Трубы диаметром 530 мм и более
6.2.1 Установлено три уровня качества труб:
- первый уровень – трубы в обычном исполнении;
- второй уровень – трубы в хладостойком исполнении;
- третий уровень – трубы повышенной эксплуатационной надежности.
6.2.2 Трубы изготавливают из листового проката.
Прокат поставляется в горячекатаном, нормализованном состоянии, после термического упрочнения (закалки с последующим отпуском), контролируемой прокатки или после контролируемой прокатки с ускоренным охлаждением, в том числе с отпуском.
Листовой прокат должен подвергаться ультразвуковому контролю со 100% покрытием площади каждого листа.
6.2.3 Трубы изготавливают прямошовными с одним или двумя продольными швами, сваренными дуговой сваркой под флюсом.
6.2.4 Двухшовные трубы изготавливают из двух листов одной плавки, либо из двух листов различных плавок, разница фактических значений механических свойств (временное сопротивление разрыву, предел текучести) по сертификатным данным которых составляет не более 50 МПа.
Применение двухшовных труб на рабочее давление более 9,8 МПа должно быть согласовано с заказчиком.
6.2.5 Электродуговая сварка труб производится с применением плавленого или керамического флюса.
6.2.6 Геометрические параметры
6.2.6.1 Длина поставляемых изготовителем труб должна находиться в пределах от 10,00 до 12,20 м. По согласованию с заказчиком может производиться поставка труб длиной до 24,00 м.
6.2.6.2 Предельные отклонения по толщине стенки труб должны соответствовать следующим значениям:
- плюсовой допуск должен соответствовать допускам по ГОСТ 19903 для максимальной ширины проката нормальной точности;
- минусовой допуск не должен превышать 5 % от номинальной толщины стенки, но не более 0,8 мм.
Отклонение профиля наружной поверхности трубы от окружности в зоне сварного соединения на концевых участках длиной 200 мм и по дуге периметра 200 мм не должно превышать 0,15 % от номинального диаметра.
Отклонение от перпендикулярности торца трубы относительно образующей (косина реза) не должно превышать 1,6 мм.
Кривизна труб не должна превышать 1,5 мм на 1 м длины, а общая кривизна -0,2 % длины трубы.
Предельные отклонения от номинального наружного диаметра на концах труб на длине не менее 200 мм от торца должны быть не более ±1,5 мм для труб диаметром менее 1020 мм и не более ±1,6 мм для труб диаметром 1020 мм и более.
Овальность труб (отношение разности между наибольшим и наименьшим диаметрами к номинальному диаметру) не должна превышать 1,0 % по концам труб с толщиной стенки менее 20 мм и 0,8 % по концам труб с толщиной стенки 20 мм и более.
Форма и размеры разделки кромок торцов труб под сварку в зависимости от толщины стенки должны соответствовать параметрам, приведенным на рисунке 6.1.
В зоне заводского сварного шва (40 мм по обе стороны от оси шва) ширина притупления должна быть в пределах от 1,0 до 4,0 мм.
Высота усиления наружных и внутренних швов должна находиться в пределах от 0,5 до 2,5 мм для труб со стенкой толщиной до 10 мм включительно и от 0,5 до 3,0 мм для труб со стенкой толщиной свыше 10 мм.
На концах труб на длине не менее 15 мм, но не более 200 мм усиление внутреннего сварного шва должно быть удалено до остаточной высоты от 0 до 0,5 мм.
По согласованию с Заказчиком производится снятие усиления наружного сварного шва на концах труб на длине не менее 150 мм, но не более 200 мм от торцов до остаточной высоты от 0 до 0,5 мм.
Зарез тела трубы при снятии усиления сварных швов не допускается.
Снятие усиления сварных швов должно производиться до проведения гидроиспытания и неразрушающего контроля сварного шва на концах труб.
Смещение осей наружного и внутреннего швов на торцах труб не должно превышать 3,0 мм для толщины стенки до 10,0 мм включительно с перекрытием не менее 1,5 мм, а при толщине стенки более 10,0 мм смещение не должно превышать 4,0 мм с перекрытием швов не менее 2,0 мм.
Сварные соединения должны иметь плавный переход от основного металла к металлу шва без острых углов, несплавлений, непроваров, утяжин и осевой рыхлости.
Относительное смещение кромок в сварном соединении не должно превышать 1,0 мм для труб с толщиной стенки до 10,0 мм, 10 % от номинальной толщины стенки для труб с толщиной стенки от 10,0 до 20,0 мм включительно и 2,0 мм для труб с толщиной стенки более 20,0 мм.
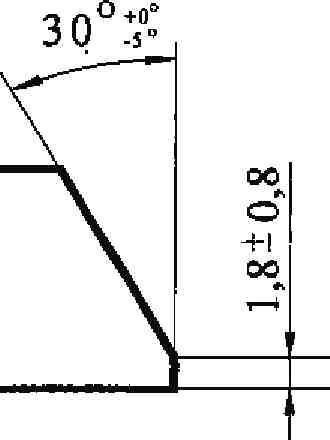
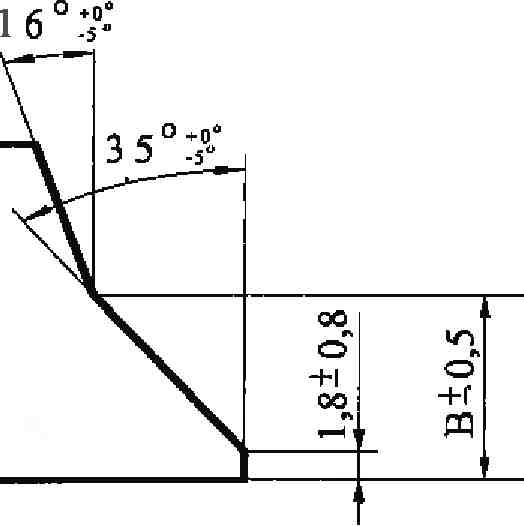
а) при S до 15,0 мм включительно б) при S более 15,0 мм
Рисунок 6.1 – Форма и размеры разделки торцов труб
| № п/п | Толщина стенки труб, мм | Величина В, мм |
| 15,0<S<19,0 | ||
| 19,0 <S £21,5 | ||
| 21,5 <S £32,0 | ||
| S > 32,0 | ||
| Примечание- Допуск на размер В в зоне сварного шва (40 мм по обе стороны от оси шва) - ± 1,5 мм. |
Ширина усиления сварных швов для толщины стенки трубы до 10,0 мм должна быть не более 20,0 мм; для толщины от 10,0 до 16,0 мм — не более 25,0 мм; для толщины свыше 16,0мм – не более 30,0 мм. Шлифовка усиления с целью приведения ширины сварных швов к требуемым размерам не допускается.
