РОБОТИЗИРОВАННЫЕ ТЕХНОЛОГИЧЕСКИЕ КОМПЛЕКСЫ
Роботизация металлорежущих станков – способ автоматизации механообрабатывающего производства, основанный на применении промышленных роботов (ПР) для обслуживания технологического оборудования в целях исключения ручного труда.
Промышленный робот – автоматическая машина, стационарная или передвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, и перепрограммируемого устройства программного управления (ПУ) для выполнения в производственном процессе двигательных и управляющих функций. Важнейшей характеристикой ПР, определяющей в значительной степени область их применения, служит компоновка, отличающаяся совокупностью ряда признаков: видом системы координат основных движений и ее ориентацией; числом степеней подвижности и движений; числом захватных устройств.
Применяемость ПР в наибольшей степени определяется:
- номинальной грузоподъёмностью;
- структурной кинематической схемой;
- видом управления;
- геометрическими, скоростными и точностными показателями степеней подвижности.
С помощью ПР на металлорежущих станках автоматизируются следующие основные операции:
- установка заготовок в рабочую зону станка;
- снятие деталей со станка и раскладка их в тару (накопитель);
- передача деталей от станка к станку;
- кантование деталей (заготовок) в процессе обработки;
- контроль размеров деталей;
- очистка баз деталей и базирующих поверхностей приспособлений;
- смена инструмента.
Роботизированная технологическая линия (РТЛ) – совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемого одним или несколькими ПР для выполнения операций в принятой технологической последовательности.
Роботизированный технологический участок (РТУ) – совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими ПР, в которой предусмотрена возможность изменения последовательности использования технологического оборудования.
В механообработке используются ПР подвесного, напольного и встраиваемого видов. На базе одних и тех же моделей станков могут создаваться РТК различных компоновок, обладающими различными технологическими и техническими возможностями.
Наибольшее распространение получили следующие компоновочные решения РТК:
- одностаночные – из одного станка, обслуживаемого ПР, расположенным над станком (подвесным ПР), рядом со станком (напольным ПР) или встроенным в станок;
- многостаночные линейные и линейно-параллельные на базе портальных ПР;
-многостаночные круговой компоновки с применением напольных ПР.
Линейные компоновки РТК имеют следующие особенности: занимают меньшую производственную площадь, чем комплексы круговой компоновки; обеспечивают переналадку и ремонт оборудования без останова работы всего комплекса, возможность визуального наблюдения за работой оборудования; обеспечивают безопасные условия работы обслуживающего персонала и обслуживание одним ПР трех станков и более.
Круговые компоновки РТК определяются отличительными признаками применяемых напольных ПР, в том числе меньшей материалоемкостью и простотой проведения профилактических работ и ремонта ПР.
На РТК подача заготовок и инструментов может также производится транспортным конвейером из накопителя. При этом РТК обслуживается посредством подвесного транспортного робота (см. рис. 5).
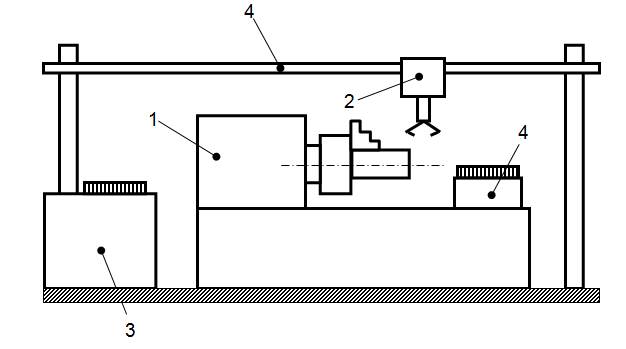
Рис.5. Схема РТК с подвесным транспортным роботом: 1 – станок, 2 – подвесной транспортный робот; 3 – накопитель заготовок и деталей; 4 – инструментальный магазин; 5 – подвесная транспортная линия.
Подвесной транспортный робот имеет манипулятор и обеспечивает в режиме обмена за одну позицию снятие готовой детали и установку заготовки в зажимном патроне технологического оборудования. Таким же образом осуществляется замена и установка инструментального блока в инструментальную головку станка. Управление функционированием технологического оборудования, подвесным роботом и транспортным конвейером осуществляется единой системой управления. Такая компоновка РТК позволяет обслуживать одним подвесным роботом несколько станков с единого накопителя при минимальных затратах на производственную площадь.
