Преимущества и недостатки контактной точечной сварки
Преимущества:
1. Высокая производительность и степень автоматизации вследствие кратковременности самого процесса сварки и возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
2. Возможность получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
3. Практически отсутствие необходимости использования присадочных материалов, флюсов и газов;
4. Относительно высокие санитарно-гигиенические условия труда и культура производства.
Недостатки:
1. В ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна;
2. Более высокая вероятность возникновения выплесков металла в момент включения сварочного тока, для предупреждения которых целесообразно применять импульсы тока с плавным нарастанием, увеличивать начальную силу сжатия, использовать машины с малой массой подвижных частей и направляющими, снабженными подшипниками качения;
3. Сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких швов;
4. Усложнение конструкции электродов и их эксплуатации особенно при многоточечной сварке;
Оборудование для контактной точечной
Сварки
Машина МТ-1222 предназначена для контактной точечной сварки деталей из малоуглеродистой стали
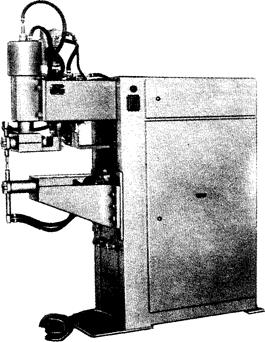
| Параметры М Т-1222 | |
| Напряжение питающей сети при частоте 50 Гц, В | |
| Потребляемая мощность, кВ-А | |
| Номинальный сварочный ток, кА | 12,5 |
| Номинальное усилие сжатия электродов (при давлении воздуха 4,5 ати), кгс | |
| Номинальный длительный вторичный ток, кА | |
| Номинальный вылет электродов, мм | |
| Номинальный раствор электродов, мм | |
| Толщина свариваямого материала, мм | см. текст |
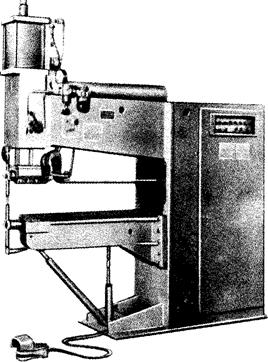 Машина МТ-2002 предназначена для контактной точечной сварки деталей из низкоуглеродистых и легированных сплавов
Машина МТ-2002 предназначена для контактной точечной сварки деталей из низкоуглеродистых и легированных сплавов
| Параметры М Т-2002 | |
| Напряжение питающей сети при частоте 50 Гц, В | |
| Потребляемая мощность, кВ-А | |
| Номинальный сварочный ток, кА | |
| Номинальное усилие сжатия электродов (при давлении воздуха 4,5 ати), кгс | |
| Номинальный длительный вторичный | |
| ток, кА | |
| Номинальный вылет электродов, мм | |
| Номинальный раствор электродов, мм | |
| Толщина свариваямого материала, мм | см. текст |
| Максимальная производительность, сварок/мин | (ход/мин) |
| Габаритные размеры, мм | 2600 X 2500 X Х600 |
| Масса, кг |
Заключение
В ходе курсовой работы был произведен информационный поиск на тему «Технология контактной точечной сварки» и составлен отчет в виде презентации и пояснительной записки к ней.
Контактная точечная сварка наиболее широко применяется в машиностроении.Стабильность и воспроизводимость результатов контактной точечной сварке существенно повышается при использовании постоянного тока и программного управления усилием сжатия.
Список литературы
1. Технология и оборудование контактной сварки: Учебник для студ. учреждений сред. проф. образований / Михаил Денисович Банов. – М.: Издательский центр «Академия», 2005 – 224 с.
2. Сварка. Резка. Контроль:Справочник. В 2-х томах / Под общ. ред. Н.П. Алешина, Г.Г. Чернышева. - М.: Машиностроение, 2004. Т. 1 / Н.П. Алешин, Г.Г. Чернышев, А.И. Акулов и др. - 623 с: ил.
3. Технология и оборудование контактной сварки. Учебное пособие для машиностроительных втузов и политехнических втузов по специальности «Оборудование и технология сварочного производства» под общ. ред. Орлова Б.Д. – М.: Машиностроение, 1975. – 536с.
Дата добавления: 2016-11-29; просмотров: 11907;
Поиск по сайту
Узнать еще
- I Вселенский Собор и Сардикийский Собор 343 г. о правах и преимуществах римского епископа
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- Абсолютное и сравнительное преимущества
- Автоматическое регулирование в области дуговой сварки
- Автоматическое регулирование процесса сварки электронным лучом
- АВТОМАТИЧЕСКОЙ СВАРКИ ПОД СЛОЕМ ФЛЮСА
- АЦП последовательного счета с предварительным преобразованием напряжения во временной интервал: схема, работа, достоинства, недостатки.
- Блок вспомогательной контактной аппаратуры (БВКА-03).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
