В зависимости от вида работ применяют разные фрезы. Основные операции на которых они применяются представлены в таблицах 10.2 – 10.4
Таблицы 10.2 - Насадные фрезы
Принцип действия
Описание
Пример
фрезы
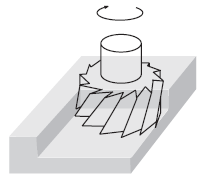
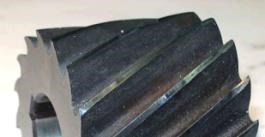
Торцовая насадная фреза для фрезерования уступов и плоских
поверхностей
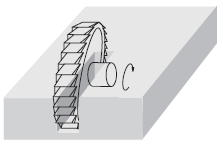
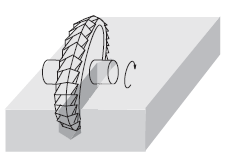
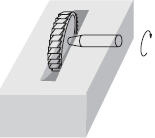
Дисковая фреза
для фрезерования пазов
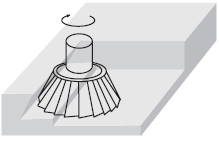
Торцовая грибковая фреза
для фрезерования угловых
направляющих
Двухугловая дисковая фреза
для фрезерования призматических
направляющих
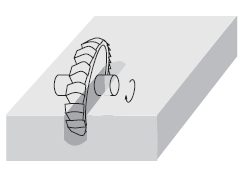
Полукруглая профильная фреза
для фрезерования полукруглых
направляющих (вогнутых
и выпуклых)
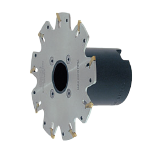
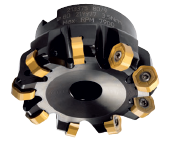
Таблица 10.3- Фрезерные головки со сменными многогранными пластинами
Торцовая насадная фреза
Насадная фреза для обработки уступов
Таблица 10.4 - Концевые фрезы
Принцип
действия
Описание
Пример фрезы
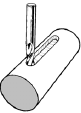
Шпоночная фреза
(2 или 3 режущие
кромки) для
шпоночных пазов
и канавок
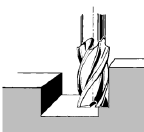
Концевая фреза
для глубоких пазов
и периферийного
фрезерования
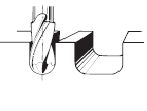
Фреза для
T-образных пазов
для фрезерования
T-образных пазов
Фреза для
сегментных
шпонок
для фрезерования
шпоночных
канавок
Грибковая фреза
для фрезерования
угловых
направляющих
Копирная фреза
(фреза для
изготовления
штампов)
для профильного
фрезерования, для
получения поверх-
ностей сложной
конфигурации
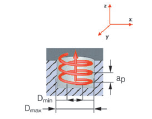
Циркулярная
фреза
для циркулярного
фрезерования
Особенности конструктивного исполнения и применения фрез с затылованными зубьями.Затылованный зуб внешне отличается большей толщиной, а главное – формой задней поверхности, которая выполняется на специальной операции, называемой затылованием, с целью создания задних углов во всех точках режущих кромок. Благодаря затылованию профиль режущей кромки зуба при переточках по передней грани во всех радиальных сечениях остается неизменным независимо от его сложности при многократных перезаточках. Это является основным достоинством таких фрез наряду с весьма простой и нетрудоемкой по исполнению операцией переточки. Зубья такой формы обладают высокой прочностью, а по мере переточки объем канавок для размещения стружки увеличивается, что благоприятно сказывается на работе фрезы (рис 10.5).
Число зубьев у затылованных фрез значительно меньше, чем у фрез с остроконечными зубьями. При переточке наблюдается большое радиальное биение зубьев, что приводит к увеличению шероховатости обработанной поверхности и снижению стойкости фрез. У фрез с нешлифованным профилем зубьев после термообработки остаются обезуглероженные участки на задней поверхности, снижающие их стойкость.
Фрезы с затылованными зубьями уступают по производительности и качеству обработанной поверхности фрезам с остроконечными зубьями. Однако из-за простоты широко используются при обработке фасонных поверхностей.

