Инструментальные стали для обработки давлением
Штамповые стали, применяемые для изготовления инструмента, предназначенного для изменения формы материала деформированием без снятия стружки, по условиям работы делят на стали для холодного и горячего деформирования.
Штамповые стали легируют хромом (от 0,5 до 13 %), вольфрамом (от 2 до 6 %), молибденом (от 0,6 до 1,8 %), ванадием (до 4 %), кремнием (от 3 до 5 %), никелем (0,5–1 %), марганцем (1,5–2 %), кобальтом (до 0,8 %).
Штамповые стали для холодного деформирования должны иметь высокую твердость, износостойкость, повышенную вязкость (особенно для инструментов, работающих при динамических нагрузках) и теплостойкость. Для обеспечения заданных свойств используются нетеплостойкие углеродистые и легированные стали или полутеплостойкие высокохромистые (3–12 % Cr) с 0,6–1,5 % С, дополнительно легированные ванадием, молибденом, вольфрамом и другими элементами.
Углеродистые и малолегированные стали имеют высокую твердость после закалки (60–63 HRC и выше), достаточную вязкость, хорошую обрабатываемость резанием в отожженном состоянии. Однако пониженная теплостойкость и износостойкость ограничивает их применение на вытяжных и вырубных штампах.
Стали с высоким содержанием хрома (6–12 %) имеют более высокую износостойкость и глубокую прокаливаемость благодаря присутствию в структуре большого числа карбидов хрома, ванадия. Однако при этом снижаются ударная вязкость и прочность и возрастает вероятность выкрашивания рабочих поверхностей инструментов. Такие стали пригодны для инструментов, работающих без значительных динамических нагрузок: для вытяжных и вырубных штампов, матриц прессования порошков.
Термическая обработка этих сталей заключается в закалке от 950–150 ºС и невысоком отпуске (150–250 ºС). Из-за пониженной теплопроводности нагрев под закалку осуществляется ступенчато с предварительным подогревом до 700 ºС.
Высокая температура закалки способствует уменьшению количества нерастворенных карбидов, увеличению содержания хрома в твердом растворе, повышению теплостойкости, но при этом к повышению количества остаточного аустенита и увеличению аустенитного зерна, что приводит к понижению твердости и прочности стали. Для ликвидации этого стали легируют молибденом, вольфрамом и ванадием.
Для изготовления тяжелонагруженных пуансонов и матриц для прессования и высадки, для работы при высоких давлениях (2000–2300 МПа) при холодном и горячем деформировании применяют дисперсионно-твердеющие стали с высоким сопротивлением смятию. Они содержат пониженное количество углерода (0,8–1 %), легированы хромом (4–5 %), вольфрамом, молибденом, кремнием и ванадием (8Х4В2С2МФ, 11Х4В2С2Ф3М, Х5В2С4Ф2НМ). Стали этой группы после высокого отпуска при 520–560 °С (в ряде случаев после многократного отпуска) склонны к дисперсионному твердению.
Дисперсионно-твердеющие стали имеют невысокую твердость, прочность, теплостойкость и удовлетворительную вязкость. Вследствие высокой степени легирования стали обладают высокой прокаливаемостью и стойкостью против перегрева, в связи с чем температура аустенитизации этих сталей довольно высока (выше 1050 ºС), что обеспечивает достаточную полноту растворения карбидов в аустените и образование высоколегированного мартенсита.
Недостатком сталей данного типа является образование крупных избыточных карбидов при отжиге заготовок, что требует применения больших деформаций для раздробления крупных карбидных фаз.
Высокопрочные стали с повышенной ударной вязкостью имеют высокую прочность и пониженную теплостойкость и предназначены для изготовления инструмента, работающего при динамическом нагружении. Упрочнение сталей осуществляют закалкой и низким отпуском (7ХГ2ВМ, 7ХГНМ) или путем дисперсионного твердения (6Х6ВЗМС, 6Х4М2ФС). Важным для этих сталей является минимальное изменение объема при закалке, что достигается в низкоотпущенных сталях сохранением значительных количеств остаточного аустенита (18–20 %).
Дисперсионно-твердеющие стали характеризуются более высокой теплостойкостью, сопротивлением смятию и износостойкостью по сравнению с низкоотпущенными.
