Технологической особенностью сварки на остающейся стальной подкладке является необходимость обеспечить плотное прилегание подкладок с зазором не более 1 мм.
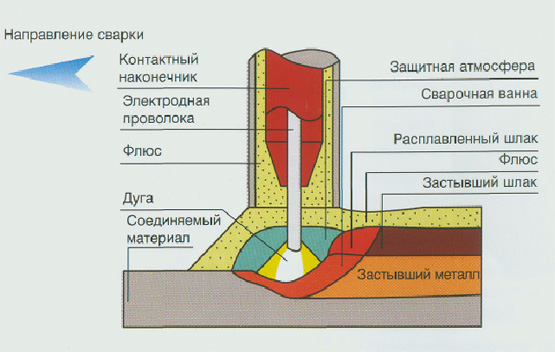
Флюсы выполняют следующие функции: изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва.
Лучшая изолирующая способность у флюсов с плотным строением частиц- мелкими гранулами. Однако при плотной укладке частиц флюса ухудшается формирование поверхности шва. Достаточно эффективная защита сварочной ванны от атмосферного воздействия обеспечивается при определенной толщине слоя флюса.
Необходимая высота слоя флюса сварки низкоуглеродистых и низколегированных сталей на различных режимах следующая:
Сварочный ток, А 200–400  600–800 1000-1200
600–800 1000-1200
Высота слоя флюса, мм 25 – 35 35 – 40 45 – 60.
Дуговая сварка в защитном газе (MIG/MAG) это сварка, при которой дуга и расплавленный металл для предохранения от контакта с воздухом находятся в защитном газе, подаваемом в зону сварки с помощью сварочной горелки.
Для защиты сварочной ванны от воздуха применяют углекислый газ. Сварку производят плавящимся электродом, который представляет собой тонкую проволоку, подаваемую по шланг-пакету вместе с газом в зону сварки.
Для защиты сварочной ванны могут применяться смеси газов. Например :
в СО2 добавляют кислород в количестве до 5%.
Для изменения формы проплавления в аргон добавляют 3-5% кислорода или 15-25% СО2.
Особенностью сварки в СО2 по сравнению со сваркой в других защитных газах является необходимость применения сварочных проволок с повышенным содержанием элементов раскислителей – кремния и марганца.
Явления наиболее правильно отражают сущность сварки MIG/MAG: нагрев и плавление основного и присадочного металла осуществляется теплотой от электрической дуги между электродом и изделием, а защита расплавленных металлов инертными или активными газами.
Ручная аргонодуговая сварка (TIG) выполняется с помощью специальной горелки, через которую подается защитный газ - аргон, гелий или их смесь. В горелке закреплен неплавящийся электрод из вольфрамового прутка, имеющего высокую температуру плавления (4500 0 С). Присадочный металл подаётся сварщиком в зону сварочной дуги в ручную.
Сущность дуговой сварки неплавящимся электродом. Дуга горит между неплавящимся электродом и изделием, а защита дуги осуществляется защитным газом.
Дата добавления: 2019-09-30; просмотров: 923;
Поиск по сайту
Узнать еще
- III. 7. Рост и развитие. Необходимость изменения стратегии
- L.3. Состояние российской системы образования и необходимость ее
- PCI является стандартной шиной для подключения периферийных устройств. Среди них можно отметить сетевые карты, модемы, звуковые карты и платы захвата видео.
- Автоматизация технологической подготовки производства
- АКЦЕНТ НА ПОТРЕБНОСТИ БОЛЕЕ ВЫСОКОГО ПОРЯДКА
- Анализ наилучшего и наиболее эффективного использования
- Анализ наилучшего и наиболее эффективного использования собственности как улучшенной
- Анализ организационно-технологической схемы проектируемого потока

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
