Изолятор, наносимый на конструкционный слой
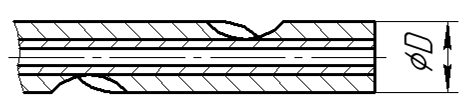
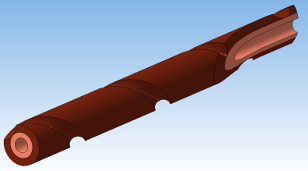
Рисунок 3.9 – Электрод-инструмент с различными характеристиками канавок [67]
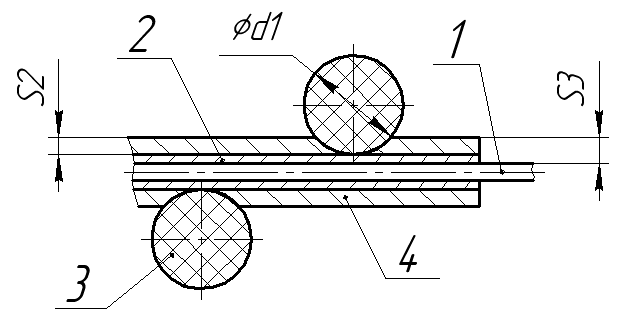
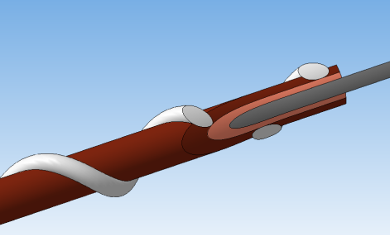
На рисунке 3.10 представлены стадии формирования трубчатого ЭИ со спиралевидным пазом.
а
б
в
г
д
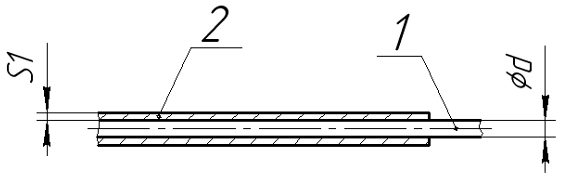
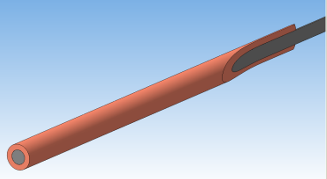
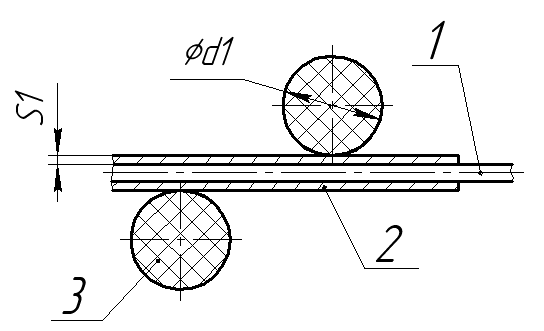
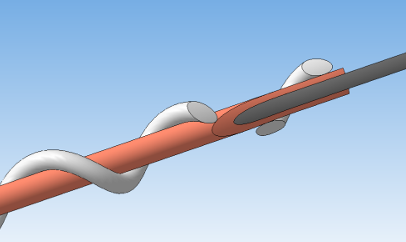
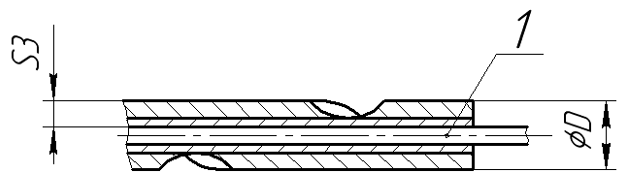
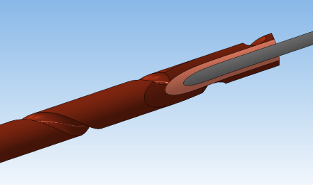
а – гальваническое формообразование конструкционного слоя; б – нанесение изолятора; в – нанесение формообразующего слоя меди; г – снятие изолятора; д – снятие сформированного слоя с оправки;
1 – вольфрамовая проволока диаметром “d”; 2 – нанесенный конструкционный слой меди толщиной “S1”; 3 – изолятор с диаметром “d1”; 4 – нанесенный формообразующий слой меди толщиной “S1”
Рисунок 3.10 – Стадии формирования трубчатого электрода-инструмента со спиралевидным пазом
Изготовление медного трубчатого ЭИ диаметром “D“ со спиралевидным пазом необходимо осуществлять в следующей последовательности:
1) на проволоку, имеющую диаметр “d“ с предварительно нанесенным разделительным слоем, наносится конструкционный слой меди толщиной “S1” (см. рисунок 3.10,а);
2) на конструкционный слой меди толщиной “S1” наматывается изолятор диаметром “d1” и производится обезжиривание (см. рисунок 3.10,б);
3) осаждение формообразующего медного слоя толщиной “S2” (см. рисунок 3.10,в);
4) снятие изолятора с формообразующего слоя (см. рисунок 3.10,г);
5) механическое снятие полученного слоя меди толщиной “S3” с оправки (см. рисунок 3.10,д).
В результате проведенного выше анализа конструктивных элементов можно сделать вывод, что трубчатый ЭИ имеет параметры, значительно влияющие на процесс его формирования.
Дата добавления: 2022-05-27; просмотров: 251;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