Стали типа 6Х6ВЗМФС и 6Х4М2ФС применяют для инструментов, работающих при значительных динамических нагрузках и давлениях до 1500 МПа (высадочные пуансоны и матрицы, гильотинные ножницы и др.), стали типа 7ХГ2ВМ и 7ХГНМ – для инструмента прецизионной вырубки, пробивки и т. п.
Штамповые стали для горячего деформирования предназначены для изготовления инструментов (штампов), работающих при повышенных температурах, многократных теплосменах (нагрев и охлаждение), динамических нагрузках, а в ряде случаев и при значительном коррозионном воздействии обрабатываемого металла. Поэтому эти стали должны иметь высокую теплостойкость, вязкость, сопротивление термической усталости (разгаростойкость), коррозионную стойкость (окалиностойкость).
Теплостойкость штамповых сталей обеспечивается комплексным легированием вольфрамом, молибденом, хромом, ванадием, иногда кобальтом.
Сопротивление термической усталости (разгаростойкость) – специ-фическое свойство штамповых сталей, характеризует устойчивость стали к образованию поверхностных трещин при многократных теплосменах. Разгаростойкость тем выше, чем больше вязкость стали и меньше коэффициент теплового расширения.
Большинство штамповых сталей являются сталями с карбидным упрочнением, т. е. эти стали упрочняются путем закалки на мартенсит и отпуска, однако в ряде случаев в качестве штамповых могут применяться мартенситно-стареющие стали с интерметаллидным упрочнением.
Содержание углерода в штамповых сталях для горячего деформирования пониженное и составляет для разных групп сталей 0,3–0,6 %.
По основным свойствам штамповые стали для горячего деформирования подразделяют на стали умеренной теплостойкости и повышенной вязкости, стали повышенной теплостойкости и вязкости и стали высокой теплостойкости.
Стали умеренной теплостойкости и повышенной вязкости содержат относительно небольшие количества карбидообразующих элементов (Сr, W, Мо) и легированы повышенным количеством никеля и марганца для увеличения прокаливаемости и обеспечения повышенной ударной вязкости.
По содержанию углерода эти стали относят к эвтектоидным или доэвтектоидным. Благодаря небольшим количествам легирующих элементов при отпуске в сталях этой группы выделяется в основном легированный цементит Ме3С и в небольших количествах специальные карбиды Ме23С6, Ме6С, в сталях с ванадием МеС. Стали предназначены в основном для крупных прессовых и молотовых штампов, поэтому они должны обеспечить повышенную вязкость в сечениях до 700–800 мм. Типовой термообработкой является закалка с высоким отпуском. В связи с тем что карбид Ме3С сравнительно легко растворяется при аустенитизации, такие стали, как 5ХНМ или 5ХНВ, необходимо нагревать под закалку до невысокой температуры (порядка 920–950 °С). Стали, легированные ванадием и содержащие кроме цементита карбиды Ме6С и МеС, характеризуются большей устойчивостью к перегреву и могут нагреваться под закалку до 980–1020 °С. Структура, получаемая после закалки, зависит от состава стали и размера штампа. Как правило, в крупногабаритных штампах при закалке получают смешанную мартенситно-бейнитную структуру, а также остаточный аустенит. Соотношение между этими составляющими зависит от состава стали. Наименьшую прокаливаемость имеют стали типа 5ХНВ, поэтому их используют для штампов со стороной не более 250–300 мм. Более высокую прокаливаемость имеют стали 4ХСМФ, ЗХ2МНФ и особенно 5Х2МНФ. В общем случае бейнитная структура для штамповых сталей менее желательна, чем мартенситная, так как характеризуется меньшей теплостойкостью и менее склонна к дисперсионному твердению. Кроме того, образование бейнита может приводить к понижению пластичности и ударной вязкости.
Наиболее высокое сочетание прочности и пластичности у стали 5Х2МНФ. Она имеет наиболее высокое сопротивление термомеханической усталости.
Для небольших молотовых штампов применяют сталь 5ХНВ или 5ХНМ. При ужесточении требований по теплостойкости используют стали 4ХСМФ и 3Х2МНФ. Для крупногабаритных тяжело нагруженных молотовых штампов применяют сталь 5Х2МНФ. Стойкость штампов из стали 5Х2МНФ примерно в 1,5–2,0 раза выше, чем из стали 5ХНМ.