Ширина усиления в местах ремонта сварных швов с применением сварки для толщины стенки трубы до 10,0 мм должна быть не более 23,0 мм; для толщины от 10,0 до 16,0 мм – не более 29,0 мм; для толщины свыше 16,0 мм – не более 34,0 мм. Шлифовка усиления с целью приведения ширины сварных швов к требуемым размерам не допускается.
6.2.7 Для МТ должны изготавливаться трубы следующих классов прочности: К50, К52, К54, К55, К56, К60.
Примечание – Трубы второго и третьего уровней качества классов прочности К50, К52 не изготавливают.
6.2.8 Качество поверхности и металла труб
На наружной и внутренней поверхностях основного металла не должно быть рванин, плен, раскатанных пригаров и корочек, трещин, вкатанной окалины и иных загрязнений.
Глубина рисок, царапин, раковин, задиров не должна превышать 0,2 мм.
В металле труб не допускаются трещины, рванины, а также расслоения, выходящие на поверхность и торцевые участки.
Устранение поверхностных дефектов производится зачисткой абразивным инструментом. Места зачисток не должны выводить толщину стенки за пределы минусового допуска.
На поверхности труб не допускаются вмятины глубиной более 6,0 мм, измеренные как зазор между самой глубокой точкой вмятины и продолжением контура трубы. Не допускаются вмятины любых размеров с механическими повреждениями поверхности металла.
Исправление вмятин и шлифовка механических повреждений во вмятинах не допускается.
Ремонт основного металла труб сваркой не допускается.
Остаточная магнитная индукция на торцах труб должна быть не более 3 МНл.
6.2.9 Маркировка труб
6.2.9.1 На внутренней поверхности каждой трубы на расстоянии от 100 до 500 мм (в зависимости от диаметра трубы) от одного из торцов должна быть нанесена четкая маркировка белой несмываемой краской, которая содержит:
- товарный знак изготовителя труб;
- обозначение технических условий;
- класс прочности и уровень качества труб;
- параметры свариваемости (для труб с содержанием углерода в металле до 0,12% включительно);
- месяц и год изготовления;
- номер партии;
- номер трубы;
- номинальные размеры (диаметр, толщину стенки) и фактическую длину трубы.
Трубы, предназначенные для строительства подводных переходов МТ, дополнительно маркируются отметкой «ПП».
По согласованию между заводом-изготовителем и заказчиком на трубы наносится дополнительная маркировка в виде самоклеющихся этикеток или иных методов.
На наружной поверхности каждой трубы на расстоянии от 80 до 120 мм от одного из торцов и на расстоянии от 200 до 300 мм от оси сварного шва наносится клеймо с ее номером и товарным знаком изготовителя труб. Глубина отпечатка клейма не должна превышать 0,2 мм.
При поставке труб с антикоррозионными покрытиями производится дополнительная маркировка в соответствии с требованиями нормативных документов на трубы с покрытием.
6.2.10 Измерение геометрических параметров труб проводят:
- периметр и длина – рулеткой;
- отклонение толщины стенки – микрометром, стенкомером, ультразвуковым толщиномером по ГОСТ Р ИСО 10543. Измерение толщины стенки труб проводится по концам и посередине труб не менее чем в четырех равномерно расположенных точках каждого сечения;
- отклонение профиля наружной поверхности труб от окружности специальным приспособлением (шаблоном), изготовленным по технической документации;
- отклонение от перпендикулярности торца трубы относительно образующей (косина реза) - обеспечивается конструкцией оборудования;
- кривизна на 1 м длины и общая кривизна - по наибольшему расстоянию между поверхностью трубы и линейкой, установленной на ребро, или струной, натянутой на призмы;
6.2.11 Наружный диаметр труб определяется расчетом по формуле:
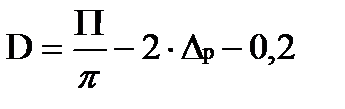 , (2)
, (2)
где Π – периметр трубы в поперечном сечении, измеренный металлической рулеткой, мм;
Δр – толщина измерительной ленты рулетки, мм;
0,2 – погрешность при измерении периметра трубы за счет перекоса ленты, мм.
- наружный диаметр определяется на концах труб;
- овальность концов труб – штангенциркулем, металлической линейкой, рулеткой или приспособлением, изготовленным по технической документации, измерением внутреннего диаметра. В зоне сварного соединения (100 мм по обе стороны от оси сварного шва) контроль овальности не проводят;
- форма фаски на торцах труб – шаблонами, изготовленными по технической документации;
- угол фаски – угломером или шаблоном, изготовленным по технической документации;
- ширина торцевого притупления на концах труб – штангенглубиномером или шаблонами, изготовленными по технической документации;
- высота усиления наружных и внутренних сварных швов и глубина поверхностных дефектов – измерительными инструментами, оснащенными индикаторным устройством часового типа или шкалой с нониусом с игловым наконечником и ценой деления не более 0,1 мм, изготовленными по технической документации;
- относительное смещение кромок – измерительными инструментами, оснащенными индикаторным устройством часового типа или шкалой с нониусом с ценой деления не более 0,1 мм, изготовленными по технической документации;
- смещение сварных швов – на микрошлифе с использованием инструментального микроскопа (один образец от партии) и на торцах труб после обработки фаски и травления визуально;
- ширина усиления сварных швов – штангенциркулем.
