Контактная шовная сварка.
В соответствии с ГОСТ 2601-84 контактной сваркой называется сварка с применением давления, при которой используется теплота, выделяющаяся в контакте свариваемых частей при протекании электрического тока.
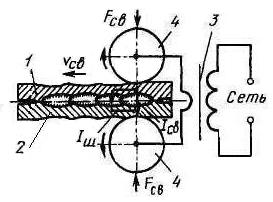
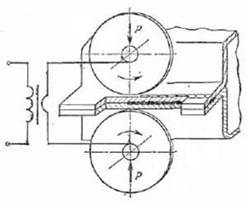
Рис.1 Схема процесса.
При шовной сварке (рис.1)получают сварное соединение между вращающимися дисковыми электродами, которые к свариваемым деталям подводят ток и передают на них силу сжатия. При шовной сварке также необходимо образование литого ядра в каждом месте сварки. Все точки (с перекрывающимися или не перекрывающимися литыми ядрами) образуют сварной шов прямо- или криволинейной формы.
Первой стадией процесса является сжатие деталей электродами с целью формирования сварочной цепи и создания оптимальных электрических контактов электрод - деталь и деталь - деталь в зоне сварки.
Вторая стадия процесса начинается с момента протекания сварочного тока через свариваемые детали. В начальный период протекания тока наибольшее количество теплоты выделяется в контакте деталь – деталь, так как его сопротивление наибольшее. Это приводит к интенсивному нагреву приконтактных слоев металла и их пластическому деформированию под действием силы.
Третьей стадией процесса сварки является кристаллизация жидкого металла ядра, которая начинается после выключения сварочного тока. Кристаллизация протекает в условиях замкнутости объема ядра под действием сжатия и охлаждения со стороны электродов. Сила сжатия на стадии кристаллизации ядра называется ковочной.
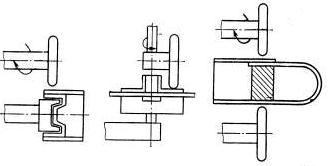 Варианты двухсторонней шовной сварки приведены на рис.2, варианты односторонней шовной сварки на подвижной и неподвижной шинах на рис.3.
Варианты двухсторонней шовной сварки приведены на рис.2, варианты односторонней шовной сварки на подвижной и неподвижной шинах на рис.3.
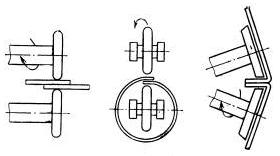
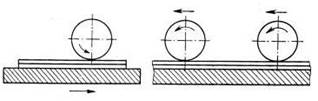
Рис.2
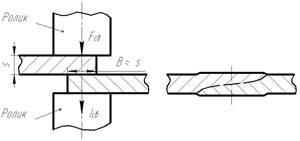
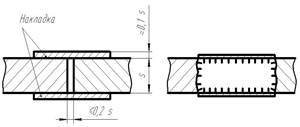
Рис.3
К технологическим параметрам процесса контактной шовной сварки относятся:
IСВ – сварочный ток, А;
VСВ– скорость сварки, м/мин;
FСВ – сила сжатия деталей при сварке, кН;
tСВ – время сварки, сек;
tП – время паузы, сек;
FК – сила проковки, кН;
tК – время проковки, сек ;
DР – диаметр роликов, мм;
RР – радиус кривизны, мм;
SР – ширина роликов, мм;
fР – ширина рабочей поверхности роликов, мм.
Режимы сварки для различных материалов приведены в таблицах 1, 2, 3 и 4.