Стали повышенной теплостойкости и вязкости, в отличие от сталей умеренной теплостойкости, содержат повышенное количество карбидообразующих элементов при пониженном содержании углерода: 0,3–0,4 %. Стали этой группы наиболее широко применяют для изготовления инструментов горячего деформирования и форм литья под давлением. В отожженном состоянии в структуре сталей имеются карбиды типа Ме23С6, Ме6С, МеС. Стали этой группы (4Х5МФС, 3Х3М3Ф, 4Х4ВМФС и др.) характеризуются более высокой теплостойкостью и прочностью при рабочих температурах по сравнению со сталями умеренной теплостойкости (5ХМН и 5ХМВ).
Повышение температуры нагрева под закалку увеличивает теплостойкость сталей, твердость после закалки вследствие растворения карбида Ме6С, однако при этом значительно растет зерно аустенита. Твердость стали после закалки зависит от содержания в мартенсите углерода и легирующих элементов. Стали этой группы обычно закаливают в масле от температуры аустенитизации, обеспечивающей наибольшую твердость при сохранении размера аустенитного зерна балла 9–10. В ряде случаев, когда определяющим свойством является износостойкость, температуры аустенитизации могут быть повышены.
Стали этой группы являются дисперсионно-твердеющими. Максимум твердости в них достигается после отпуска при 500–550 °С в течение полутора-двух часов, однако теплостойкость сталей зависит в основном не от уровня твердости, полученной при дисперсионном твердении, а от скорости разупрочнения при более высоких температурах.
Прочностные свойства теплостойких сталей при комнатной температуре в основном определяются твердостью и мало зависят от их состава. Пластичность и ударная вязкость сталей этой группы снижаются с увеличением содержания карбидообразующих элементов. Прочностные свойства при повышенных температурах (до 600–610 °С) после обработки на твердость 47–49 НRС примерно одинаковы для всех сталей, что обусловлено достаточной устойчивостью этих сталей к отпуску, небольшими различиями в количестве карбидной фазы и составе твердого раствора. Сопротивление хрупкому разрушению, а также сопротивление термомеханической усталости теплостойких сталей растет с уменьшением прочности и повышением пластичности, износостойкость при повышенных температурах в основном определяется теплостойкостью и прочностью стали.
Стали типа 4Х5МФС, 4Х5В2ФС, 4Х5МФ1С применяют для инструментов, работающих в условиях длительных теплосмен до температур 600–630 °С (например, для горизонтальных прессов – пресс-штемпелей, иглы для прошивки труб и т. д.).
Наиболее теплостойкие стали 4ХЗВМФ и 4Х4ВМФС используют для инструментов, работающих в условиях высоких удельных давлений (800–1500 МПа) и температур 650–660 °С (деформирование коррозионно-стойких и жаропрочных сталей и сплавов).
Стали высокой теплостойкости отличаются более высоким содержанием карбидообразующих элементов: вольфрама, молибдена и ванадия, некоторые из сталей этой группы дополнительно легируют кобальтом в количестве 8–15 %. В зависимости от легирования стали высокой теплостойкости могут иметь карбидное (3Х2В8Ф, 4Х2В5МФ, 5ХЗВ3МФС) или смешанное карбидно-интерметаллидное упрочнение (2Х6В8М2К8, 3ХЮВ7М2КЮ). Упрочняющими фазами в сталях этой группы являются карбиды Ме6С и МеС, а при легировании кобальтом – интерметаллиды (Fe, Co)2W, (Fe, Co)7W6. Фазовый состав сталей и их свойства зависят от количества углерода и суммарного содержания W + Мо (рис. 5.10).