Все средства измерений, в том числе автоматизированные, используемые для контроля размеров труб, должны быть поверены (калиброваны) в установленном порядке.
6.2.12 Номинальная масса трубы М, т, определяется по формуле:
 , (3)
, (3)
где π – числовой коэффициент, принимаемый равным 3,1416;
l – длина трубы, м;
Dном – номинальный диаметр трубы, мм;
Sном – номинальная толщина стенки трубы, мм;
γ – плотность стали, принимаемая равной 7,85 г/см3.
6.2.13 Для строительства трубопроводов, прокладываемых траншейным способом, применяются преимущественно трубы с заводским трёхслойным (для всех диаметров труб) или двухслойным (для труб диаметром до 820 мм включительно) полиэтиленовым покрытием нормального исполнения, нанесенным в заводских условиях.
При прокладке трубопроводов в скальных и многолетнемерзлых грунтах, на подводных переходах и на участках трубопроводов, строящихся методами закрытой прокладки (проколы, кожухи, микротоннелирование, скважины наклонно-направленного бурения), применяются трубы с заводским трёхслойным полиэтиленовым покрытием специального исполнения (тип 4) или же трубы с заводским трехслойным полипропиленовым покрытием специального исполнения (тип 3).
Для строительства трубопроводов с температурой транспортируемого продукта до 60°С применяются трубы с заводским полиэтиленовым покрытием нормального исполнения (тип 1).
Для строительства трубопроводов с температурой транспортируемого продукта до 80 °С применяются трубы с теплостойким трехслойным полиэтиленовым покрытием (тип 2) или же трубы с заводским трехслойным полипропиленовым покрытием (тип 1). Для трубопроводов диаметром до 820 мм включительно с температурой эксплуатации до 80 °С могут применяться трубы с заводским эпоксидным покрытием (тип 1).
Для строительства трубопроводов с температурой эксплуатации до 110°С применяются трубы с заводским полипропиленовым покрытием (без ограничения по диаметрам труб) или трубы с заводским теплостойким эпоксидным покрытием (тип 2) - для трубопроводов диаметром до DN 800 включительно).
Для строительства МТ в районах с холодным климатом (ГОСТ 15150) следует применять заводское трехслойное полиэтиленовое покрытие с повышенной морозостойкостью (тип 3).
3.3 Виды соединений трубопроводов
6.3.1 Общие сведения
В зависимости от номинального давления PN и номинального диаметра DN могут применяться следующие типы соединения элементов трубопроводов:
а) сварное (Св);
б) фланцевое (Ф);
в) муфтовое (М);
г) ниппельное (Н);
д) комбинированное (К);
е) бугельное.
Основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой в зависимости от способов сварки определены в РД-25.160.00-КТН-037-14.
Сварные соединения стальных труб и соединительных деталей должны быть равнопрочными основному металлу. В отдельных случаях допускается применение труб и соединительных деталей, сварные соединения которых неравнопрочны основному металлу, если в технических условиях на изготовление трубопровода указаны прочностные характеристики сварных соединений.
Следует отметить, что не допускается применение резьбовых и фланцевых соединений для трубопроводов, прокладываемых в труднодоступных для осмотра местах.
Описание прокладочных материалов для резьбовых соединений приведено в части 1 настоящего документа (раздел 6).
6.3.2 Стальные соединительные детали, приварные встык
6.3.2.1 Типы соединительных деталей, условные обозначение типов деталей и их назначение приведены в таблице 6.1.
6.3.2.2 Детали изготавливаются в двух исполнениях:
У – для макроклиматических районов с умеренным климатом;
ХЛ – для макроклиматических районов с холодным климатом.
6.3.2.3 Минимальная температура стенки трубопровода или окружающего воздуха при эксплуатации, строительных и монтажных работах:
- для деталей исполнения У – 233 К (минус 40 °С);
- для деталей исполнения ХЛ – 213 К (минус 60 °С).
- для деталей, изготовленных из стали 20, минимальная температура при эксплуатации, строительстве и монтажных работах принимается 243 К (минус 30 °С).
6.3.2.4 Максимальная температура стенки трубопровода при эксплуатации не должна быть выше 353 К (80 °С) для любого исполнения детали.
6.3.2.5 В деталях не допускаются следующие наружные дефекты:
- трещины любой глубины и протяженности;
- плены;
- рванины;
- морщины (зажимы металла);
- отстающая окалина;
- расслоения, выходящие на свариваемые кромки.
