Высокопрочных болтах на сдвиг
Расчет болтовых соединений на изгиб и поперечную силу
Накладки на стенке (рис.5) рассчитываются на часть изгибающего момента, приходящегося на стенку, и на поперечную силу. В соответствии с гипотезой плоских сечений горизонтальные усилия в болтах N от изгибающего момента возрастают, начиная от нейтральной оси по линейному закону. Внешний изгибающий момент должен быть воспринят суммой внутренних пар от усилий в болтах:
 , (8)
, (8)
где m - число вертикальных рядов на половине накладки;
Ni, yi - усилия в болтах и расстояния между ними:





 (9)
(9)
В этих же болтах возникают вертикальные усилия от поперечной силы Q, которая распределяется равномерно между накладками:
 (10)
(10)
где n - число болтов на накладке по одну сторону стыка.
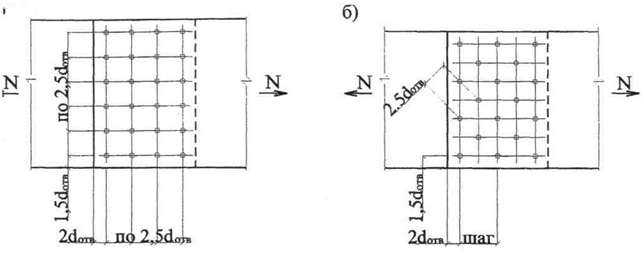
Размещение отверстий - рис.4.
 (11)
(11)
Равнодействующее усилие, приходящееся на один крайний болт:
Рис.4. Размещение отверстий под болты:
а - рядовое;
б - шахматное
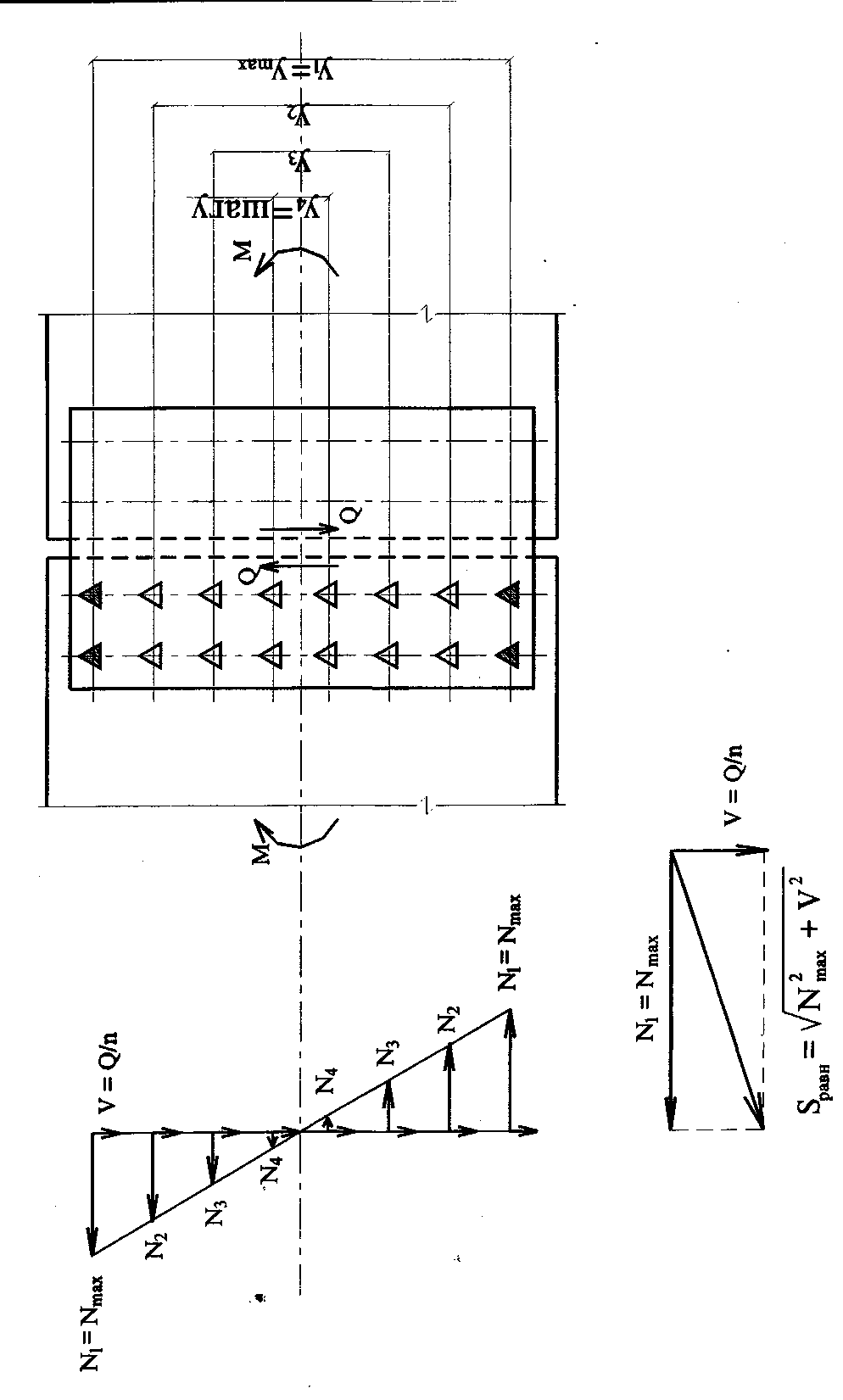 Рис.5. Расчетная схема работы высокопрочных болтов в соединении элементов с помощью накладок при действии изгибающего момента и поперечной силы
Рис.5. Расчетная схема работы высокопрочных болтов в соединении элементов с помощью накладок при действии изгибающего момента и поперечной силы
Лекция №9
СВАРНЫЕ СОЕДИНЕНИЯ
Достоинства и недостатки сварных соединений
Основные достоинства сварных соединений:
1) высокая прочность и надежность при нормальной эксплуатации;
2) возможность соединения без вспомогательных деталей;
3) простота конструктивной формы;
4) экономия металла;
5) возможность механизации и автоматизации процесса сварки.
Недостатки:
1) деформация изделий от усадки сварных швов;
2) наличие остаточных напряжений в конструкции, что способствует хрупкости.
Способы сварки стальных конструкций
Основной вид сварки - электродуговая плавящимися электродами.
Ручная сварка - наиболее медленный и трудоемкий вид сварки.
При ее применении соединение получается более низкого качества, чем при механизированных способах. Обладает свойством универсальности, так как может производиться в любом положении и в труднодоступных местах.
