Разливка стали сверху.
Разливка стали.
Сталь из плавильных печей выпускают в сталеразливочный ковш. C помощью мостового крана ковш транспортируется к месту разливки.
Сталеразливочный ковш (рис. 1) имеет стальной кожух, который изнутри отфутерован шамотовым или магнезитовым огнеупорным материалом, в днище ковша вмонтирован шамотовый или магнезитовый стакан с отверстием, которое очень плотно закрывается огнеупорной пробкой. Пробка навинчивается на стальной стержень стопора, футерованного шамотными трубками. Стопор поднимается и опускается при помощи рычажного механизма вручную или при помощи привода с дистанционным управлением.
Ковш обычно делают объемом, вмещающим всю плавку стали и могут иметь максимальную емкость до 400т (диаметр ковша около 5,5м, высота - около 6м).
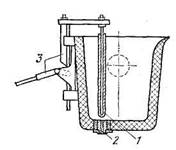
Рис. 1. Сталеразливочный ковш:
1 - стопор; 2 - стакан с отверстием для выпуска стали;
3 - рычажный стопорный механизм
Большие по массе плавки выпускают в два - три ковша. Сталь в ковшах выдерживают некоторое время для выравнивания химического состава, дегазации и всплывания неметаллических включений.
Изложницы представляют собой чугунные (реже стальные) толстостенные формы для получения стальных слитков. Поперечное сечение изложницы выбирают в зависимости от последующей обработки давлением получаемого слитка. Для сортовой прокатки удобнее иметь слитки квадратного сечения, для листовой прокатки - слитки прямоугольного сечения; для ковки получают слитки многогранного или круглого сечения; из слитков круглого сечения изготавливают трубы, колеса.
Для прокатки отливают слитки массой 200кг…25т, легированные и высококачественные стали отливают в слитки массой 500кг…7т, а некоторые сорта высоколегированных сталей разливают в слитки массой несколько килограммов. Максимальная масса слитка может достигать 300т.
Экономически целесообразна разливка стали в крупные слитки, так как при этом сокращаются затраты труда, затраты на огнеупоры, потери металла, уменьшается продолжительность разливки. Однако масса слитка ограничивается мощностью прокатного оборудования и ухудшением качества слитка из-за неравномерности химического состава в различных его местах.
Изложницы имеют высоту в три - пять раз больше поперечного размера.
Для разливки спокойной стали внутренняя поверхность изложницы изготавливается с уширением кверху под углом 3…50, что облегчает извлечение слитков. На изложницы сверху устанавливают угольные прибыльные надставки, футерованные внутри огнеупорной массой. При затвердевании стали ее объем уменьшается примерно на 6%, что приводит к образованию усадочной раковины (пустоты) в теле слитка. В угольной надставке сталь более продолжительно сохраняется в жидком состоянии и питает металлом тело слитка при усадке, уменьшая тем самым глубину распространения усадочной раковины. Для этой же цели иногда нагревают металл в прибыли при помощи электричества, или применяют специальные тепловыделяющие смеси.
Для разливки кипящей стали внутренняя поверхность изложницы изготавливается с уширением книзу под углом также 3…50 ,утепленные надставки не применяются. Выделяющиеся в металле пузырьки сокомпенсируют усадку, образование усадочной раковины не происходит, слиток даже растет вверх. Для предотвращения этого после заливки и некоторой выдержки изложницы закрывают сверху тяжелыми чугунными крышками. С образованием корки твердого металла кипение прекращается.
Существуют два способа разливки стали в изложницы: разливка сверху и разливка сифоном (снизу). Наиболее новым прогрессивным способом является непрерывная разливка стали.
Разливка стали сверху.
При разливке сверху (рис. 2, а) сталь заливают в изложницы непосредственно из ковша. В этом случае исключается расход металла на литники, достаточно проста подготовка оборудования разливки, температура заливаемой стали может быть ниже, чем при сифонной разливке. Однако при разливке сверху сталь падает в изложницу с большой высоты, брызги металла застывают на стенках изложницы и ухудшают поверхность слитка, образуя окисные плены. Окисные плены не свариваются с телом слитка даже при прокатке, после которой необходимо зачищать поверхность заготовки для улучшения ее качества, что является очень трудоемкой операцией.
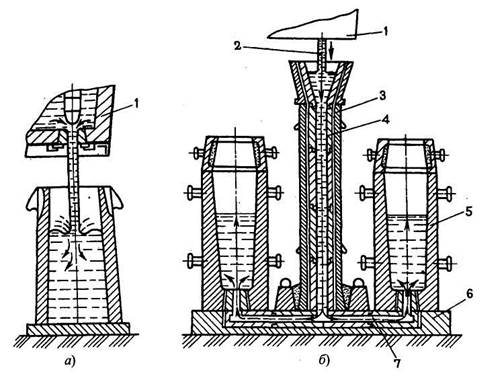
Рис. 2. Разливка стали в изложницы: а - сверху; б - сифоном (снизу)
Разновидностью разливки сверху является разливка стали в инертной атмосфере, например аргоне с целью защиты металла от окисления, что особенно важно для ряда легированных сталей. На изложницу устанавливают специальные устройства, обеспечивающие герметизацию стыка между ковшом и изложницей. В этом устройстве подают аргон под небольшим избыточным давлением. Он вытесняет из изложницы воздух и предохраняет металл от окисления. Содержание кислорода в стали уменьшается в полтора раза.
Дата добавления: 2016-12-16; просмотров: 2596;
Поиск по сайту
Узнать еще
- Апогей сталинизма в политической жизни страны
- Аустенитные хромоникелевые стали
- Борьба за власть после смерти Сталина
- Борьба за власть после смерти Сталина
- Быстрорежущие стали
- В качестве материала для строительных конструкций используются только малоуглеродистые и низколегированные стали.
- В производстве стали
- Вакуумная обработка стали

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
