Выбор последовательности выполнения переходов при обработке поверхностей на многоцелевых станках
Представление детали в виде набора разнообразных элементарных поверхностей, необходимость в черновых, получистовых и чистовых проходах при обработке каждой поверхности, значительное число инструментов в магазине усложняют выбор плана операций обработки детали на МС. К тому же этот выбор становится многовариантным. Например, можно сначала заготовку полностью обработать с одной стороны, затем развернуть ее; можно обработать сначала со всех сторон начерно, затем приступить к чистовой обработке; можно сначала обработать все плоскости, затем приступить к обработке отверстий [1]. Общий план операций обработки корпусных деталей представлен в табл. 12.1.
Таблица 12.1 - План операций обработки заготовок деталей с использованием МС
| Номер перехода | Содержание перехода | Инструмент |
| Черновое, получистовое, чистовое фрезерование внешних поверхностей | Фрезы торцовые | |
| Сверление (рассверливание) отверстий диаметром свыше 30 мм в сплошных стенках: сквозное - основных отверстий, глухое - для ввода концевых фрез | Сверла с СМП | |
| Фрезерование пазов, отверстий, окон, карманов | Фрезы концевые | |
| Фрезерование внутренних поверхностей, перпендикулярных оси шпинделя | Фрезы торцовые, концевые | |
| Черновое зенкерование и растачивание основных отверстий в сплошных стенках после перехода №2 | Зенкеры, резцы расточные | |
| Обработка дополнительных поверхностей (канавок, уступов, фасок и др.), расположенных в основных отверстиях и концентричных оси | Фрезы, резцы, зенковки | |
| Обработка дополнительных поверхностей на внешних и внутренних плоскостях и на необрабатываемых поверхностях | Фрезы концевые, шпоночные | |
| Обработка крепежных и других вспомогательных отверстий диаметром свыше 15 мм. | Сверла, зенкера, метчики | |
| Снятие фасок | Фрезы угловые | |
| Перезакрепление детали; проверка положения рабочих органов станка | ||
| Окончательное фрезерование плоскостей | Фрезы торцовые | |
| Обработка точных поверхностей основных отверстий | Резцы расточные, развертки, | |
| Обработка точных отверстий малого диаметра | Сверла, резцы расточные, развертки | |
| Обработка точных и точно расположенных в отверстиях дополнительных поверхностей (канавок, выемок, уступов) | Резцы расточные, фрезы дисковые | |
| Обработка дополнительных поверхностей (выемок, пазов, карманов, прорезей), расположенных асимметрично относительно отверстий | Фрезы и резцы различного назначения | |
| Обработка обратных фасок и других поверхностей, связанных с основными отверстиями | Фрезы дисковые, угловые; резцы канавочные, фасонные | |
| Обработка крепежных и других отверстий малого диаметра | Сверла, зенкеры, зенковки, метчики |
При решении задачи выбора варианта плана операции руководствуются следующими общими принципами:
– чем выше точность элемента конструкции детали, тем позже следует предусматривать его обработку;
– сначала следует планировать черновую обработку, затем чистовую;
– чем меньше время срабатывания исполнительного органа (смена инструмента, поворот стола и др.), тем чаще этот орган должен функционировать [10].
Если рассматривать полную обработку заготовки детали на ОЦ и МС, то для достижения высокой эффективности всю обработку заготовки стремятся выполнить на одном станке за один-два установа. Однако в отдельных случаях из-за опасности искажения формы деталей вследствие перераспределения остаточных напряжений, имеющихся в исходной заготовке, ТП разделяют на операции черновой (обдирочной) и последующей обработок. Черновую обработку выполняют на мощных, жестких станках (с ЧПУ или универсальных), затем заготовки направляют на термообработку для снятия внутренних напряжений. Дальнейшую механическую обработку выполняют на многоцелевом станке.
Эффективность эксплуатации станков с ЧПУ во многом определяется их правильным технологическим использованием – рациональным построением технологического процесса и, в частности, выбором режимов резания, обеспечивающих увеличение надежности и производительности обработки.