На рис. 6 приведен робототехнический комплекс, когда заготовки комплектуются на поворотном восьмипозиционном столе, а инструмент помимо инструментального магазина на станке имеет пять инструментальных накопителей вертикального типа, которые связаны со станком посредством подвесного транспортного робота. Модули такого типа могут быть связаны транспортным конвейером без специального накопителя поворотного типа. Шаговый конвейер – накопитель паллет с четырьмя, шестью или восемью заготовками – позволяет длительное время вести обработку с ограниченным участием оператора.. Такой РТК может легко встраиваться в ГПС; в этом случае паллеты перегружаются на шаговый конвейер-накопитель роботом или робокаром.
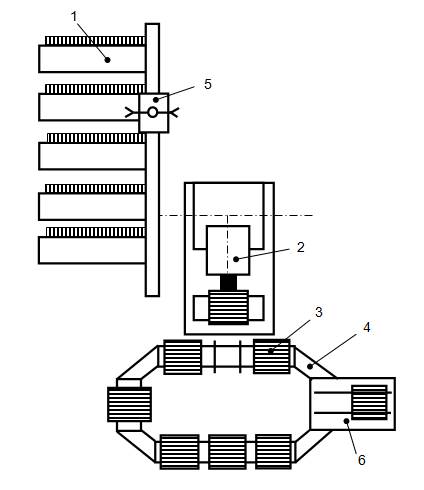
Рис. 6. Робототехнический комплекс, состоящий из производственного модуля и инструментального накопителя: 1 – инструментальный магазин;2 – ОЦ; 3 – паллеты; 4 – поворотный восьмипозиционный стол; 5 – подвесной транспортный робот;
6 – поворотная платформа.
Робототехнический комплекс, приведённый на рис. 7 состоит из двух производственных модулей и одного транспортного накопителя линейного типа. Стационарный накопитель имеет взаимосвязь с производственным модулем посредством передвижной транспортной платформы. Заготовки со стендов на станок перегружаются с помощью двухтактного стола по направляющим. Загрузка заготовок в накопитель может осуществляться роботом, робокаром или вручную; при малом времени обработки возможна смена заготовок на нескольких стендах сразу. Подача инструмента из накопителя осуществляется автономно и независимо. Отсутствие конвейера упрощает конструкцию, увеличивает надежность РТК и позволяет легко встраивать любой промышленный модуль в производственную систему.
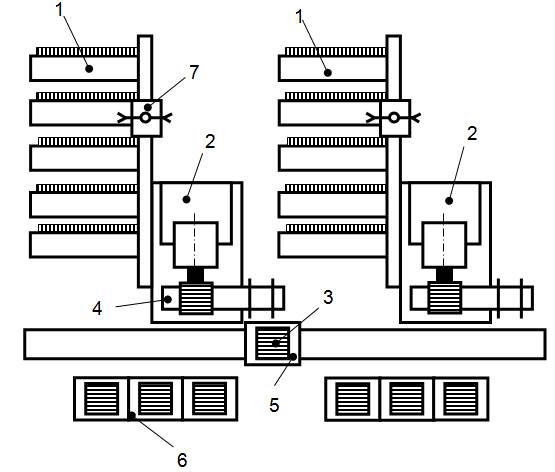
Рис.7. Робототехнический комплекс, состоящий из двух производственных модулей и одного транспортного накопителя линейного типа: 1 – инструментальный магазин; 2 – ОЦ; 3 – паллеты; 4 – двухтактный стол; 5 – передвижная транспортная платформа; 6 – стационарный накопитель; 7 – подвесной транспортный робот.
Дата добавления: 2016-12-16; просмотров: 6545;
Поиск по сайту
Узнать еще
- А- технологические этапы изготовления
- Автоматизированные поисковые комплексы
- Автоматизированные раскройные комплексы
- АГРОТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ВОЗДЕЛЫВАНИЯ КОРНЕПЛОДОВ
- Важнейшие технологические процессы заготовительного производства в машиностроении
- Важнейшие технологические процессы капитального строительства
- Важнейшие технологические процессы обрабатывающего производства в машиностроении
- Важнейшие технологические процессы пищевой промышленности

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