Таблица 1. Ориентировочные режимы шовной сварки низкоуглеродистых сталей (типов 08кп, 10,20) на однофазных машинах переменного тока
| Толщина деталей, мм | IСВ, кА | tСВ, с | tП, с | FСВ, кН | VСВ, м/мин |
| 0,5 0,8 1,2 1,5 | 7...8 8,5...10 10,5...12 12...13 13...14,5 15,5..17 18...20 | 0,02...0,04 0,04...0,06 0,06...0,08 0,08...0,1 0,12...0,14 0,16...0,18 0,24...0,32 | 0,04...0,06 0,04...0,08 0,08...0,1 0,1...0,12 0,12...0,14 0,18...0,22 0,28...0,34 | 1,5...2 2...3 3...4 4...5 5...6 7...8 10...11 | 1,2...1,4 1...1,2 0,8...0,9 0,7...0,8 0,6...0,7 0,5...0,6 0,4.„0,5 |
Таблица 2. Ориентировочные режимы шовной сварки жаропрочных сплавов (ХН75МБТЮ6, ХН38ВТ6, ХН70Ю) на однофазных машинах переменного тока
| Толщина деталей мм | IСВ, кА | tСВ, с | tП, с | FСВ, кН | VСВ, м/мин |
| 0,5 0,8 1,5 | 4,5…7 6…8,5 6,5…9,5 8…11,5 9,5…13,5 12...16 | 0,08…0,12 0,1…0,16 0,14...0,18 0,2…0,26 0,24…0,32 0,36...0,46 | 0,08…0,14 0,16...0,22 0,24…0,28 0,38…0,5 0,48…0,6 0,6...0,78 | 5…8,5 6...I0 7…11 9... 13 10... 14 12...17 | 0,5...0,6 0,3…0,45 0,3…0,45 0,25...0,4 0,2…0,35 0,15…0,25 |
Таблица 3. Ориентировочные режимы шовной сварки титановых сплавов на однофазных машинах переменного тока
| Толщина деталей, мм | IСВ, кА | tСВ, с | tП, с | FСВ, кН | VСВ, м/мин |
| 0,5 0,8 I 1,5 | 5...6 5...6 6...6,5 8...9 9...10 11...12,5 | 0,1...0,12 0,12...0,14 0,12...0,14 0,18...0,2 0,2...0,22 0,28...0,3 | 0,14...0,18 0,14...0,18 0,18...0,24 0,З...0,36 0,32...0,4 0,34...0,48 | 2...2,5 3...3,5 3,5...4 4,5...5,5 5,5...6,5 9... 11 | 0,9...1 0,8...0,9 0,7...0,8 0,6...0,7 0,5...0,6 0,3...0,4 |
Таблица 4. Ориентировочные режимы шовной сварки Al сплавов на низкочастотных машинах и машинах постоянного тока
| Толщина деталей, мм | IСВ, кА | tСВ, с | FСВ, кН | Величина шага, мм | VСВ, число точек в минуту |
| 1,5 2,5 | 0,1 0,12 0,14 0,18 0.2 | 6,6 9,5 | 1,5 2,5 3.8 4,2 4.2 |
Шовная сварка широко используется для соединения внахлестку деталей толщиной 0,3...4 мм. Как правило, она обеспечивает получение плотных швов, когда каждая последующая точка перекрывает на 25-40 % предыдущую. При сварке, как правило используют типовые циклограммы процесса (Рис.4).
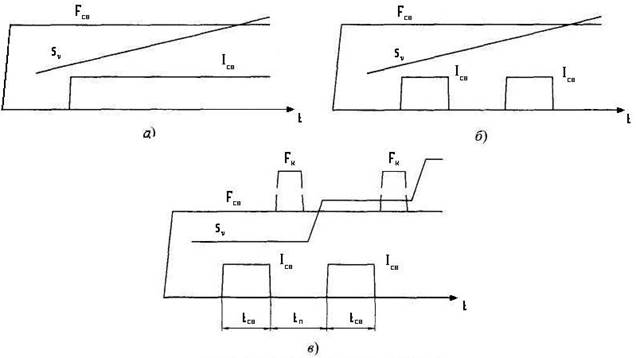
Рис. 4 Типовые циклограммы шовной сварки.
Сварка с непрерывным включением тока (Рис.4, а) позволяет резко увеличить скорость сварки, но из-за повышенного тепловложения расширяется зона термического влияния, перегреваются электроды, возрастает шунтирование тока через ранее сваренный участок шва и увеличивается вероятность непроваров.
Присварке отдельными импульсами тока (Рис.4, б), во время паузы между импульсами за время tП ролики и детали успевают частично охладится, поэтому возрастает стойкость роликов, уменьшается зона термического влияния, снижаются остаточные деформации.
При сварке в шаговом режиме (Рис.4, в) во время остановки роликов включается ток и прикладывается повышенная сила проковки, т.е. кристаллизация и обжатие расплавленного металла происходят под давлением электродов. Появляется возможность сваривать материалы склонные к возникновению в литом ядре трещин, пор и других дефектов усадочного характера.
Схема конструктивных элементов показана на рис.5.
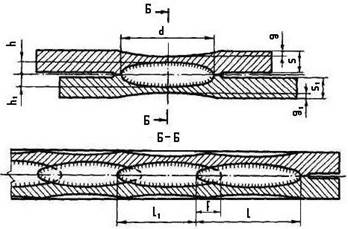
Рис.5 Схема конструктивных элементов.