 I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AK1UjorBAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxET7tuwjAU3ZH4B+tWYgOnoJYoxSBAqkRH HgPjrX0bR42vg+2G9O/rAanj0XmvNoNrRU8hNp4VPM8KEMTam4ZrBZfz+7QEEROywdYzKfilCJv1 eLTCyvg7H6k/pVrkEI4VKrApdZWUUVtyGGe+I87clw8OU4ahlibgPYe7Vs6L4lU6bDg3WOxob0l/ n36cgrnW18NnOfRWL29b/tC2fAk7pSZPw/YNRKIh/Ysf7oNRsCwWeX9+k5+AXP8BAAD//wMAUEsB Ai0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5cGVz XS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAAX3JlbHMv LnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAAZHJzL3Bp Y3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhAK1UjorBAAAA3QAAAA8AAAAAAAAAAAAAAAAAnwIA AGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACNAwAAAAA= ">
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AK1UjorBAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxET7tuwjAU3ZH4B+tWYgOnoJYoxSBAqkRH HgPjrX0bR42vg+2G9O/rAanj0XmvNoNrRU8hNp4VPM8KEMTam4ZrBZfz+7QEEROywdYzKfilCJv1 eLTCyvg7H6k/pVrkEI4VKrApdZWUUVtyGGe+I87clw8OU4ahlibgPYe7Vs6L4lU6bDg3WOxob0l/ n36cgrnW18NnOfRWL29b/tC2fAk7pSZPw/YNRKIh/Ysf7oNRsCwWeX9+k5+AXP8BAAD//wMAUEsB Ai0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5cGVz XS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAAX3JlbHMv LnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAAZHJzL3Bp Y3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhAK1UjorBAAAA3QAAAA8AAAAAAAAAAAAAAAAAnwIA AGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACNAwAAAAA= "> 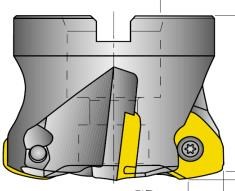 I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AOdSP/PIAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj09LAzEUxO8Fv0N4gpfSZrelf9g2LUUU rCetpfT42Dw3i5uXbRK3q5/eCILHYWZ+w6y3vW1ERz7UjhXk4wwEcel0zZWC49vjaAkiRGSNjWNS 8EUBtpubwRoL7a78St0hViJBOBSowMTYFlKG0pDFMHYtcfLenbcYk/SV1B6vCW4bOcmyubRYc1ow 2NK9ofLj8GkVTMNp6B/25+GLmeV5d7rM9/H7Wam72363AhGpj//hv/aTVrDIphP4fZOegNz8AAAA //8DAFBLAQItABQABgAIAAAAIQAEqzleAAEAAOYBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVu dF9UeXBlc10ueG1sUEsBAi0AFAAGAAgAAAAhAAjDGKTUAAAAkwEAAAsAAAAAAAAAAAAAAAAAMQEA AF9yZWxzLy5yZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABIAAAAAAAAAAAAAAAAALgIA AGRycy9waWN0dXJleG1sLnhtbFBLAQItABQABgAIAAAAIQDnUj/zyAAAAN0AAAAPAAAAAAAAAAAA AAAAAJ8CAABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABAD3AAAAlAMAAAAA ">