Таблица 6.1 – Типы, условные обозначения и назначение соединительных деталей
| Типы (наименование), деталей | Обозначение | Эскиз | Назначение | ||
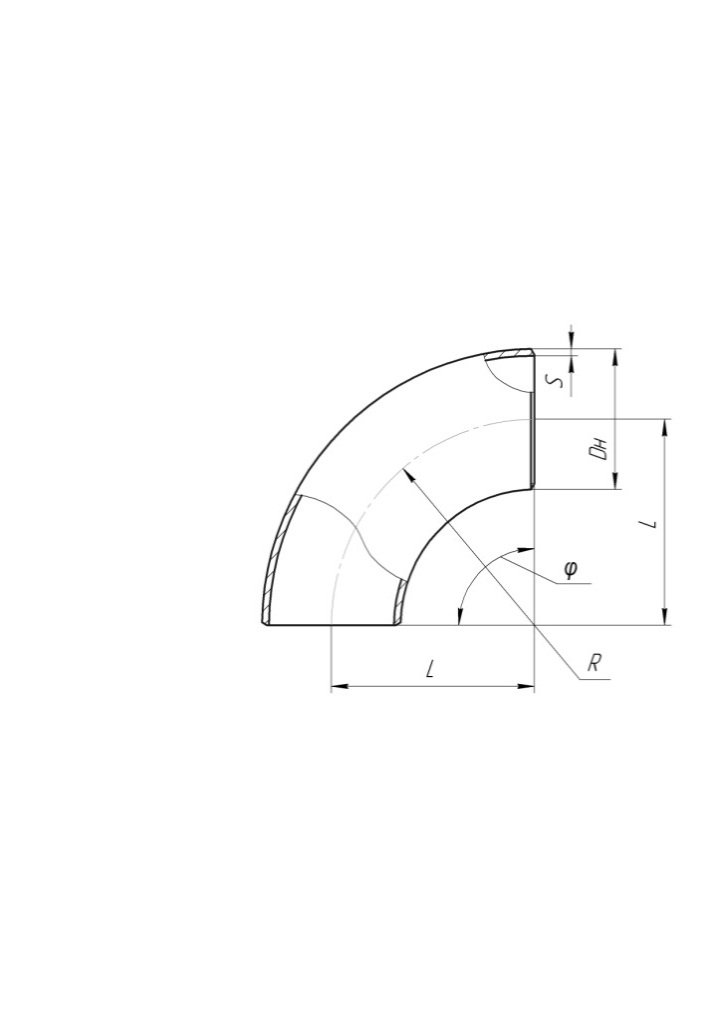
| Отводы крутоизогнутые штампосварные, изготовленные из штампованных скорлуп дуговой сваркой под флюсом и штампованные, в т.ч. изготовленные горячей протяжкой на роге, из бесшовных или электросварных труб, цилиндрических обечаек | ОКШ |
| Поворот трубопровода | ||
| Отводы гнутые, изготовленные с использованием индукционного нагрева | ОГ | s UEsFBgAAAAAEAAQA8wAAAPQFAAAAAA== " stroked="f"> | |||
| Тройники штампосварные, в т. ч. с решеткой | ТШС ТШСР | 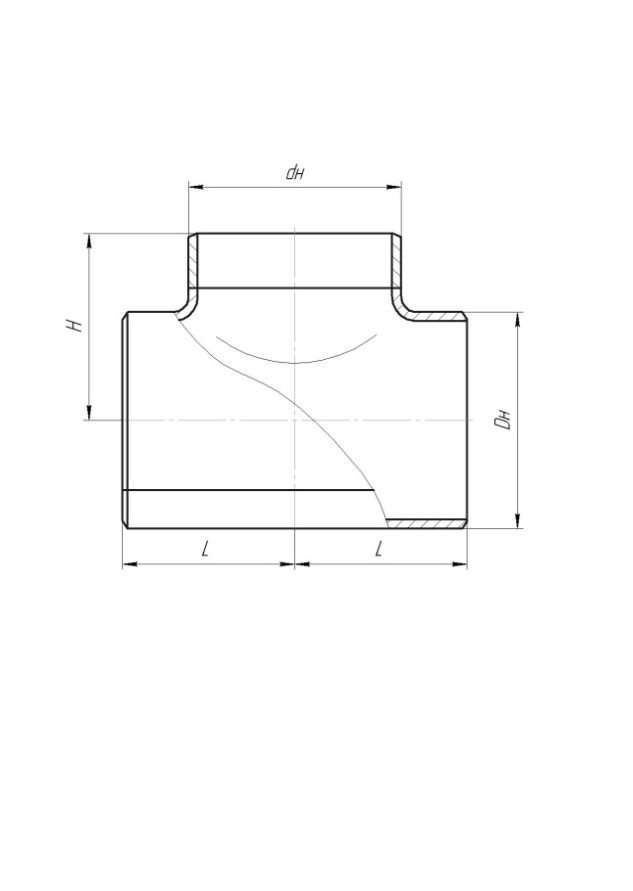
| Ответвление от трубопровода | ||
| Тройники сварные, в т.ч. с решеткой | ТС ТСР | | |||
| Переходы концентрические штампованные штампосварные, в т.ч. вальцованные | ПШС |
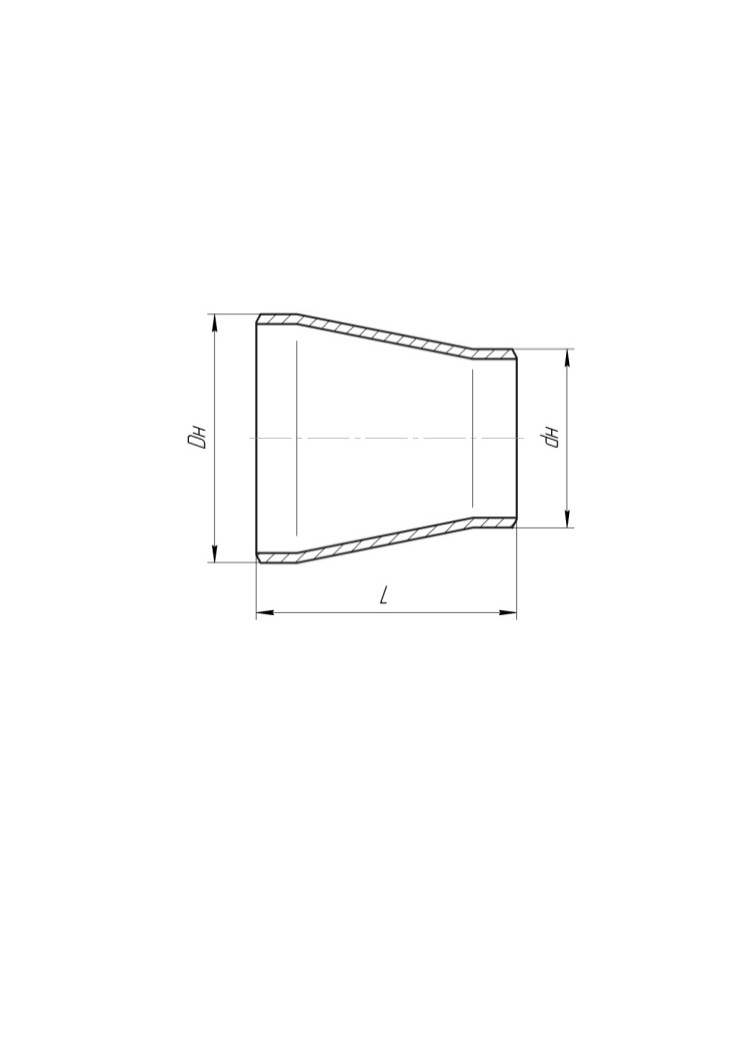
| Переход с одного диаметра на другой | ||
| Днища штампованные | ДШ | 
| Герметизация трубопровода | ||
| Кольца переходные | КП |
| Соединения разнотолщинных и (или) разнопрочных деталей и присоединяемых труб | ||
| Детали с кольцами переходными | (ТШСКП) | 
|
6.3.2.7 Глубина рисок, царапин, задиров не должна превышать 0,2 мм.
