Непрерывная разливка стали.
Непрерывная разливка стали состоит в том, что жидкую сталь из ковша через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна - кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 4 (рис. 3). Перед заливкой металла в кристаллизатор вводят затравку, образующую его дно. Жидкий металл, попадая в кристаллизатор и на затравку, охлаждается, затвердевает, образуя корку, и соединяется с затравкой. Затравка тянущими валками 5 вытягивается из кристаллизатора вместе с затвердевающим слитком, сердцевина которого еще жидкая. Скорость вытягивания слитка из кристаллизатора зависит от его сечения. Например, скорость вытягивания слитков с сечением от 150´500 до 300´2000 мм около 1 м/мин.
На выходе из кристаллизатора слиток охлаждается водой из форсунки в зоне 6 вторичного охлаждения. Затем затвердевший слиток попадает в зону 7 резки, где он разрезается газовым резаком 8 на куски заданной длины. Таким способом отливают слитки с прямоугольным поперечным сечением (150´500…300´2000 мм), с квадратным сечением (150´150…400´400 мм), круглые, в виде толстостенных труб.
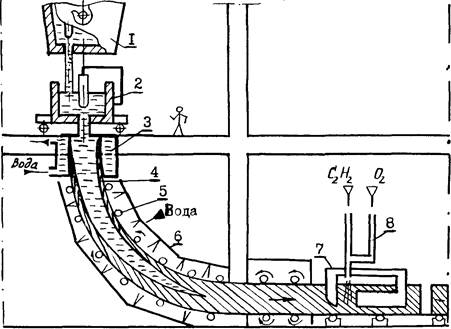
Рис. 3. Схема машины непрерывного литья заготовок (МНЛЗ)
Машины непрерывного литья могут иметь несколько кристаллизаторов, что позволяет одновременно получать несколько слитков, которые могут быть прокатаны на сортовых станах, минуя блюминги и слябинги.
Установки для непрерывной разливки стали бывают вертикального и радиального типа.
Существенным недостатком вертикальных установок является их большая высота - до 45м; в ряде случаев установки частично размещаются ниже уровня пола цеха в глубоких колодцах. По этому тенденция последнего времени - более широкое использование установок радиального типа. Такие установки имеют небольшую высоту, их стоимость значительно меньше. Недостаток состоит в трудности извлечения изогнутого слитка при аварии.
Производительность установок при вытягивании одного слитка 100…150 т/ч.
Непрерывная разливка имеет ряд существенных технико-экономичеких преимуществ. Исключена необходимость иметь большое количество изложниц (стойкость изложниц 60…100 разливок), поддонов и другого оборудования. Вследствие направленного затвердевания и непрерывного питания при усадке слитки непрерывной разливки имеют плотное строение и мелкозернистую структуру, лучшее качество поверхности слитков, в них отсутствуют усадочные раковины. Выход годных заготовок может достигать 96…98% массы разливаемой стали.
Дата добавления: 2016-12-16; просмотров: 2389;
Поиск по сайту
Узнать еще
- В качестве материала для строительных конструкций используются только малоуглеродистые и низколегированные стали.
- Виды термической обработки металлов. Основы теории термической обработки стали.
- Влияние азота на свойства стали.
- Влияние водорода на свойства стали.
- Влияние легированных элементов на свойства стали.
- Влияние постоянных примесей на углеродистые стали.
- Жаропрочные и жаростойкие стали.
- Закаливаемость и прокаливаемость стали.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