Увеличение надежности обработки при использовании предельных глубины резания и подачи может быть достигнуто путем устранения технологических перегрузок, возникающих обычно в момент врезания и выхода инструмента из зоны резания. Система ЧПУ позволяет автоматически менять величину подачи на этих переходах цикла. Производительность и надежность повышают также путем рационального выбора скорости резания.
Последовательность переходов обработки точных плоских поверхностей и отверстий должна устанавливаться с учетом уменьшения влияния на точность обработки таких факторов, как геометрические неточности станка и его наладки, инструмента и его наладки на размер, погрешностей базирования и закрепления заготовки, температурные и другие деформации элементов технологической системы, перераспределение напряжений и деформаций заготовки в процессе ее обработки и т. д.
Температурные деформации возникают обычно при выполнении в одной операции черновых фрезерно-расточных переходов, связанных со снятием больших припусков, с чистовыми переходами обработки точных поверхностей и основных отверстий. Поэтому, перед чистовыми переходами рекомендуется удалить из внутренних полостей заготовки стружку, аккумулирующую основное количество теплоты, выделяющейся при резании, и убедиться в том, что температура заготовки находится в допустимых пределах.
Для подготовки управляющей программы для фрезерного станка с ЧПУ использовалась CAM-система PowerMILL. После создания УП все траектории обработки были переведены в NC-файлы и переданы в систему ЧПУ станка — на их основе проводилась поэтапная обработка пуансона.
Примеры обработки на вертикально-фрезерном станке с ЧПУ марки DMC 635 V (оборудование НГТУ) — рис. 12.48

Рис. 12. Фрезерный станок DMC 635 V. Процесс обработки вставки пуансона
Для каждой операции обработки с учетом режимов резания была рассчитана траектория обработки и подобран металлорежущий инструмент.
Обработка заготовки начинается с фрезерования каналов охлаждения, что осуществляется при первом установе. Основные этапы обработки показаны на рис. 13-16.
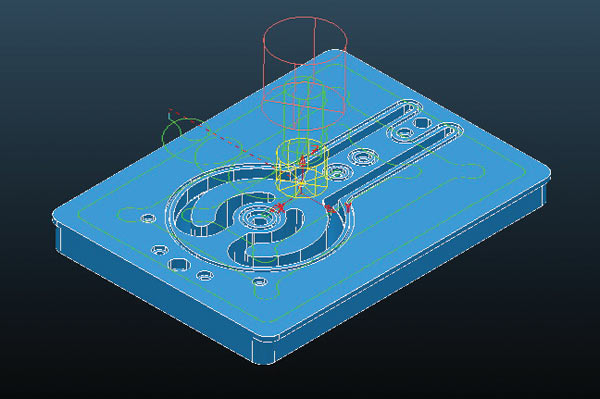
Рис. 13. Траектория чистовой обработки плоскости заготовки
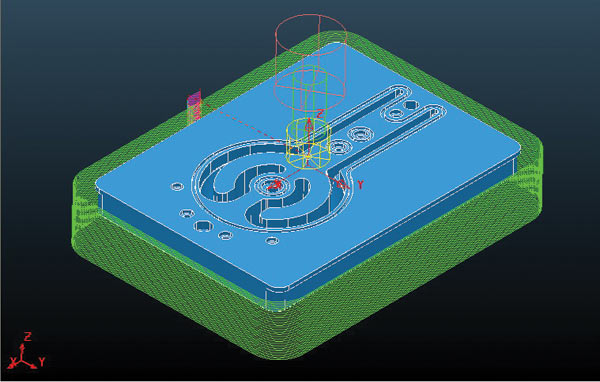
Рис. 14. Траектория черновой обработки боковых плоскостей
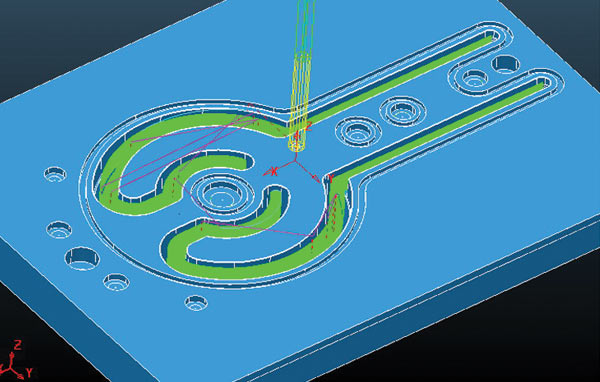
Рис. 15. Траектория обработки каналов охлаждения вставки пуансона
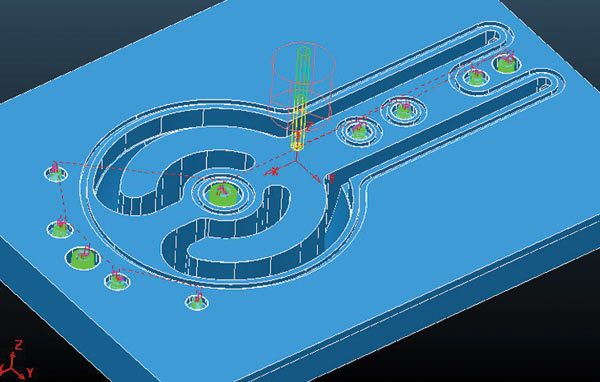
Рис. 16. Траектория обработки пазов
Созданные траектории обработки были переведены в NC-файлы и переданы в систему ЧПУ станка DMC 635 V — на их основе проводилась поэтапная обработка пуансона со стороны каналов охлаждения. Результат обработки при первом установе показан на рис. 17.
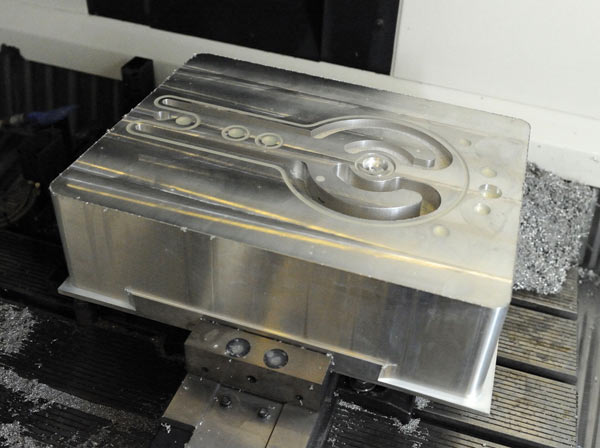