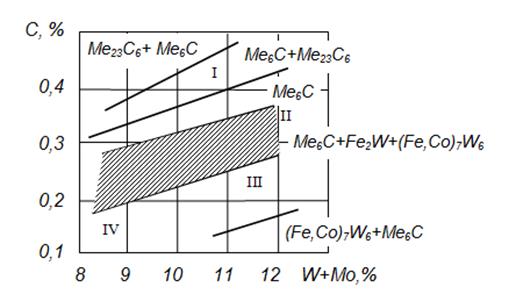
Рис. 5.10. Фазовый состав штамповых сталей после отпуска (700 °С)
(I – пониженная теплостойкость, II – высокая теплостойкость и разгаростойкость,
III – высокая теплостойкость и пониженная разгаростойкость, IV – низкая твердость)
Стали этой группы характеризуются высокой устойчивостью к перегреву, что обусловлено наличием труднорастворимых карбидов. Наиболее высокая теплостойкость и разгаростойкость достигаются в сталях (область II) с пониженным содержанием углерода, легированных кобальтом и содержащих вольфрам и молибден с суммарным количеством около 9–10 % (3ХЮВ7М2КЮ, 2Х6В8М2К8). Повышенные содержания углерода снижают теплостойкость стали (область I), высокие значения вольфрама и молибдена снижают ударную вязкость и разгаростойкость. Наиболее легированные стали этой группы сохраняют теплостойкость до 700–750 °С, что объясняется наличием интерметаллидов.
Стали типа 3Х2В8Ф, 4Х2В5МФ, 5Х3В3МФС применяют для изготовления тяжело нагруженного инструмента прессов и горизонтально-ковочных машин в условиях разогрева до 680–690 °С. Его используют при горячем деформировании легированных сталей и жаропрочных сплавов. Для повышения стойкости штампов против истирания их дополнительно азотируют. Из сталей типа 3ХЮВ7М2КЮ, 2Х6В8М2К8 изготавливают пуансоны для горячего прессования жаропрочных металлов и сплавов.
6. ТИТАНОВЫЕ, МЕДНЫЕ И АЛЮМИНИЕВЫЕ СПЛАВЫ
Титан и его сплавы
Важнейшее преимущество титана и титановых сплавов перед другими конструкционными материалами – это высокая удельная прочность и жаропрочность в сочетании с хорошей коррозионной стойкостью, практическое отсутствие хладноломкости наряду с высокой удельной прочностью. Кроме того, титан и его сплавы, несмотря на плохую обрабатываемость резанием, хорошо свариваются, обрабатываются давлением в холодном и горячем состоянии, термически упрочняются, что имеет важное значение для их применения в ряде отраслей техники. Это относится в первую очередь к авиа-, ракето- и судостроению, химическому, пищевому и транспортному машиностроению.
Титан – металл серебристо-белого цвета с плотностью ρ = 4,505 г/см3 и температурой плавления 1672 °С. Титан может находиться в двух полиморфических модификациях: Tiα до 882 ºС с гексагональной плотноупакованной решеткой и высокотемпературной Tiβ выше этой температуры с объёмно центрированной кубической решеткой до температуры плавления. Имеет высокие механические свойства (σВ = 300 МПа, δ = 40 %), не имеет температурного порога хладноломкости, парамагнитен. Титан легкий, прочный, тугоплавкий, коррозионно-стойкий за счет возникновения оксидной пленки TiO2.
Механические свойства титана определяются составом: чем в нем меньше примесей, тем ниже прочность и выше пластичность (рис. 6.1). Характерная особенность титана – необычайно высокая чувствительность к примесям атмосферных газов – кислороду, азоту, водороду и углероду, которые образуют с титаном твердые растворы внедрения и промежуточные фазы: оксиды, нитриды, гидриды, карбиды, повышая его характеристики прочности и снижая пластичность.
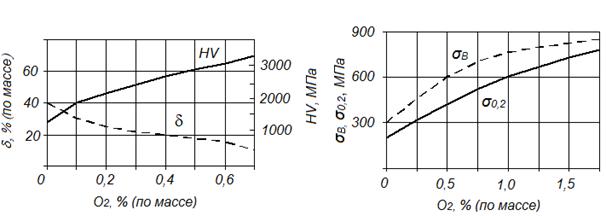
Рис. 6.1. Влияние примеси кислорода на механические свойства титана
Кроме того, ухудшается обработка давлением, свариваемость и коррозионная стойкость. Поэтому содержание этих примесей ограничивается сотыми и тысячными долями процента.
Полиморфизм титана, хорошая сплавляемость с другими металлами дают широкие возможности получения сплавов на основе титана с самыми разными механическими свойствами благодаря легированию, термической обработке, деформационному упрочнению.
Элементы, легирующие титан, подразделяются:
· на повышающие температуру полиморфного превращения и расширяющие область существования α-модификации: Al, Ga, La, C, O, N;
· понижающие температуру полиморфного превращения и расширяющие область существования β-модификации: Mo, V, Nb, Ta, Hf, W, Cr, Mn, Fe, Co и др.
