Приготовление смеси и формообразование заготовок.
Процесс приготовления смеси включает предварительный отжиг, сортировку порошка по размерам частиц и смешение. Предварительный отжиг порошка способствует восстановлению оксидов и снимает наклеп, возникающий при механическом измельчении исходного материала. Отжигу подвергают обычно порошки, полученные механическим измельчением, электролизом и разложением карбонилов. Отжиг проводят при температуре, равной 0,5...0,6 температуры плавления в защитной или восстановительной атмосфере.
Порошки с размерами частиц 50 мкм и больше разделяют по группам рассеиванием на ситах, а более мелкие порошки - воздушной сепарацией. В металлические порошки вводят технологические присадки различного назначения: пластификаторы (парафин, стеарин, олеиновую кислоту и другие), облегчающие процесс прессования и получения заготовок высокого качества; легкоплавкие материалы, улучшающие процесс спекания; различные летучие вещества для получения деталей с заданной пористостью. Подготовленные порошки смешивают в шаровых, барабанных мельницах и других смешивающих устройствах. Автоматизация процессов приготовления смеси обеспечивает ее качество.
Заготовки из металлических порошков формообразуют прессованием (холодным, горячим), изостатическим формованием, прокаткой и другими.
При холодном прессовании в пресс-форму 2 (рис.1,а) засыпают определенное количество приготовленного порошка 3 и прессуют пуансоном 1. В процессе прессования увеличивается контакт между частицами, уменьшается пористость, деформируются или разрушаются отдельные частицы. Прочность получаемой заготовки обеспечивается силами механического сцепления частиц порошка, электростатическими силами притяжения и трения. С увеличением давления прессования прочность заготовки возрастает. Давление распределяется неравномерно по высоте прессуемой заготовки из-за влияния сил трения порошка о стенки пресс-формы, вследствие чего заготовки получаются с различными прочностью и пористостью по высоте. В зависимости от габаритных размеров и сложности прессуемых заготовок применяют одно- или двустороннее прессование.
Односторонним прессованием получают заготовки простой формы с отношением высоты к диаметру меньше единицы и заготовки типа втулок с отношением наружного диаметра к толщине стенки меньше трех.
Двустороннее прессование (рис.1,б) применяют для формообразования заготовок сложной формы. В этом случае необходимое давление для получения равномерной плотности снижается на 30...40 %. Давление прессования зависит от заданной плотности, формы прессуемой заготовки, вида прессуемого порошка и других факторов. Использование вибрационного прессования позволяет в десятки раз уменьшить прилагаемое давление.
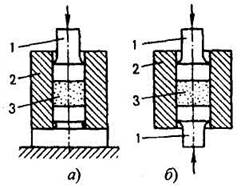
Рис. 1. Схемы холодного прессования: а - одностороннего; б - двустороннего
В процессе прессования частицы порошка подвергаются упругой и пластической деформации, в результате чего в заготовке накапливаются значительные напряжения. После извлечения заготовки из пресс-формы размеры ее увеличиваются в результате упругого последействия.
При горячем прессовании технологически совмещаются процессы формообразования и спекания заготовки. Температура горячего прессования составляет обычно 0,6...0,8 температуры плавления порошка для однокомпонентной системы, или ниже температуры плавления матричного материала композиции, в состав которой входят несколько компонентов. Благодаря нагреву процесс уплотнения протекает гораздо интенсивнее, чем при обычном прессовании. Это позволяет значительно уменьшить необходимое давление прессования. Методом горячего прессования можно получать материалы, характеризующиеся высокими прочностью, плотностью и однородностью структуры. Этот метод применяют для таких плохо прессуемых и плохо спекаемых композиций, как тугоплавкие металлоподобные соединения (карбиды, бориды, силициды).
Основная сложность горячего прессования заключается в выборе материала пресс-формы, который должен иметь достаточную прочность при температурах прессования, не реагировать с прессуемым порошком, быть дешевым. При температурах прессования 500...600 0С в качестве материала применяют жаропрочные стали на основе никеля, при температурах 800...900 0С - твердые сплавы. В случае более высоких температур прессования (до 2500...2600 0С) единственным материалом для пресс-форм служит графит. Однако низкая производительность, малая стойкость пресс-форм (10...12 прессовок), необходимость проведения процесса в среде защитных газов ограничивают применение горячего прессования и обусловливают его использование только в тех случаях, когда другие методы порошковой металлургии не имеют успеха.