6.3.2.8 Устранение поверхностных дефектов, указанных выше, производите: зачисткой абразивным инструментом. Места зачисток не должны выводить толщину стенок за пределы расчетного значения толщины детали.
6.3.2.9 Ремонт основного металла деталей сваркой не допускается.
6.3.2.10 Обозначение соединительных деталей:
- обозначение (буквенное) типа изделия;
- угол поворота, в градусах (только для отводов);
- наружный (е) диаметр (ы) присоединяемой трубы в мм;
- класс прочности присоединяемой трубы;
- толщину стенки присоединяемой трубы в мм;
- рабочее давление в МПа;
- коэффициент условий работы;
- радиус поворота, выраженный в в номинальных диаметрах (1,0 DN, 1,5 DN; 5,0 DN);
- строительные длины в мм (для отводов гнутых, изготовленных с использованием индукционного нагрева);
- климатическое исполнение (буквенное);
- гарантируемое давление гидроиспытания в МПа;
- обозначение нормативно-технического документа, по которому должна быть изготовлена деталь.
6.3.2.11 Все изделия должны иметь маркировку с указанием:
- товарного знака предприятия-изготовителя;
- обозначения изделия;
- параметры свариваемости;
- заводского номера;
- года изготовления (две последние цифры); -: массы в килограммах;
- клейма ОТК.
Маркировку наносится белой несмываемой краской. Маркировка наносится на наружную поверхность изделия на расстоянии от 150 до 400 мм от торца и на внутреннюю поверхность на расстоянии от 100 до 300 мм от торца. Размер шрифта от 30 до 80 мм.
На всех изделиях ударным способом маркировать:
- товарный знак;
- заводской номер;
- год изготовления (две последние цифры).
Маркировка, производимая ударным способом, наносится на внутреннюю поверхность на расстоянии от 100 до 300 мм от торца и должна быть помещена в рамку, нанесенную краской.
Глубина маркировочных знаков должна быть не более 0,2 мм.
Размер шрифта – от 5 до 15 мм.
6.3.3 Фланцевые соединения и фланцы
Фланцевые соединения применяются в местах подключения трубопроводов к аппаратам и другому оборудованию, имеющему ответные фланцы, а также на участках трубопроводов, требующих в процессе эксплуатации периодической разборки или замены.
6.3.3.1 Фланец – деталь трубопровода, предназначенная для монтажа отдельных его частей, а также для присоединения оборудования к трубопроводу. Конструктивно фланец представляет собой кольцо, один торец которого выполнен согласно ГОСТ 12815 для разъемного присоединения к оборудованию, а другой механически обработан для стыковки при помощи сварки с присоединяемой трубой.
6.3.3.2 Фланцевая заглушка – деталь трубопровода, предназначенная для полного перекрытия просвета трубопровода или отдельных его частей. Конструктивно заглушка представляет собой диск, не имеющий центрального отверстия, один из торцов которого выполнен согласно ГОСТ 12815. Фланцевые заглушки рассчитаны на действие внутреннего давления среды без учета внешних изгибающих моментов.
6.3.3.3 Фланцы и фланцевые заглушки изготавливаются различных исполнениях в зависимости от номинального давления и номинального диаметра. Для присоединения к частям трубопровода фланцы изготавливаются с уплотнительными поверхностями.
Разделка кромки фланца под приварку встык должна соответствовать разделки присоединяемой трубы.
6.3.3.4 Пример условного обозначения фланца по ГОСТ 12821 под сварное соединение с трубопроводом, исполнение уплотнительной поверхности «3» по ГОСТ 12815 номинальным диаметром DN 600 на номинальное давление PN 1,6 МПА, изготовленного из сталь 09Г2С, приведен на рисунке 6.2.
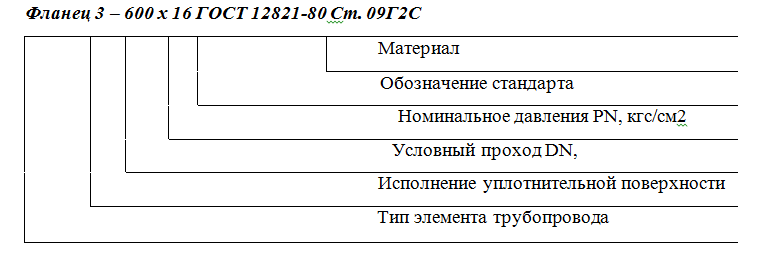
Рисунок 6.2 – Схема и пример условного обозначения фланца/заглушки
6.3.3.5 Маркировка изделия должна быть расположена на наружном диаметре. Маркировка изделия должна быть нанесена методом накатки, ударным либо иглоударным способом.