Алюминий является основным легирующим элементом для титана и содержится почти во всех промышленных сплавах. Образуя с титаном твердый раствор, он повышает удельную прочность сплава, жаропрочность, модуль упругости, уменьшает склонность к водородной хрупкости. Из-за уменьшения технологической пластичности содержание Al ограничивается 7 %.
Для повышения рабочих характеристик жаропрочных сплавов с высоким содержанием алюминия главным образом используют добавки ванадия, молибдена и вольфрама.
Цирконий повышает термическую стабильность, увеличивает предел ползучести, прочность при низких и средних температурах, уменьшает склонность к хладноломкости и улучшает свариваемость.
Хром считается одной из наиболее перспективных легирующих добавок к титану наряду с молибденом. Сплавы титана с хромом отличаются превосходным сочетанием прочности и пластичности (рис. 6.2).
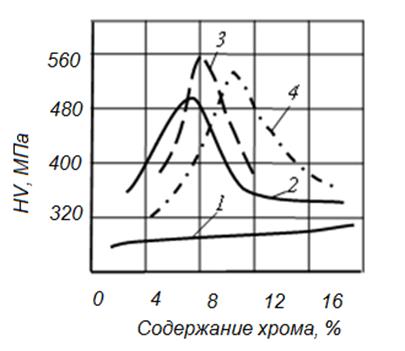
Рис. 6.2. Твердость сплавов титана с различным содержанием хрома после отжига
при температуре 600 ºС (1) и охлаждения из β-области с различными скоростями:
резкая закалка в растворе щелочи (2), закалка в воде (3), охлаждение на воздухе (4)
Ниобий – повышает стабильность поверхности, увеличивает жаростойкость при высоких температурах.
В связи с определенным характером действия на титан различных легирующих элементов промышленные сплавы по типу структуры могут быть подразделены на три группы: титановые сплавы на основе Tiα, сплавы на основе Tiβ и двухфазные (α+β)-титановые сплавы.
Промышленные титановые сплавы с (α+β)-структурой целесообразно подразделить на три группы: псевдо-α-сплавы с небольшим количеством β-фазы (Tiβ) со свойствами, близкими к α-сплавам (Tiα), типичные (α+β)-сплавы и псевдо-β-сплавы. Псевдо-β-сплавы представляют собой сплавы на основе Tiβ. В отожженном состоянии их физико-механические и технологические свойства типичны для β-сплавов, однако β-фаза у этих сплавов термически нестабильна.
По уровню характеристик прочности титановые сплавы классифицируют на высокопластичные и малопрочные, среднепрочные и высокопрочные, жаропрочные, коррозионно-стойкие.
По способности упрочняться с помощью термической обработки – на упрочняемые и не упрочняемые термической обработкой. По технологии производства – на деформируемые и литейные.
Деформируемые титановые сплавы с α-структурой, содержащие в основном алюминий, характеризуются невысокой прочностью и не упрочняются при термической обработке. Они хорошо свариваются и имеют высокие механические свойства при криогенных температурах, устойчивы против коррозии в атмосферной среде, загрязненной газами до температуры 1090 °С; сохраняют высокую прочность при нагреве до 650 °С (ВТ5–1, ОТ4–0, ОТ4, ВТ20, ВТ18, ВТ–6, ВТ14, ВТ3–1, ВТ25 и др.). Однако их пластичность хуже, чем у двухфазных сплавов.
Двухфазные титановые (α+β)-сплавы характеризуются хорошим сочетанием механических и технологических свойств. Эти сплавы обладают почти удвоенной прочностью по сравнению с чистым титаном, однако эта прочность сохраняется до температуры 430 °С. Большинство этих сплавов лучше поддаются деформированию, чем однофазные сплавы. Но их сварка затруднена, так как они при сварке теряют пластичность, а швы приобретают хрупкость. После закалки в них образуется структура мартенситного типа.
Увеличение количества β-фазы в сплавах до 50 % обеспечивает двухфазным титановым сплавам самую высокую прочность как в отожженном, так
и в закалённом состояниях.
