Сварочного трактора FD 11-200T
| |
| |
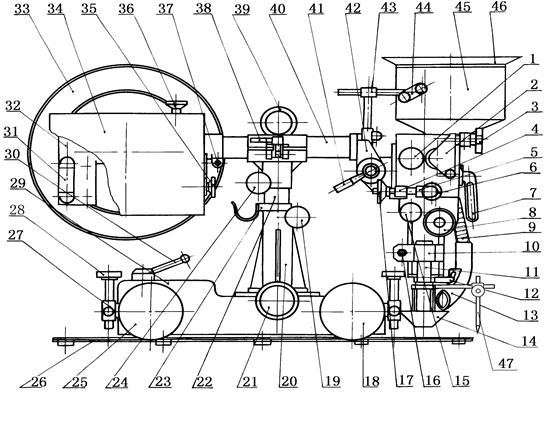
1 - Колесо подачи проволоки; 2 - Блок прижимного валика; 3 - Маховик регулировки прижимного валика; 4 - Опора выпрямляющего колеса; 5 - Подставка выпрямляющего колеса; 6 - Выпрямляющее колесо; 7 - Переключатель притока флюса; 8 - Маховик поднятия насадки; 9 - Трубка подачи; 10 - Плата электродов; 11 - Сварочный пистолет; 12 - Подставка коленчатой трубы подачи флюса; 13 - Коленчатая труба подачи флюса; 14 - Направляющий конус флюса; 15 - Направляющее колесо; 16 - Кабельный крепежный болт; 17 - Маховик регулировки выпрямляющего колеса; 18 - Следящее колесо корпуса трактора; 19 - Маховик блокировки подъема колонны; 20 - Основание колонны; 21 - Маховик горизонтальной регулировки колонны; 22 - Колонна; 23 - Кабельный крюк; 24 - Маховик блокировки; 25 - Приводное колесо корпуса трактора; 26 - Направляющая хода трактора; 27 - Подставка разведочной направляющей; 28 - Опора разведочной направляющей; 29 - Корпус трактора; 30 - Рычаг ручного/автоматического управления; 31 - Подставка для монтажа кабеля; 32 - Подставка для монтажа дивертора тока; 33 - Барабан для проволоки; 34 - Коробка блока управления; 35, 36 - Маховик вертикальной, горизонтальной блокировки блока управления; 37 - Стопорный болт анкерного зажима; 38 - Рычаг блокировки поперечной балки; 39 - Подвесное кольцо; 40 - Поперечная балка; 41 - Рычаг блокировки головки; 42 - Основание муфты головки; 43 - Подставка прядильного диска; 44 - Прядильный диск; 45 - Коробка флюса; 46 - Номер сита флюса; 47 - Следящее устройство
Автомат A311-1000 относится к автоматам первого типа и состоит из сварочного трактора FD 11-200T (рис. 31) и источника питания PS 11-1000
Значение номера модели:








 A 3 1 1 – 1 0 0 0
A 3 1 1 – 1 0 0 0
| |||
 | |||
Часть схем управления (последовательность и подача проволоки) размещена в источнике питания PS10-1000, а остальная часть находиться в корпусе самого трактора. Благодаря четырем колесам трактор может перемещаться по твердой поверхности с углом наклона до 15° или по направляющей конструкции. При сварке угловых швов конструкция составной колонны позволяет трактору перемещаться под углом, оставляя механизм подачи проволоки перпендикулярно земле.
Проволока идет из барабана через наводящую подставку (43). Подставка может быть установлена горизонтально, к верху, к низу, из стороны в сторону. Проволока, проходя через колесо подачи проволоки (1), выпрямляющее колесо (6) и наводящее колесо (15), направляется в сварочный пистолет (11) и поставляется через насадку. Рычаг (30) находится в положении “manual operation” («ручное управление»), управление движением трактора осуществляется вручную; когда рычаг находится в положении “automatic” («автомат»), управление производится автоматически. Когда поперечная балка When the crossbeam vertical rotary handwheel (24) находится в свободном положении, поперечная балка трактора может вращаться на≥±90°. После регулировки маховик (24) должен быть снова закреплен. Поперечная балка горизонтального поворотного маховика (38) находится в свободном состоянии, поперечная балка трактора способна горизонтально растягиваться на ±50 мм и горизонтально поворачиваться вокруг своей оси на ±45°. После регулировки маховик должен быть снова закреплен. При вращении маховика (8) сварочный пистолет может перемещаться на 70 мм вверх и вниз. Когда маховик (19) находится в свободном состоянии, а колонна поднята или сжата, колонна может перемещаться на 80 мм вверх и вниз. После регулировки маховик должен быть снова закреплен.