Содержание маркировки изделий:
- наименование или товарный знак предприятия-изготовителя;
- марка или условное обозначение материала изделия;
- исполнение;
- диаметр номинальный, DN;
- давление номинальное, PN.
Размеры знаков маркировки устанавливает предприятие-изготовитель. Знаки маркировки должны быть четкими, хорошо видными невооруженным глазом.
6.3.4 Крепежные изделия
6.3.4.1 К крепежным изделиям, применяемые для строительства новых и реконструкции существующих объектов линейной части МТ и НПС, для фланцевых соединений, узлов уплотнения, разъемов и соединения корпусных деталей трубопроводной арматуры, устанавливаемой на объектах, относят гайки и шпильки.
6.3.4.2 Гайка – крепежная деталь резьбового соединения, имеющая отверстие с резьбой, для закрепления от осевого перемещения соединяемых деталей.
6.3.4.3 Шпилька – крепежная деталь резьбового соединения, имеющая наружную резьбу для закрепления от осевого перемещения соединяемых деталей. Конструктивно шпилька представляет собой цилиндрический стержень с наружной резьбой на обоих концах или на всей длине стержня.
6.3.4.4 Форму, размеры и механические свойства крепежных изделий устанавливаются в нормативных документах и рабочих чертежах.
6.3.4.5 По рабочим чертежам изготавливаются шпильки и гайки:
- с номинальным диаметром резьбы более 48 мм;
- для рабочей среды с номинальным давление свыше 10,0 МПа (100 кгс/см2);
- для рабочей среды с температурой свыше 600 °С независимо от давления.
6.3.4.6 Крепежные детали применяются с метрической резьбой по следующему ряду: Ml0, Ml2, Ml6, М20, М24, М27, МЗО, М36, М42, М48, М52. М56, М64.
6.3.4.7 Шпильки применяются по следующему ряду длин: 65, 70, 75, 80, 90 мм и далее с интервалом 10 мм.
Длину шпилек необходимо выбирать так, чтобы выступание шпильки из гайки в резьбовом соединении было не менее шага резьбы, включая фаску на конце шпильки.
6.3.4.8 Шпильки с диаметром резьбы от 12 по 48 мм должна быть изготовлена методом накатки.
Шпильки с диаметром резьбы от 52 мм допускается изготавливать методом нарезки, при этом твёрдость шпильки должна превышать твёрдость гайки не менее чем на 20 НВ.
6.3.4.9 Допускается подбирать комплект шпилька—гайка из стали (сплава) с одинаковой твердостью при условии:
- изготовление резьбы накаткой;
- один из элементов подвергается химико-термической обработке;
- на один или оба элемента наносится защитное покрытие.
6.3.4.10 Пример условного обозначения гайки приведен на рисунке 6.3.
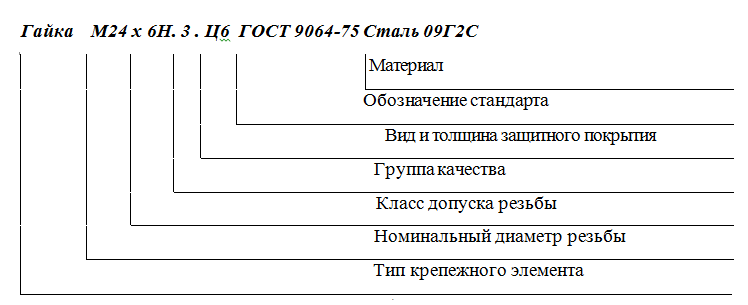
Рисунок 6.3 – Схема и пример условного обозначения гайки/шпильки
6.3.4.11 Маркировка гаек и шпилек должна быть расположена на торце. Содержание маркировки:
- товарный знак предприятия-изготовителя;
- марка или условное обозначение материала корпуса;
- диаметр резьбы.
6.3.4.12 Способ нанесения маркировки:
- для всех гаек – ударный;
- для всех шпилек – лазерной либо иглоударный.
6.3.4.13 Размеры знаков маркировки устанавливает предприятие-изготовитель. Знаки маркировки должны быть четкими, хорошо видными невооруженным глазом.
6.3.5 Бугельное соединение
Бугельное соединение - вид муфтового соединения, конструктивно обеспечивающего неподвижное разъемное герметичное соединение
Эскиз бугельного соединения труб приведен на рисунке 6.4.
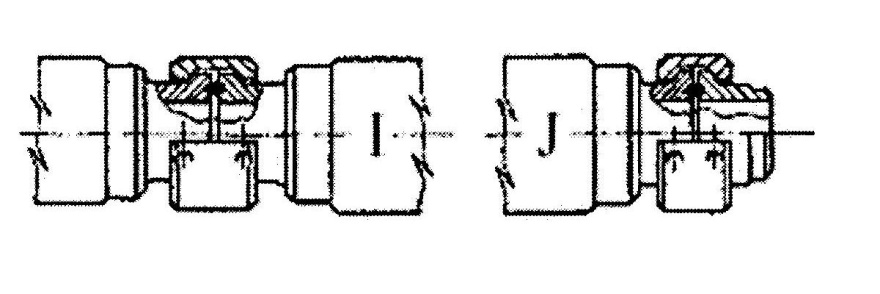
Рисунок 6.4 – Бугельное соединение труб
- I – бугельное соединение зажимного типа, в котором наружный диаметр зажима равен наружному диаметру рукава
- J – бугельное соединение с наконечником под сварку.
3.4 Компенсаторы
Компенсатор – специальная конструкция или участок трубопровода заданной кривизны, предназначенный для восприятия температурных перемещений (т.е. для поглощения температурных деформаций при транспортировке горячих и холодных сред). Наиболее часто используют П-образный, Г-образный и Z-образный компенсаторы, хотя существуют также омега-образный (лирообразный) компенсаторы.