С целью повышения производительности процесса и увеличения стойкости пресс-форм в настоящее время проводят исследования и разрабатывают образцы промышленного оборудования, в которых нагрев осуществляется путем пропускания электрического тока непосредственно через прессуемый порошок.
Изостатическое (всестороннее) формование применяют для получения заготовок из композиций с порошковыми и волокнистыми наполнителями. Отсутствие потерь на внешнее трение и равномерность давления со всех сторон дают возможность получать необходимую плотность заготовок при давлениях, значительно меньших, чем при прессовании в закрытых пресс-формах.
В настоящее время применяют три основных вида изостатического формования.
1. Гидростатическое формование, при котором на порошок 3 (рис.2), заключенный в эластичную оболочку 2, передается давление с помощью жидкости, находящейся в сосуде 7 высокого давления. В качестве рабочей жидкости используют масло, глицерин, воду и т.д.
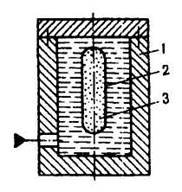
Рис. 2. Схема гидростатического формования
2. Формование с помощью толстостенной эластичной оболочки, вставленной в стальную пресс-форму, с целью получения крупногабаритных заготовок типа труб. Оболочка в данном случае изолирует порошок от стенок инструмента и служит средой, которая передает давление на прессуемые изделия. В качестве материала для оболочек используют парафин, воск, резину.
3. Горячее формование, позволяющее технологически совместить процессы формообразования и спекания. В качестве среды, передающей давление, применяют инертный газ, расплавленные металл или стекло. Прессуемую заготовку помещают в эластичную металлическую оболочку.
Прокатка - один из наиболее производительных и перспективных способов переработки порошковых материалов. Характерными особенностями являются высокая степень автоматизации и непрерывность процесса прокатки. Порошок (рис.3,а) непрерывно поступает из бункера 1 в зазор между валками. При вращении валков 3 происходят обжатие и вытяжка порошка 2 в ленту или полосу 4 определенной толщины. Процесс прокатки может быть совмещен со спеканием и окончательной обработкой получаемых заготовок. В этом случае лента проходит через печь для спекания, а затем снова подвергается прокатке для получения листов заданных размеров. Ленты, идущие на приготовление фильтров и антифрикционных деталей, большей частью не подвергают дополнительной прокатке.
Число обжатий, необходимое для получения беспористой ленты, зависит от пластичности композиции и режимов прокатки. Технологически можно получать ленту из различных материалов (пористых, фрикционных, твердосплавных и других). Применяя бункера с перегородкой (рис.3,б), изготовляют ленты из разных материалов (двуслойные). Прокаткой получают ленты толщиной 0,02...3,0 мм и шириной до 300 мм. Применение валков определенной формы позволяет получать прутки различного профиля, в том числе и проволоку диаметром от 0,25 мм до нескольких миллиметров.
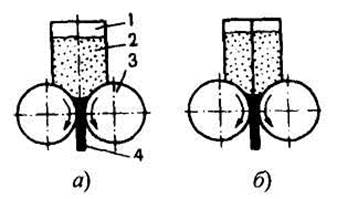
Рис. 3. Схемы прокатки порошков
Способом выдавливания изготовляют прутки, трубы и профили различного сечения. Сущность процесса получения заготовок заключается в выдавливании порошка через калиброванное отверстие пресс-формы. В порошок добавляют пластификатор массой до 10...12 % от массы порошка, улучшающий процесс соединения частиц и уменьшающий трение порошка о стенки пресс-формы. Профиль изготовляемого изделия зависит от формы калиброванного отверстия пресс-формы. Полые профили получают с применением рассекателя. В качестве оборудования используют механические и гидравлические прессы.
Дата добавления: 2016-12-16; просмотров: 2260;
Поиск по сайту
Узнать еще
- Автоматизированное управление топливоподачей и топливоприготовлением.
- АМИНОКИСЛОТНЫЕ СМЕСИ И БЕЛКОВЫЕ ГИДРОЛИЗАТЫ
- Бетонирование пробоин в цементный ящик. Приготовление бетона, основные части и пропорции.
- Бульоны и их приготовление
- Взрыв объемно – детонирующей смеси.
- Виды канифольного клея и его приготовление
- Влияние различных факторов на смещение равновесия (на состав равновесной смеси)
- Внешнее образование топливовоздушной смеси

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