Применяемые электроды: Э42, Э42А, Э46, Э46А, Э50, где цифрой обозначен предел прочности на разрыв наплавленного металла в кг/мм2.
Автоматическая и полуавтоматическая сварка под слоем флюса. На место сварки подается флюс и электродная проволока. Сварочная дуга расплавляет проволоку, основной металл и часть флюса. Преимущества: высокое качество и большая производительность. Недостаток - сварка производится только в нижнем положении.
Полуавтоматическая сварка в среде защитного газа. К месту сварки подается электродная проволока и углекислый газ, который оттесняет воздух из зоны горения дуги. Преимущества: можно варить в любом положении (производительность на 15÷20% выше, чем при полуавтоматической сварке под слоем флюса). Недостатки: углекислый газ может сдуваться ветром, а в замкнутых пространствах может вызвать отравление сварщика.
Электрошлаковая сварка применяется для сварки толстых (свыше 20 мм) элементов. Листы устанавливаются с зазором 20÷40 мм, низ зазора ограничен стальной прокладкой, а по бокам - медными ползунами, которые охлаждаются водой. Ползуны движутся в направлении сварки, а в зону сварки подается электродная проволока.
Другие виды сварки (контактную, газовую) применяют в строительстве реже.
Для сварки конструкций из алюминиевых сплавов применяется автоматическая и полуавтоматическая электродуговая сварка в среде инертного газа - аргона. Подающаяся к сварочной ванне струя аргона стабилизирует горение дуги, способствует разрушению окисных пленок свариваемых изделий и защищает сварочную ванну от соприкосновения с воздухом.
Применяются две разновидности аргонно-дуговой сварки:
а) неплавящимся вольфрамовым электродом с подачей присадочной проволоки;
б) плавящимся электродом, который под воздействием дуги, горящей между ним и свариваемым изделием, плавится, образуя с расплавленным основным металлом сварной шов.
Типы сварных соединений и швов
1. Встык - рис.1, а.
2. Внахлестку:
а) фланговыми швами (усилие действует вдоль шва) - рис.1, б;
б) лобовыми швами (усилие действует поперек шва) - см. рис.1, б.
3. Комбинированные - рис.1, д.