Отдельно можно выделить сильфонные компенсаторы. Компенсатор сильфонный – это устройство, гибкая вставка, используемое в системах трубопроводов, служащее для компенсации изменения длины участков трубопроводов, возникшее из-за температурного расширения материала труб или вследствие монтажных работ.
Компенсаторы изготавливаются из труб или того же листового металла, который использовался для изготовления прямых участков трубопроводов.
Компенсаторы создают дополнительные местные сопротивления, размещение их может вызывать усложнение конструкции сети, поэтому восприятие температурных удлинений трубопроводов лучше осуществлять за счет их гибкости и, по возможности, избегать установки компенсаторов. К компенсаторам прибегают лишь в тех случаях, когда данная трубопроводная система не обеспечивает полной температурной самокомпенсации.
Эскиз П-образного компенсатора приведен на рисунке 6.5а), Г-образного — на рисунке 6.5б).
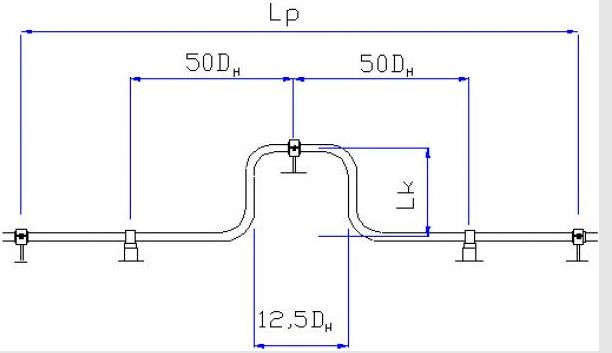
а) П-образный компенсатор;
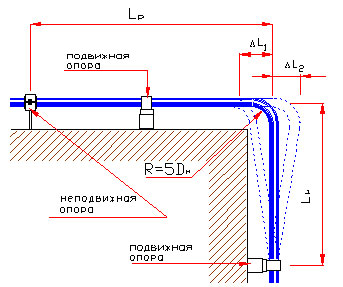
б) Г-образного компенсатора
Рисунок 6.5– Эскизы компенсаторов
3.5 Трубопроводная арматура
6.5.1 Общие сведения
Трубопроводная арматура является неотъемлемой частью любого трубопровода. Под трубопроводной арматурой понимаются устройства, предназначенные для управления потоками рабочей среды, транспортируемой по трубопроводам, т.е. это устройства, которые предназначены для отключения, распределения, регулирования, смешивания или сброса транспортируемых веществ. От надежной работы арматуры в значительной степени зависит надежность работы трубопровода, поэтому выбор арматуры для обслуживания трубопроводов должен производиться тщательно, с учетом ее назначения и условий работы. В процессе эксплуатации должны быть обеспечены своевременное и качественное техническое обслуживание, и текущий ремонт арматуры.
К арматуре, устанавливаемой на трубопроводах, предъявляется ряд требований, основными из которых являются прочность, долговечность, безотказность, герметичность, транспортабельность, ремонтопригодность, готовность к выполнению цикла срабатывания (открытие, закрытие) после длительного периода нахождения в открытом или закрытом положении.
Прочность арматуры обеспечивается изготовлением деталей из соответствующих конструкционных материалов. Наиболее важной является прочность корпусных деталей, поломка которых по своим последствиям особенно опасна. Требуемая прочность диктуется в основном рабочим давлением и температурой. Рабочие давления и температуры практически могут иметь любые значения из довольно широких диапазонов в зависимости от конкретных технологических процессов.
Долговечность арматуры в зависимости от условий ее работы может ограничиваться различными факторами. Ресурс могут определять износ деталей, коррозия материала, эрозия деталей рабочего органа, старение резиновых или пластмассовых деталей.
Безотказность арматуры сохраняется при правильной ее эксплуатации и тщательном техническом обслуживании, если конструкция и материал деталей выбраны правильно и соответствуют условиям работы. Наибольшее число отказов возникает в рабочем органе арматуры в результате коррозии, эрозии, замерзании воды и вибрации.
Арматура считается герметичной при следующих условиях: при закрытом рабочем органе рабочая среда не проходит из одной части в другую, отделенную арматурой; отсутствуют протечки через сальниковый узел, фланцевые и другие разъемные соединения; металл корпусных деталей имеет плотную структуру, отсутствуют пористые участки, раковины, трещины, через которые могла бы просочиться рабочая среда в окружающую атмосферу при эксплуатации и гидроиспытаниях.
Герметичность запорного органа арматуры обеспечивается тщательной пригонкой и притиркой уплотнительных колец. Герметичность сальника достигается тщательной обработкой (полировкой) сальникового участка шпинделя, сохранением упругости сальниковой набивки и соответствующей ее затяжкой шпильками или болтами, использованием манжет, резиновых колец круглого сечения. Чтобы фланцевые соединения сохраняли герметичность, необходимо выбрать соответствующие размеры и материал прокладки и создать постоянную и равномерную затяжку фланцев.
Требование к арматуре по готовности к открытию без затруднений после длительного пребывания в закрытом положении (и наоборот - к закрытию) вызывается тем, что во многих случаях запорная и предохранительная арматура должна срабатывать редко и при этом возникают благоприятные условия для «прикипания» уплотнительных поверхностей затвора и седла друг к другу, а для их разделения или перемещения требуется приложить значительное усилие. Для обеспечения безотказной работы изделий необходимо в объем работ по техническому обслуживанию включать периодическое выполнение цикла «открыто - закрыто», чтобы удостовериться в работоспособности арматуры. В ряде случаев применяются краны и задвижки со смазкой уплотнительных поверхностей деталей запорного органа. Наиболее благоприятные условия для работы арматуры создают масла, поскольку их вязкость позволяет снизить требование к герметичности запорного органа, а смазывающие свойства снижают силы трения в запорном органе и сальнике. Коррозионное воздействие масел на металл незначительно.