Однофазные β-сплавы имеют наиболее высокую коррозионную стойкость. Сплавы с β-структурой реже применяются в промышленности из-за чувствительности к загрязнению газами при нагреве.
Литейные титановые сплавы (ВТЛ1, ВТ14Л, ВТ5Л и др.) имеют небольшой температурный интервал кристаллизации, высокую жидкотекучесть и хорошую плотность отливки. Титановые сплавы этой категории склонны к поглощению газов, поэтому разливку надо проводить в вакууме или в среде нейтральных газов. Для получения отливок используют чугунные или стальные формы, а также оболочковые и керамические формы.
Для фасонного литья применяют сплавы, близкие по химическому составу некоторым деформируемым сплавам (ВТ5Л, ВТ14Л), а также специальные литейные сплавы.
Деление конструкционных титановых сплавов по типу структуры и характеристикам прочности, их химический состав приведены в таблице 6.1.
Таблица 6.1
Классификация промышленных титановых сплавов
и их механические свойства
| Тип сплава | Марка сплава | Средний химический состав, % | Уровень прочности | Механич. свойства | Технология получения | |
| σВ, МПа | δ, % | |||||
| α-сплавы | ВТ1–0 | 99,28 % Ti | М.п. | 350–500 | деформируемый | |
| ВТ5 | 5 % А1 | С.п. | 750–900 | |||
| ВТ5–1 | 5 % А1; 2,5 % Sn | С.п. | 750–900 | |||
| ВТ5Л | 5 % А1 | М.п. | 700–900 | литейный | ||
| псевдо-α-сплавы | ОТ4–1 | 1,5 % А1; 1 % Мn | М.п. | 600–750 | деформируемый | |
| АТ–2 | 2 % Zr; 1 % Мо | М.п. | 600–750 | |||
| ВТ20 | 6 % А1; 1 % Мо; 1 % V | С.п. | 950–1150 | |||
| ТС5 | 5 % А1; 2 % Zr; 3 % Sn; 2 % V | В.п. | 950–110 | |||
| ВТ20Л | 6 % А1; 2 % Zr; 1 % Мо | С.п. | ≥1000 | ≤4 | литейный | |
| (α+β)-сплавы | ВТ6С | 5 % А1; 4 % V | С.п. | 850–1000 | деформируемый | |
| ВТЗ–1 | 6 % А1; 2,5 % Мо; 2 % Сr; 0,3 % Si; 0,5 % Fe | В.п. | 1000–1200 | |||
| ВТ14 | 4,5 % А1; 3 % Мо; 1 % V | В.п. | 900–1070 | |||
| ВТ22 | 5 % А1; 5 % Мо; 5 % V; 1 % (Fе, Сr) | В.п. | 1100–1250 | |||
| ВТ14Л | 5 % А1; 3 % Мо; 1 % V; 0,5 % (Cr, Fe) | В.п. | литейный | |||
| псевдо- β-сплавы | ВТ–15 | 3 % А1; 7 % Мо; 11 % Сr | В.п. | 1350–1500 | деформируемый | |
| ТС6 | 3 % А1; 5 % Мо; 6 % V,11 % Сr | В.п. | 1400–1500 | |||
| β-сплавы | 33 % Мо | С.п. | 800–850 | деформируемый, коррозионно-ст. |
Примечание. М.п. – малопрочные (высокопластичные), С.п. – среднепрочные, В.п. – высокопрочные
Титановые сплавы подвергаются следующим видам термической обработки: отжигу для снятия напряжений, рекристаллизационному отжигу, упрочняющей термической и химико-термической обработке.
Упрочняющая термическая обработка (α+β)-сплавов состоит из закалки с температур нагрева до β- или (α+β)-области с последующим искусственным старением. После закалки образуется α’-фаза (мартенситная фаза) игольчатого строения, представляющая собой пересыщенный твердый раствор легирующих элементов в α-фазе. При старении из α’-фазы выделяется β-фаза, понижающая твердость сплава, или интерметаллидная фаза, вызывающая охрупчивание.
При закалке из β-области структура сплавов состоит из переохлажденного β’-твердого раствора. При старении из такого раствора выделяется мелкодисперсная α-фаза, повышающая прочность и твердость сплава.
Для повышения жаростойкости детали из титановых сплавов подвергают различным видам диффузионной металлизации, а для повышения износостойкости – азотированию.
