.8 – Размер перекрывающей головки
В миллиметрах
| № п/п | Диаметр патрубка | Толщина стенки патрубка | Внутренний диаметр патрубка | Диаметр герметизатора |
| 57±1,0 | 47+1,0 | 43 - 0,5 | ||
| 89±1,0 | 77+1,0. | 73 - 0,5 | ||
| 108±1,4 | 92+1,4 | 88 - 0,8 | ||
| 108±1,4 | 88+1,2 | 84-0,6 | ||
| 159±1,2 | 143+1,2 | 138-0,6 | ||
| 159±1,4 | 139+1,4 | 135-0,8 | ||
| 159±1,4 | 135+1,4 | 130-0,8 | ||
| 219±1,3 | 199+1,3 | 195-0,6 | ||
| 21941,5 | 195+1,5 | 190-0,8 | ||
| 219±1,5 | 187+1,5 | 182-0,8 |
По результатам подготовки приспособления необходимо составить «Акт осмотра и проверки приспособления и перекрывающей головки».
7.5.4.3 Технологические операции при герметизации патрубка:
- установить герметизирующую прокладку в установочное место на фланце задвижки;
- установить приспособление на фланец задвижки;
- проверить состояние контрольного шарового крана (он должен быть закрыт);
- открыть задвижку;
- с помощью контрольного крана 2 стравить воздух до появления, транспортируемого продукта, предварительно подставив под кран ёмкость;
- шаровой кран закрыть;
- вращая штурвал 14 против часовой стрелки ввести головку, перекрывающую за задвижку к месту перекрытия;
- стопорными винтами 11 освободить втулку 10;
- закрепить скобу на штурвалах 14 и 16 для их синхронного вращения;
- вращая штурвал 14 синхронно со штурвалом 16 против часовой стрелки, придерживать рукоятку 18 тяги 6 для исключения её вращения;
- после пяти оборотов штурвалов, в бобышку штурвала 16 установить динамометрический ключ (дальнейшее перекрытия патрубка вести при контроле момента на штурвале при помощи динамометрического ключа, продолжая считать количество оборотов);
- достигнув значение крутящего момента, провести контроль герметичности перекрытия патрубка, открыв контрольный кран. Если появится течь, то штурвалы до полной герметизации. Контрольный кран закрыть;
- после обеспечения герметичности перекрытия патрубка, вращая рукоятку тяги 18 против часовой стрелки, и удерживая штурвал 16 отсоединить перекрьтающую головку от вводного устройства;
- отвести пиноль за запорный орган задвижки. Для этого стопорным винтом 11 зафиксировать втулку 10. Вращая штурвал 14 по часовой стрелке вывести пиноль из патрубка;
- после поднятия пиноли закрыть задвижку. Прежде чем демонтировать вводное устройство необходимо пометить отверстия под шпильки на фланцах задвижки и вводного устройства;
- отсоединить вводное устройство от задвижки.
Далее выполнять технологические операции по ремонту, демонтажу и замене задвижки.
7.5.4.4 Для снятия перекрытия патрубка и извлечение головки необходимо:
- смонтировать вводное устройство на задвижке следя за тем, чтобы помеченные отверстия на фланцах совместились;
- вращением штурвала 14 ввести пиноль в патрубок до перекрывающей головки;
- ввернуть тягу 6 по часовой стрелке через пиноль в головку перекрывающую;
- выполнить разгерметизацию патрубка, сделав тоже количество оборотов, что и при перекрытии;
- стопорными винтами 11 зафиксировать втулку 10;
- закрыть задвижку;
- открыть контрольный кран, сбросить давление нефти/нефтепродукта из корпуса вантуза;
- демонтировать приспособление.
7.5.4.5 Технологические операции при ликвидации вантуза:
- после проверки герметичности перекрытия патрубка, отсоединения перекрывающей головки от вводного устройства и демонтажа вводного устройства с задвижки необходимо подготовить вантуз к отрезке;
- удалить нефть/нефтепродукт из полости задвижки и патрубка. Остатки нефти/нефтепродукта очищают с помощью ветоши, смоченной в растворителе. После очистки указанные полости промываются водой и проводится просушка сжатым воздухом, при этом максимальное давление воды и воздуха не должно превышать 0,12 МПа;
- провести анализ загазованности полости задвижки и патрубка (анализ загазованности должен производиться непосредственно перед демонтажом (отрезкой) задвижки);
- выполнить демонтаж (отрезку) задвижки с применением ножовочного полотна и шлифмашинки;
- после отрезки задвижки произвести подготовку торца патрубка с разделкой кромок под сварку механическим способом - шлифовальной машиной;
- провести сборку и сварку эллиптического днища (в днище предварительно должно быть просверлено два технологических отверстия диаметром 12 мм);
- после контроля сварных швов произвести изоляцию внешней поверхности сварного узла и участка трубы (заварка технологических отверстий выполняется после установки металлических пробок («чопиков») перед проведением изоляции наружной поверхности патрубка).
7.5.5 Хранение и транспортирование
Приспособление должно храниться в законсервированном состоянии в закрытом не отапливаемом помещении или под навесом, предотвращающем попадание атмосферных осадков.
Тара под приспособление должна быть удобной для транспортировки и доставки приспособления на место производства работ. Приспособление, упакованное в тару и выстланную изнутри водонепроницаемой бумагой, может транспортироваться на любое расстояние любым видом транспорта в условиях установленных в соответствии с правилами перевозок, действующим на данном виде транспорта.
7.5.6 Меры безопасности при эксплуатации
Производство работ по замене вантузных задвижек, вантузов и несанкционированных врезок должно производится только при наличии ППР утвержденным главным инженером и наряда - допуска, утвержденного главным инженером РНУ.
Рабочее место должно быть оборудовано первичными средствами пожаротушения в составе: не менее двух огнетушителей ОП-10, кошма 2x2 м, песок, две лопаты. На месте производства работ должен находится пожарный автомобиль (автоцистерна) с водителем и боевым расчетом из двух человек.
Приспособление применяется на действующих трубопроводах при давлении от 0,02 до 2,00 МПа, на остановленном трубопроводе при давлении от 0,02 до 2,50 МПа, (для ППП-200 - 1,5 МПа). Контроль давления в МТ осуществляется по манометрам на узлах ближайших задвижек с учетом профиля.
В процессе удаления задвижки обслуживающий персонал не должен находиться в направлении оси патрубка.
К проведению работ с переносным электроинструментом допускаются лица, прошедшие предварительное обучение, проверку знаний инструкций по охране труда, имеющие запись в квалификационном удостоверении о допуске к выполнению работ с переносным электроинструментом и группу по электробезопасности не ниже II.
7.5.7 Ограничения применения приспособления
Работы с применением приспособления проводят:
- на трубопроводах, действующих при давлении от 0,02 до 2,0 МПа и остановленных при давлении от 0,02 до 2,5 МПа;
- с углом установки вантуза и задвижки относительно патрубка не более 3°;
с продолжительностью установки приспособления и перевода в рабочее состояние, а также приварки заглушки не более 3 ч.
Дата добавления: 2021-05-28; просмотров: 3839;
Поиск по сайту
Узнать еще
- D - триггер типа «защелка»
- А). Классификация предпринимательских структур по типам на втором этапе становления постсоветского предпринимательства.
- А). Классификация предпринимательских структур по типам на первом этапе становления постсоветского предпринимательства
- Автогенераторы LC-типа
- Автоколебательные системы томпсоновского типа
- Авторулевой типа АТР2-10
- Адаптация, аккультурация, приспособление
- Алгоритм управления разомкнутой системы первого типа имеет вид

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