При выборе арматуры, в состав которой входит электрооборудование, необходимо учитывать возможную взрывоопасность нефти/нефтепродуктов и использовать электрооборудование во взрывозащищенном исполнении. В особых случаях целесообразно применение арматуры с пневмо- или гидроприводом, не содержащей электрических устройств.
Арматура на трубопроводах работает в условиях, когда через ее полости перемещается жидкая нефть или нефтепродукт, физические и химические свойства которых оказывают влияние на параметры надежности ее работы (долговечность, безотказность). Условия эксплуатации арматуры в этих условиях определяются не только параметрами рабочей среды (давление, температура), но также ее текучестью и коррозионной активностью. Текучесть среды зависит от температуры, т.к. с понижением температуры в нефти/нефтепродукте возрастает количество кристаллов парафина, которые снижают текучесть и забивают фильтры, трубопроводы и арматуру. Коррозионное воздействие нефти и нефтепродуктов на детали арматуры вызывается содержанием в них кислот, воды и серы. С повышением кислотности перекачиваемого продукта усиливается коррозионное воздействие на металл деталей арматуры и ускоряет ее износ.
6.5.2 Классификация трубопроводной арматуры
6.5.2.1 Трубопроводная арматура классифицируется:
а) по назначению;
б) по принципу действия;
в) в зависимости от области и условий применения;
г) по способу присоединения к трубопроводам;
д) по материалу, из которого изготовлены корпусные детали арматуры.
6.5.2.2 По назначению трубопроводную арматуру подразделяют на:
- запорную – для перекрытия потока транспортируемого вещества (задвижки, вентили, краны);
- регулирующую – для регулирования параметров (расхода, давления) транспортируемого вещества (регулирующие вентили, краны и клапаны, регуляторы давления);
- предохранительную – для предохранения технологического оборудования и трубопроводов от недопустимого повышения давления (предохранительные, пропускные клапаны, а также разрывные мембраны);
- контрольную, определяющую уровень рабочей среды;
- обратную арматуру – защитную арматуру, предназначенную для автоматического предотвращения обратного потока рабочей среды;
- предназначенную для исключения движения среды в обратном направлении;
- прочую, предназначенную для различных конкретных операций (отвод конденсата, выпуск воздуха из трубопровода и впуск воздуха в него, приемо-раздаточные операции, выпуск подтоварной воды из резервуаров и т.п.).
6.5.2.3 По принципу действия арматура может быть:
- управляемой, рабочий цикл в которой выполняется по соответствующим командам в моменты, определяемые рабочими условиями или приборами, и с привлечением энергии от внешнего источника;
- автономной, рабочий цикл которой совершается рабочей средой без привлечения энергии каких-либо посторонних источников.
По способу управления арматура подразделяется на арматуру с ручным приводом, приводную и под дистанционное управление. Арматура с ручным приводом управляется вращением маховика или рукоятки, насаженных на шпиндель или ходовую гайку непосредственно или передающих движение через редуктор.
Приводная арматура снабжена приводом, который установлен непосредственно на ней. Привод может быть электрическим, электромагнитным, пневматическим, гидравлическим и пневмогидравлическим.
Арматура под дистанционное управление имеет управление от привода, который не устанавливается непосредственно на ней.
6.5.2.4 В зависимости от области и условий применения трубопроводную арматуру подразделяют на две группы:
- общетехнического назначения, к которой относят арматуру, устанавливаемую на трубопроводах, по которым транспортируются неагрессивные и малоагрессивные вещества при низких или средних рабочих параметрах транспортируемой среды. Корпусные детали такой арматуры изготавливают из серого и ковкого чугуна, углеродистой или легированной стали;
- специального назначения для особых условий работы, устанавливаемую на трубопроводах с такими свойствами или параметрами, которые требуют применения легированных и высоколегированных сталей, бронзы, чугуна, обладающих высокой коррозионной стойкостью или жаропрочностью, защитных покрытий или неметаллических материалов.
6.5.2.5 По способу присоединения к трубопроводам арматура подразделяется на:
- приварную, имеющую патрубки под сварку с трубопроводом и применяемую для трубопроводов с повышенными требованиями к плотности соединения. Сварное соединение не требует никакого ухода и подтяжки, что очень важно для МТ, где желателен минимум обслуживания. Сварное соединение дает большую экономию металла и снижает массу арматуры и трубопровода. Недостатком сварных соединений является сложность демонтажа и замены арматуры, так как для этого ее приходится вырезать из трубопровода;
- фланцевую, имеющую присоединительные патрубки с фланцами и применяемые для любых технологических трубопроводов. Преимущества фланцевого присоединения арматуры - возможность многократного монтажа и демонтажа на трубопроводе, хорошая герметизация стыков и удобство их подтяжки, большая прочность и применимость для очень широкого диапазона давлений и проходов. Недостатки фланцевого соединения -возможность ослабления затяжки и потеря герметичности со временем (особенно в условиях вибраций, изменения температур и давлений), повышенная трудоемкость сборки и разборки, большие габаритные размеры и масса;
- резьбовую, которая подразделяется на муфтовую, имеющую на присоединительных патрубках внутреннюю рез
Дата добавления: 2021-05-28; просмотров: 691;
Поиск по сайту
Узнать еще
- Автомобиль с доставленными звеньями трубы; 2 - автомобильный кран; 3 - лекальные блоки; 4 - звенья водопропускной трубы
- Активное сопротивление трубы 1 среднего рукава
- АКЦЕНТ НА ПОТРЕБНОСТИ БОЛЕЕ ВЫСОКОГО ПОРЯДКА
- Анализ наилучшего и наиболее эффективного использования
- Анализ наилучшего и наиболее эффективного использования собственности как улучшенной
- АСБЕСТОЦЕМЕНТНЫЕ ТРУБЫ
- БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ ТРУБЫ
- Более незрелые способы выражения гнева

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