Медь и её сплавы
Медь действительно цветной металл: в зависимости от чистоты и состояния поверхности цвет изменяется от розового до красного. Её порядковый номер 29, имеет кристаллическую решетку ГЦК с периодом решетки 0,3608 нм. Медь плавится при температуре 1083 °С, не имеет полиморфных превращений, её удельный вес составляет 8,94 г/см3. Медь обладает высокой электропроводностью и теплопроводностью, имеет высокие технологические свойства: хорошо паяется, сваривается, легко обрабатывается давлением. В отожженном состоянии предел прочности меди составляет 200–250 МПа при относительном удлинении 40–50 %. По ГОСТ 859–78 производится 11 марок меди в зависимости от содержания примесей, например: М00 содержит 99,99 % Cu, М0 – 99,97 % Cu, М2 – 99,7 % Cu и т. д. Благодаря высокой электропроводности медь нашла широкое применение в электротехнике. Из меди изготавливают шины, ленты, кабели, обмотки электродвигателей и др. Примеси изменяют свойства меди. Понижают электропроводность примеси, которые образуют с медью твёрдые растворы: фосфор, мышьяк, алюминий, олово.
Высокая теплопроводность меди делает её пригодной для водоохлаждаемых тиглей, кристаллизаторов, поддонов и изложниц для отливки титана и др.
На механические свойства меди примеси влияют незначительно, в большей мере они зависят от состояния (литое или деформированное). Для повышения прочности медь легируют цинком, алюминием, оловом, никелем, железом или подвергают холодной пластической деформации. В результате холодной пластической деформации медь наклёпывается и её временное сопротивление разрыву может достигать 400–450 МПа, при одновременном снижении пластичности и электропроводности на 2–4 %.
Восстановить пластичность меди можно рекристаллизационным отжигом при температуре 500–600 °С.
Медные сплавы по технологическим свойствам подразделяются на деформируемые (при получении листов, полос, профилей, проволоки) и литейные (при получении отливок в песчаные или металлические формы). По способности упрочняться в результате нагрева медные сплавы делятся на упрочняемые и не упрочняемые термической обработкой. По химическому составу более широко известно деление медных сплавов на латуни и бронзы.
В латунях главным легирующим элементом является цинк. Латуни получили широкое распространение благодаря сочетанию высоких механических и технологических свойств. Структура и свойства латуней определяются диаграммой состояния «Cu – Zn» (рис. 6.3).
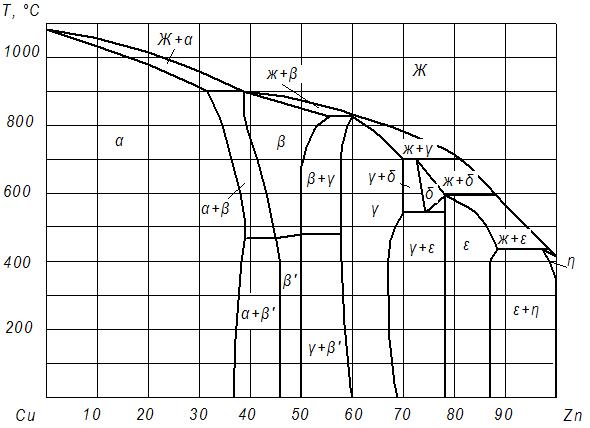
Рис. 6.3. Диаграмма состояния системы «Cu – Zn»
Содержание цинка в кристаллической решетке может достигать 39 %. Латуни, состоящие из меди и цинка, называют простыми. Они могут быть однородными (до 39 % цинка) и двухфазными (более 39 % цинка). Однофазные латуни имеют высокую пластичность, так как состоят из однофазного α-твёрдого раствора. Двухфазные латуни при наличии β-фазы имеют более высокую прочность, но пластичность при этом снижается (рис. 6.4).
Простые латуни маркируются буквой «Л» и цифрой, показывающей процентное содержание меди. Латунь Л80 содержит 80 % меди и 20 % цинка. Простые латуни поставляются в виде листов, ленты, прутков, проволоки и согласно ГОСТ 15527–70 имеют обозначение Л96, Л90, … , Л59.