При вращении маховика (21) колонна может перемещаться по горизонтали на 65 мм. Когда рычаг блокировки головки (41) находится в положении “open” («открыто»), головка может быть вытянута вперед на 45°. Перед началом работы трактора рычаг (41) должен находится в положении “close” («закрыто»). Когда горизонтальный блокирующий маховик блока управления (36) находится в свободном состоянии, коробка блока управления может быть повернута на 60°. Когда вертикальный блокирующий маховик блока управления (35) находится в свободном состоянии, коробка блока управления может быть поднята на 60°. После регулировки маховики (35) и (36) должны быть снова закреплены.
Правильно регулируйте давление маховиков прижимного валика (3) и выпрямляющего колеса (17). При слишком высоком давлении увеличивается деформация проволоки и соответственно увеличивается нагрузка на электромотор; при слишком низком давлении подача проволоки будет неравномерной. Давление должно быть отрегулировано таким образом, чтобы обеспечить равномерную и беспрепятственную подачу проволоки.
Горизонтальная регулировка: используется гайка подачи. Направляющие конструкции задней оси и основания образуют единое целое, обеспечивая не только стабильность и надежность, а также плавность и легкость регулировки.
Вертикальная регулировка: используется усиливающий механизм подъема плавной компрессии. Диапазон подъема/спуска 80 мм. Конструкция основной-вспомогательной гайки используется для плавной регулировки с помощью верньера подъема/спуска мундштука сварочной горелки, облегчая регулировку и делая ее более точной. Диапазон подъема/спуска 70 мм.
Редуктор подачи проволоки, и кронштейн сконструированы как единое целое. Таким образом, обеспечивается малый вес и регулярная форма, а также повышается стабильность процесса сварки. Возможно присоединение к трактору направляющей планки. Ее длина может меняться в зависимости от рабочих условий проведения сварки по заданной траектории.
Механизм подачи проволоки приводится в действие с помощью электромотора после редукции скорости группой шестерен червячного привода. Механизм обладает широким диапазоном регулирования и высокой стабильностью, возможна регулировка в пределах 40~450 cм/мин.
Приводной механизм приводится в действие замедляющим микромотором, работающем на стойком остаточном магнетизме постоянного тока, таким образом осуществляется плавное управление скоростью вращения. Механизм имеет широкий диапазон регулирования, маленький размер и вес, компактную структуру и большое выходное вращение. Скорость сварки может регулироваться в диапазоне 25~100 cм/мин.
Основные части трактора имеют три ступени изоляции: изоляция между направляющими и корпусом трактора, изоляция между корпусом трактора и поперечной балкой колонны, изоляция между поперечной балкой колонны и головкой механизма подачи проволоки и барабаном для проволоки соответственно. Кроме того опора разведочной направляющей (28 на рис. 31) изолирована от корпуса трактора; наводящий конус флюса и указатель места сварки (47 на рис. 31) изолированы как от сварочного пистолета, так и от объекта сварки.
Дата добавления: 2016-11-04; просмотров: 3289;
Поиск по сайту
Узнать еще
- Виды технологических операций и оборудования сварочного производства
- Гусеничные бульдозеры и бульдозеры-рыхлители на тракторах мощностью более 200 кВт зарубежных фирм
- Гусеничные бульдозеры с рыхлителями на тракторах тягового класса 10...75
- Источники сварочного тока.
- К ОРГАНИЗАЦИИ СВАРОЧНОГО ПОСТА
- Какой должна быть величина сварочного тока при сварке в вертикальном или потолочном положении, по сравнению с горизонтальным положением?
- Лекция № 7.Устройство и назначение сварочного трансформатора
- Магнитное поле сварочного контура. Магнитное дутье

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