Сварные швы в соединениях подразделяются по ряду признаков:
1) по конструкции шва - стыковые, угловые (фланговые и лобовые) (рис.1,б);
2) по назначению - рабочие (передающие усилия) и конструктивные (связующие);
3) по положению в пространстве при их выполнении - нижние, вертикальные и потолочные (рис.2);
4) по протяженности - сплошные и прерывистые,
5) по числу слоев, накладываемых при сварке - однослойные (однопроходные) и многослойные (многопроходные);
6) по месту производства - заводские и монтажные;
7) по форме шва при сварке с обработанными кромками - Х-, К-, V-, U-, Y-образные (рис.3).
Расчет сварных соединений
При сварке встык сварной шов заменяет основной металл элемента в месте соединения, поэтому напряжения сравнивают с расчетными сопротивлениями сварных швов.
Расчет сварных стыковых соединений на центральное растяжение или сжатие следует производить по формуле:
 (1)
(1)
где t - наименьшая толщина соединяемых элементов;
lw - расчетная длина шва, равная полной его длине, уменьшенной на 2˖t, или полной его длине в случае выводов концов шва за пределы стыка;
Rwy - расчетное сопротивление растяжению. При достижении металлом предела текучести вместо Rwy следует принимать Rwy /γu, где Rwy- расчетное сопротивление стыковых сварных соединений сжатию, растяжению, изгибу по временному сопротивлению,
γu - коэффициент надежности по временному сопротивлению;
γc - коэффициент условий работы конструкции (0.8-1.1). Расчет сварных стыковых соединений выполнять не требуется при применении сварочных материалов при полном проваре соединяемых элементов и физическом контроле качества шва.
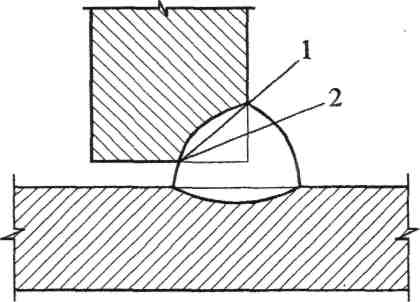
Сварные соединения с угловыми швами при действии продольной и поперечной сил следует рассчитывать на срез (условный) по двум сечениям (рис.4): 1 - сечение по металлу шва, 2 - сечение по металлу границы сплавления.
Сечение 1 - по металлу шва:
 (2)
(2)
Сечение 2 - по металлу границы сплавления:
 (3)
(3)
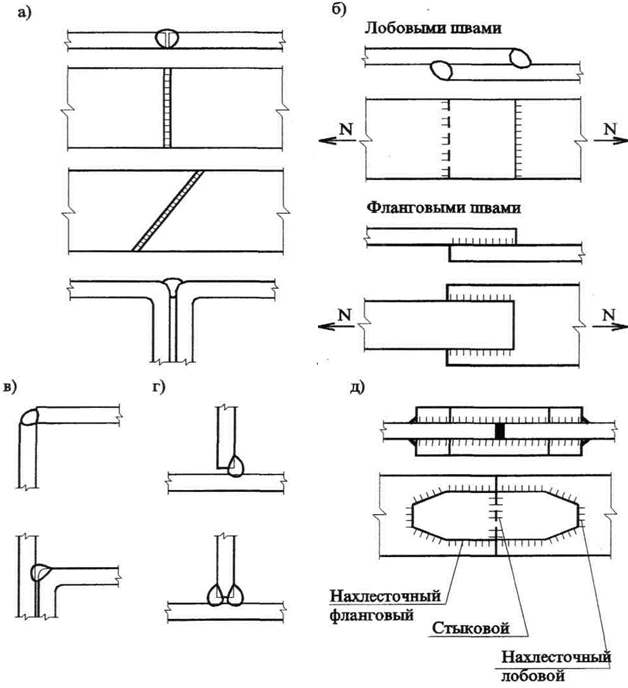
Рис. 1. Виды сварных соединений:
а - стыковое;
б - внахлестку;
в - угловое;
г - тавровое;
д – комбинированное