S и S1–толщины деталей;
d - ширина шва (диаметр сварной точки);
h и h1–глубины (величины) проплавления деталей;
g и g1–глубины вмятин от электродов на деталях;
t – расстояние (шаг) между центрами соседних точек в ряду;
l – длина литой зоны ядра;
l1–длина не перекрытой части литой зоны ядра;
f – величина перекрытия литых зон;
Примеры использования контактной шовной сварки приведены на рис.6
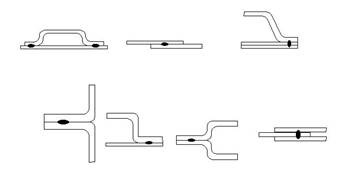
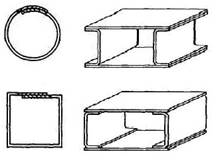
Рис.6
Контактная сварка - термомеханический процесс. В соответствии с этим определением оборудование для контактной сварки состоит из двух взаимосвязанных частей:
- электрической, обеспечивающей нагрев зоны соединения проходящим по свариваемым деталям током;
- механической, выполняющей сжатие свариваемых деталей, подвод к ним сварочного тока, перемещение деталей во время сварки и необходимую пластическую деформацию металла в зоне соединения.
На рис. 8 приведена структурная схема контактной машины.
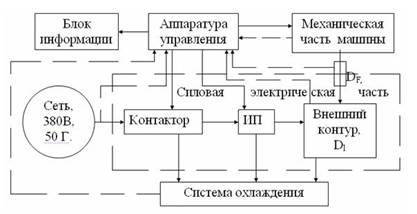
Рис.10 Структурная схема контактной машины.
Электрическая часть контактной машины состоит из ряда функциональных блоков. Среди них: внешний контур - совокупность токоведущих элементов машины (гибкие и жесткие шины, консоли или хоботы, колодки, угольники, электродержатели, электроды и др.) и контактов между ними, передающих сварочный ток от источника питания (выводных колодок сварочного трансформатора) к свариваемым деталям. Механическая часть контактной машинывключает в себя комплекс конструктивных элементов (корпуса, станины, кронштейны, хоботы, упоры, электрододержатели и др.), обеспечивающих жесткость, маневренность, эксплуатационную надежность контактной машины, и механизмы, выполняющие закрепление, сжатие и перемещение свариваемых деталей. Для контактных машин существуют условные обозначения (Рис.11)
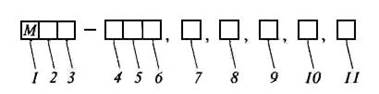
Рис.11 Структура условных обозначений контактных машин.
1 – обозначение изделия (машина контактная);
2 – обозначение машины по виду соединения (Т - точечная, Ш - шовная,
Р - рельефная, С - стыковая);
3–обозначение машины по конструктивному исполнению и (или) типу
источника тока (В - с выпрямлением тока во вторичном контуре,
К - конденсаторная, Н - низкочастотная, Р - радиальная, П - подвесная,
С - стыковая сварка сопротивлением, О - оплавлением);
4 – наибольший вторичный ток в кА (для точечных, шовных, рельефных
машин и для стыковой сварки сопротивлением) или сила осадки в
десятках кН (сварка оплавлением);
5 – номер модификации машины (две цифры);
6–вид климатического исполнения поГОСТ 15150- 89;
7 – группа машин по нормируемым техническим требованиям;
8 – напряжение сети;
9 –частота питающей сети;
10– слово «экспорт» (для машин, предназначенных на экспорт);
11 – обозначение технических условий на конкретную машину или
стандарта для машин, предназначенных на экспорт.
Достоинства:
Высокая производительность; образование герметичных соединений без вспомогательных материалов; простота технологического процесса; минимальные остаточные деформации (в пределах 10%); практически отсутствуют коробления и зона термического влияния; легкость механизации и автоматизации.
Недостатки:
Узкий диапазон свариваемых толщин (0,1…5 мм); ограничение по видам соединения (в основном нахлесточые) и геометрии шва (прямолинейные, кольцевые швы); невозможность сварки деталей сложной формы (т.к. необходимо место для роликов); шунтирование тока.
Список использованной литературы:
1. Технология и оборудование контактной сварки: Учебник для машиностроительных вузов/ Орлов Б.Д., Чакалев А.А., Дмитриев Ю.В. – 2-е изд. – М.: Машиностроение, 1986 г.
2. Технологические основы сварки и пайки в авиастроении: Учебник для вузов/ Фролов В.А., Пешков В.В., Коломенский А.Б. – М.: Интермет Инжиниринг, 2002 г.
| <== предыдущая лекция | | | следующая лекция ==> |
| Преимущества и недостатки контактной точечной сварки | | | Перспективы внедрения лазерно-дугового процесса для сварки металлов больших толщин |
Дата добавления: 2016-11-29; просмотров: 3786;
Поиск по сайту
Узнать еще
- Автоматическая дуговая сварка.
- Бесконтактная идентификация объектов
- Бесконтактная система зажигания
- Бесшовная связь (Seamless Communication)
- Диффузионная сварка.
- Диффузионная сварка. Механическая сварка
- Контакт металл-металл. Контактная разность потенциалов.
- Контактная зона» как сфера реализации сервисной деятельности уппам.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