Рис. 17. Результат обработки при первом установе
Заготовку необходимо повернуть на 90° относительно оси Y и заново закрепить с помощью тисков на столе станка. Операции, выполняемые при втором установе, показаны на рис. 18-22. Отверстия под втулки толкателей предварительно сверлятся и развертываются до требуемого диаметра.
Поэтапная обработка пуансона со стороны плоскости разъема показана на рис. 23-26.
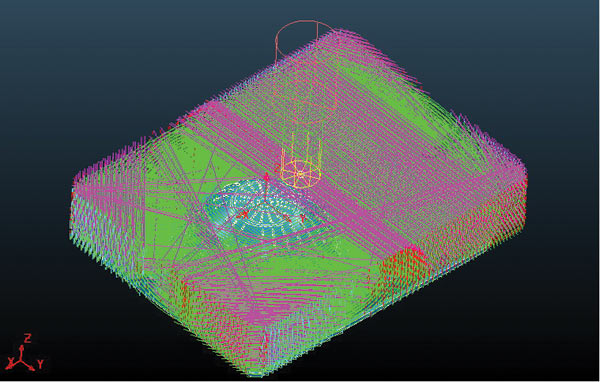
Рис. 18. Траектория черновой обработки
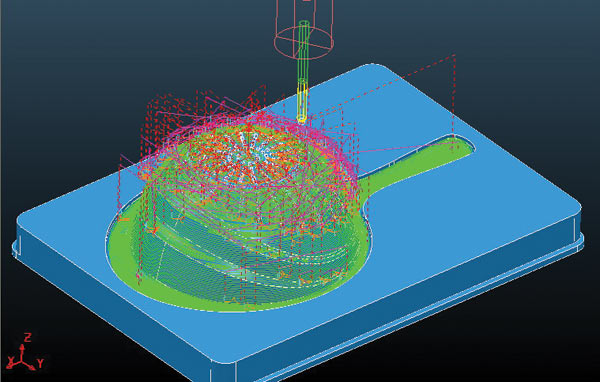
Рис. 19. Траектория черновой обработки
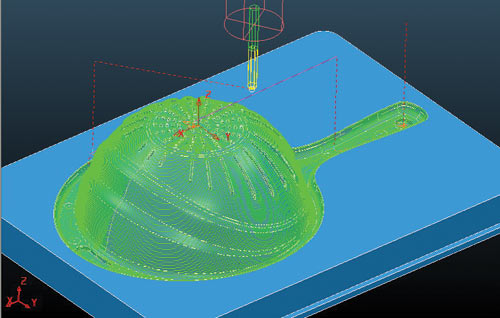
Рис. 20. Траектория получистовой обработки
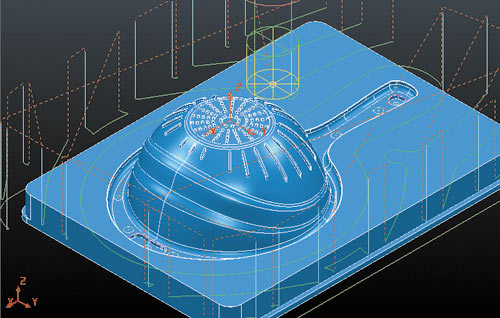
Рис. 21. Траектория чистовой обработки плоскости разъема
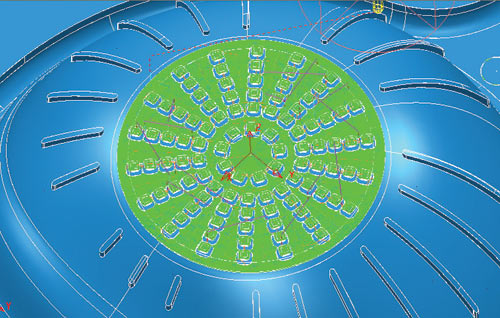
Рис. 22. Траектория чистовой доработки поверхности в области дна

Рис. 23. Результат черновой обработки
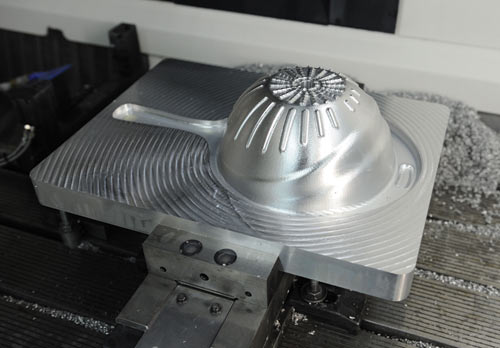
Рис. 24. Результат получистовой обработки
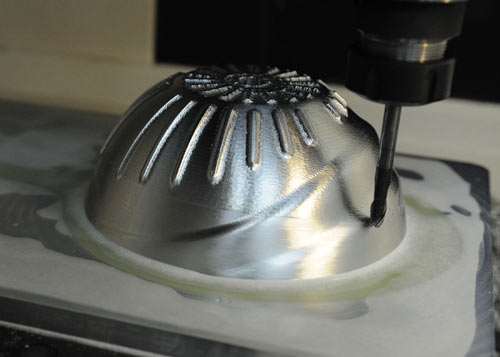
Рис. 25. Процесс чистовой обработки
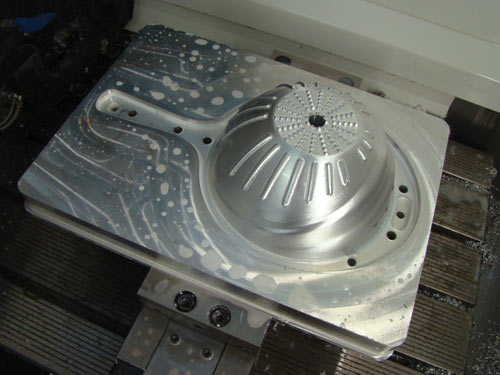
Рис. 26. Результат обработки
Пример наладок
Траектории
Дата добавления: 2017-01-16; просмотров: 3714;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- Escape-последовательности
- F50 Расстройства приема пищи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