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AOdSP/PIAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj09LAzEUxO8Fv0N4gpfSZrelf9g2LUUU rCetpfT42Dw3i5uXbRK3q5/eCILHYWZ+w6y3vW1ERz7UjhXk4wwEcel0zZWC49vjaAkiRGSNjWNS 8EUBtpubwRoL7a78St0hViJBOBSowMTYFlKG0pDFMHYtcfLenbcYk/SV1B6vCW4bOcmyubRYc1ow 2NK9ofLj8GkVTMNp6B/25+GLmeV5d7rM9/H7Wam72363AhGpj//hv/aTVrDIphP4fZOegNz8AAAA //8DAFBLAQItABQABgAIAAAAIQAEqzleAAEAAOYBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVu dF9UeXBlc10ueG1sUEsBAi0AFAAGAAgAAAAhAAjDGKTUAAAAkwEAAAsAAAAAAAAAAAAAAAAAMQEA AF9yZWxzLy5yZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABIAAAAAAAAAAAAAAAAALgIA AGRycy9waWN0dXJleG1sLnhtbFBLAQItABQABgAIAAAAIQDnUj/zyAAAAN0AAAAPAAAAAAAAAAAA AAAAAJ8CAABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABAD3AAAAlAMAAAAA "> 
 I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AJu17mrHAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj0FrAjEUhO+F/ofwCr3VrEpX3RpFlIJI 0arFXh+b183i5mXZRF399Y1Q6HGYmW+Y8bS1lThT40vHCrqdBARx7nTJhYKv/fvLEIQPyBorx6Tg Sh6mk8eHMWbaXXhL510oRISwz1CBCaHOpPS5IYu+42ri6P24xmKIsimkbvAS4baSvSRJpcWS44LB muaG8uPuZBVsv1fr7uch3X+YzWi5uB3oVduTUs9P7ewNRKA2/If/2kutYJD0U7i/iU9ATn4BAAD/ /wMAUEsBAi0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50 X1R5cGVzXS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAA X3JlbHMvLnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAA ZHJzL3BpY3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhAJu17mrHAAAA3QAAAA8AAAAAAAAAAAAA AAAAnwIAAGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACTAwAAAAA= ">
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AJu17mrHAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj0FrAjEUhO+F/ofwCr3VrEpX3RpFlIJI 0arFXh+b183i5mXZRF399Y1Q6HGYmW+Y8bS1lThT40vHCrqdBARx7nTJhYKv/fvLEIQPyBorx6Tg Sh6mk8eHMWbaXXhL510oRISwz1CBCaHOpPS5IYu+42ri6P24xmKIsimkbvAS4baSvSRJpcWS44LB muaG8uPuZBVsv1fr7uch3X+YzWi5uB3oVduTUs9P7ewNRKA2/If/2kutYJD0U7i/iU9ATn4BAAD/ /wMAUEsBAi0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50 X1R5cGVzXS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAA X3JlbHMvLnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAA ZHJzL3BpY3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhAJu17mrHAAAA3QAAAA8AAAAAAAAAAAAA AAAAnwIAAGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACTAwAAAAA= "> 

 I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AGYEI1nGAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj9FqwkAURN8L/YflFnxrNomlanQNpSAW SkETP+CavSbB7N2QXTX+fbdQ8HGYmTPMKh9NJ640uNaygiSKQRBXVrdcKziUm9c5COeRNXaWScGd HOTr56cVZtreeE/XwtciQNhlqKDxvs+kdFVDBl1ke+Lgnexg0Ac51FIPeAtw08k0jt+lwZbDQoM9 fTZUnYuLUVD+JAveFaZNd9Pk+2L222Nxnio1eRk/liA8jf4R/m9/aQWz+G0Bf2/CE5DrXwAAAP// AwBQSwECLQAUAAYACAAAACEABKs5XgABAADmAQAAEwAAAAAAAAAAAAAAAAAAAAAAW0NvbnRlbnRf VHlwZXNdLnhtbFBLAQItABQABgAIAAAAIQAIwxik1AAAAJMBAAALAAAAAAAAAAAAAAAAADEBAABf cmVscy8ucmVsc1BLAQItABQABgAIAAAAIQAzLwWeQQAAADkAAAASAAAAAAAAAAAAAAAAAC4CAABk cnMvcGljdHVyZXhtbC54bWxQSwECLQAUAAYACAAAACEAZgQjWcYAAADdAAAADwAAAAAAAAAAAAAA AACfAgAAZHJzL2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA9wAAAJIDAAAAAA== ">