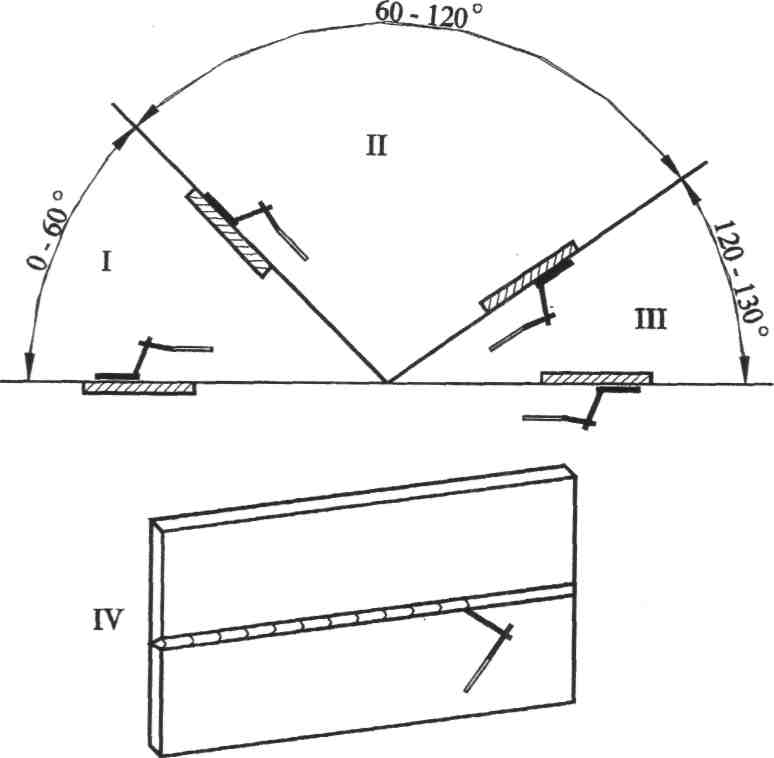
Рис 2. Положение сварных швов в пространстве:
I - нижнее; II - вертикальное; III - потолочное; IV - горизонтальное на вертикальной плоскости
где βf, βz - коэффициенты, принимаемые при сварке элементов из стали с пределом текучести до 580 МПа (5900 кг/см2) - по [4, табл.34], в остальных случаях βf = 0.7 и βz = 1;
kf - катет углового шва;
lw - расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
γwf, γwz - коэффициенты условий работы шва, равные 1 во всех случаях, кроме конструкций, возводимых в климатических районах I1 , I2 , II2 и II3, для которых γwf = 0.85 для металла шва с нормативным, сопротивлением
Rwun = 410 МПа (4200 кг/см2) и γwz = 0.85 для всех сталей;
γc - коэффициент условий работы для конструкции.
Расчет сварных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:
по металлу шва  (4)
(4)
по металлу границы сплавления  (5)
(5)
где Wf - момент сопротивления расчетного сечения по металлу шва;
Wz - момент сопротивления расчетного сечения по металлу границы сплавления.
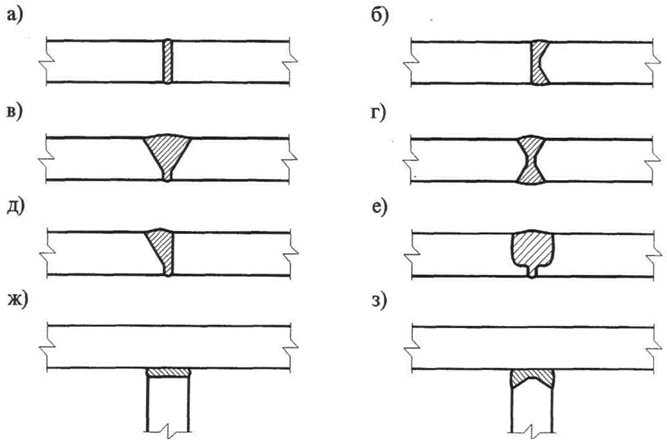
Рис. 3. Виды сварных швов:
стыковой:а - без разделки кромок;
б - К-образный;
в - V-образный;
г - Х-образный;
д- У-образный;
е - U-образный;
тавровый: ж - без разделки кромок;
|
з - со сплошным проплавлением
Рис. 4. Схема расчетных сечений сварного соединения с угловым швом:
1 - сечение по металлу шва;
2 - сечение по металлу границы сплавления.
Лекция №10
Дата добавления: 2016-12-16; просмотров: 2937;
Поиск по сайту
Узнать еще
- Cдвиг ветра. Воздействие на взлёт и посадку ВС. Рекомендации по выполнению полётов и управлению воздушным движением в условиях сдвига ветра.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- III. Сдвиги в воспроизведении интенсивности
- ВОПРОС 14. РАСЧЁТ НА ПРОЧНОСТЬ БОЛТА ПРИ РАЗЛИЧНЫХ СЛУЧАЯХ НАГРУЖЕНИЯ (БОЛТ НАГРУЖЕН СИЛОЙ СДВИГАЮЩЕЙ ДЕТАЛИ И ПОСТАВЛЕН С ЗАЗОРОМ И БЕЗ ЗАЗОРА)
- Горизонтальный сдвиг ветра
- Демонстрация отсутствия сдвига фаз между током и напряжением на резисторе.
- Демонтаж коренных подшипников сдвигом по центру в сторону.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
