Способы повышения качества стали
Развитие машиностроения и приборостроения предъявляет возрастающие требования к качеству металла: его прочности, пластичности, газосодержанию. Улучшить эти показатели можно уменьшением в металле вредных примесей, газов, неметаллических включений. Для повышения качества металла используют обработку металла синтетичесикм шлаком, вакуумную дегазацию металла, плавку в вакуумных печах, электрошлаковый переплав (ЭШП), вакуумно-дуговой переплав (ВДП), вакуумно-индукционный переплав (ВИП), переплав металла в электронно-лучевых и плазменных печах.
Обработка металла синтетическим шлаком заключается в следующем. Синтетический шлак, состоящий из 55 % СаО, 40 % Al2O3, небольшого количества SiO2, MgO и минимума FeO, выплавляют в электропечи и заливают в ковш. В этот же ковш затем заливают сталь. При перемешивании стали и шлака поверхность из взаимодействия резко возрастает и реакции между ними протекают гораздо быстрее, чем в плавильной печи. Благодаря этому, а также низкому содержанию оксида железа в шлаке сталь, обработанная таким способом, содержит меньше серы, кислорода и неметаллических включений, улучшается ее пластичность и прочность. Такие стали применяют для изготовления ответственнызх деталей машин.
Вакуумную дегазацию стали проводят для уменьшения содержания в металле газов и неметаллических включений. Вакуумирование стали производят в ковше, при переливе из ковша в ковш, при заливке в изложницу и т.п. Для вакуумирования в ковше ковш с жтдкой сталью помещают в камеру, закрывающуюся герметичной крышкой. Вакуумными насосами в камере создается разрежение до остаточного давления 0,267-0,667 кПа.
При понижении давления из жидкой стали выделяются водород и азот. Всплывающие пузырьки газов захватывают неметаллические включения, в результате чего содержание их в стали снижается. Все это улучшает прочность и пластичность стали.
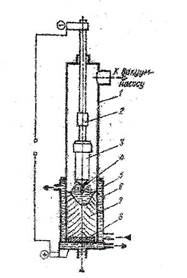
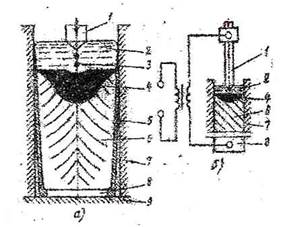
| Рис. 2.8. Схема электро-шлакового переплава | Рис. 2.9. Схема вакуумно-дугового переплава расходуемого электрода: а – кристаллизатор; б – включение установки |
:
Электрошлаковому переплаву (ЭШП) подвергают выплавленный в дуговой печи и прокатанный на круглые прутки металл. Источником теплоты при ЭШП является шлаковая ванна, нагреваемя при прохождении через нее электрического тока. Электрический ток подводится к переплавляемому электроду 1, погруженному в шлаковую ванну 2 и к поддону 9, установленному в водоохлождаемом металлическом кристаллизаторе 7, в котором находится затравка 8 (рис. 1.11.). Выделяющаяся в шлаковой ванне 2 теплота нагревает ее до температуры 1700ºС и более и вызывает оплавление конца электрода. Капли жидкого металла 3 проходят через шлак, образуя под шлаковым слоем металлическую ванну 4.
Перенос капель металла через основной шлак способствует их активному взаимодействию, удалению из метала серы, неметаллических включений и растворенных газов. Металлическая ванна непрерывно пополняется путем расплавления электрода, под воздействием кристаллизатора постепенно формируется в слиток 6. Последовательная и направленная кристаллизация способствует удалению из металла неметаллических включений и газа, получению плотного однородного слитка.
В результате ЭШП содержание кислорода в металле снижается в 1,5-2 раза, понижается концентрация серы, в 2-3 раза уменьшается содержание неметаллических включений, они становятся мельче и равномерно распределяются в объеме слитка. Слиток отличается плотностью, однородностью, хорошим качеством поверхности благодаря наличию шлаковой корочки 5, высокими механическими и эксплуатационными свойствами стали и сплавов. Слитки выплавляют круглого, квадратного, прямоугольного сечения массой до 110 т. Наиболее широко ЭШП используют при выплавке высококачественных сталей для шарикоподшипников, жаропрочных сталей для дисков и лопаток турбин, валов компрессоров, авиационных конструкций.
Вакуумно-дуговой переплав (ВДП) применяют в целях удаления из металла газов и неметаллических включений. Процесс осуществляют в вакуумных дуговых печах с расходуемым электродом (рис. 2.9.). В зависимости от требований, предъявляемых к получаемому металлу, расходуемый электрод изготовляют механической обработкой слитка, выплавленного в электропечах или установках ЭШП. Расходуемый электрод 3 закрепляют на водоохлаждаемом штоке 2 и помещают в корпус 1 печи и далее в медную водоохлаждаемую изложницу 6, из корпуса печи откачивают воздух до остаточного давления 0, 00133 кПа.
При подаче напряжения между расходуемым электродом-катодом 3 и затравкой-анодом 8 возникает дуга. Выделяющаяся теплота расплавляет конец электрода; капли 4 жидкого металла, проходя зону дугового разряда, дегазируются, заполняют изложницу и затвердевают, образуя слиток 7. Дуга горит между расходуемым электродом и жидким металлом 5 в верхней части слитка на протяжении всей плавки. Сильное охлаждение слитка и разогрев дугой ванны металла создают условия для направленного затвердевания слитка, вследствие чего неметаллические включения сосредотачиваются в верхней части слитка, а усадочная раковина в слитке мала. Слитки ВДП содержат мало газов, неметаллических включений, отличаются высокой равномерностью химического состава, повышенными механическими свойствами. Из слитков изготавляют ответственные детали турбин, двигателй, авиационных конструкций. Масса слитков достигает 50 т.
Дата добавления: 2016-11-26; просмотров: 1622;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- II. БОЕВЫЕ КАЧЕСТВА
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- MS Word. Выделение текста. Понятие фрагмента текста. Способы форматирования фрагментов, работа с фрагментами (копирование, удаление, перемещение).
- R - полная аэродинамическая сила; Y - подъемная сила; X- сила лобового сопротивления; a- угол атаки;q- угол качества
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Риски и способы их минимизации
- Yandex_direct_print() Теплоизоляция - требования, способы крепления

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