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AGYEI1nGAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj9FqwkAURN8L/YflFnxrNomlanQNpSAW SkETP+CavSbB7N2QXTX+fbdQ8HGYmTPMKh9NJ640uNaygiSKQRBXVrdcKziUm9c5COeRNXaWScGd HOTr56cVZtreeE/XwtciQNhlqKDxvs+kdFVDBl1ke+Lgnexg0Ac51FIPeAtw08k0jt+lwZbDQoM9 fTZUnYuLUVD+JAveFaZNd9Pk+2L222Nxnio1eRk/liA8jf4R/m9/aQWz+G0Bf2/CE5DrXwAAAP// AwBQSwECLQAUAAYACAAAACEABKs5XgABAADmAQAAEwAAAAAAAAAAAAAAAAAAAAAAW0NvbnRlbnRf VHlwZXNdLnhtbFBLAQItABQABgAIAAAAIQAIwxik1AAAAJMBAAALAAAAAAAAAAAAAAAAADEBAABf cmVscy8ucmVsc1BLAQItABQABgAIAAAAIQAzLwWeQQAAADkAAAASAAAAAAAAAAAAAAAAAC4CAABk cnMvcGljdHVyZXhtbC54bWxQSwECLQAUAAYACAAAACEAZgQjWcYAAADdAAAADwAAAAAAAAAAAAAA AACfAgAAZHJzL2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA9wAAAJIDAAAAAA== "> 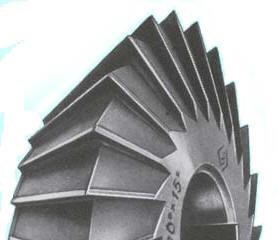 I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh APFZEs/IAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj1trAjEUhN8F/0M4hb4UzSr1wtYorVjx oVC8lL4ekuNmcXOy3URd/31TKPg4zMw3zGzRukpcqAmlZwWDfgaCWHtTcqHgsH/vTUGEiGyw8kwK bhRgMe92Zpgbf+UtXXaxEAnCIUcFNsY6lzJoSw5D39fEyTv6xmFMsimkafCa4K6SwywbS4clpwWL NS0t6dPu7BQcP0ffy9pMVpu3H/1kn7/C+mOolXp8aF9fQERq4z38394YBZNsNIC/N+kJyPkvAAAA //8DAFBLAQItABQABgAIAAAAIQAEqzleAAEAAOYBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVu dF9UeXBlc10ueG1sUEsBAi0AFAAGAAgAAAAhAAjDGKTUAAAAkwEAAAsAAAAAAAAAAAAAAAAAMQEA AF9yZWxzLy5yZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABIAAAAAAAAAAAAAAAAALgIA AGRycy9waWN0dXJleG1sLnhtbFBLAQItABQABgAIAAAAIQDxWRLPyAAAAN0AAAAPAAAAAAAAAAAA AAAAAJ8CAABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABAD3AAAAlAMAAAAA ">
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh APFZEs/IAAAA3QAAAA8AAABkcnMvZG93bnJldi54bWxEj1trAjEUhN8F/0M4hb4UzSr1wtYorVjx oVC8lL4ekuNmcXOy3URd/31TKPg4zMw3zGzRukpcqAmlZwWDfgaCWHtTcqHgsH/vTUGEiGyw8kwK bhRgMe92Zpgbf+UtXXaxEAnCIUcFNsY6lzJoSw5D39fEyTv6xmFMsimkafCa4K6SwywbS4clpwWL NS0t6dPu7BQcP0ffy9pMVpu3H/1kn7/C+mOolXp8aF9fQERq4z38394YBZNsNIC/N+kJyPkvAAAA //8DAFBLAQItABQABgAIAAAAIQAEqzleAAEAAOYBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVu dF9UeXBlc10ueG1sUEsBAi0AFAAGAAgAAAAhAAjDGKTUAAAAkwEAAAsAAAAAAAAAAAAAAAAAMQEA AF9yZWxzLy5yZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABIAAAAAAAAAAAAAAAAALgIA AGRycy9waWN0dXJleG1sLnhtbFBLAQItABQABgAIAAAAIQDxWRLPyAAAAN0AAAAPAAAAAAAAAAAA AAAAAJ8CAABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABAD3AAAAlAMAAAAA ">