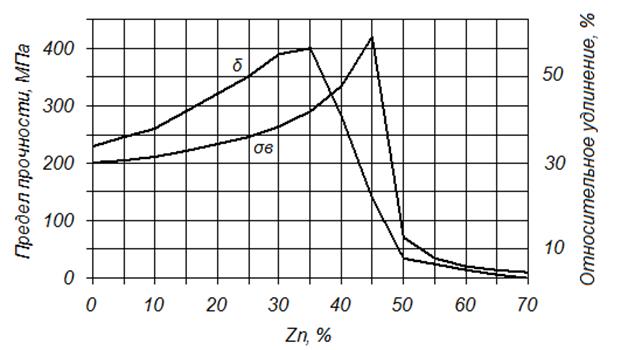
Рис. 6.4. Влияние содержания цинка на свойства латуней
Специальные (многокомпонентные) латуни содержат и другие легирующие элементы: Al, Ni, Mn, Sn и др. Алюминий, кремний, марганец и никель повышают механические свойства латуни и сопротивление коррозии, а свинец улучшает обрабатываемость резанием. В специальных латунях после буквы «Л» следуют буквы русского алфавита, обозначающие легирующий элемент: А – Al, Н – Ni, К – Si, С – Pb, О – Sn, Ж – Fe, Mu – Мn, Ф – Р, Б – Ве, Ц – Zn. Цифры после букв показывают среднее содержание меди и легирующих элементов в процентах. Например: ЛК 80–3 содержит 80 % меди, 3 % кремния, 17 % цинка.
Простые и специальные латуни относятся к деформируемым сплавам и используются как конструкционный материал там, где требуются высокая прочность и коррозионная стойкость: в трубопроводной арматуре, в химическом машиностроении и особенно в судостроении. Изготавливают из латуней листы, ленту, проволоку, а затем из этого проката – радиаторные трубки, снарядные гильзы, трубопроводы, шайбы, гайки, втулки, уплотнительные кольца, токопроводящие детали электрооборудования.
Кроме деформируемых латуней, применяются и литейные латуни, которые содержат большое количество добавок для улучшения литейных свойств. Их обозначение отличается от обозначения деформируемых латуней. В них содержание компонента указывается после буквы: ЛЦ40Мц3Ж – содержит 40 % Zn, 3 % Mn, 1 % Fe, остальное медь.
Механические свойства литейных латуней существенно зависят от способа получения отливок – песчано-глинистые формы, керамические или кокиль. Из литейных латуней изготавливают паровые и воздушные клапаны, корпуса кранов, пробки топливной и воздушной аппаратуры.
Бронзы – это сплавы меди со всеми другими элементами: оловом, алюминием, кремнием, бериллием и др. Бронзы различают по химическому составу и состоянию обработки. В некоторых случаях прочность таким способом может быть повышена до 750 МПа, по сравнению с обычной прочностью двухкомпонентных бронз – 400–500 МПа.
Бронзы называют по наличию легирующего элемента в их составе: алюминиевые, оловянистые, кремнистые, бериллиевые и т. д. Бронзы маркируют буквами «Бр» (бронза), за которыми следуют буквы и цифры, указывающие на состав и содержание легирующих элементов в процентах, например: Бр ОЦС 4–4–2,5 содержит 4 % олова, 4 % цинка, 2,5 % свинца, остальное медь; Бр КМц 3–1 содержит 3 % кремния, 1 % марганца, остальное медь.
Оловянистые бронзы известны с бронзового века. Они, как и другие сплавы, делятся на деформируемые (<10 % Sn) и литейные (>10 % Sn). В прошлом бронзы получили название в зависимости от их назначения: колокольная (20–30 % олова), зеркальная (30–35 % олова), монетная (4–10 % олова), пушечная (8–18 % олова). Оловянистые бронзы отличаются хорошими литейными свойствами – высокой жидкотекучестью и малой усадкой. С целью экономии олова в бронзы добавляют цинк в таком количестве, чтобы он полностью растворялся в меди, образуя твёрдый раствор, тем самым повышая механические свойства. Для улучшения обрабатываемости резанием в оловянистые бронзы добавляют свинец (например, БрО6Ц4С17: 6 % Sn, 4 % Zn, 17 % Pb, остальное Cu). Литейные оловянистые бронзы, обладая высокой коррозионной стойкостью в воде и на воздухе, применяются для пароводяной арматуры.
Деформируемые оловянистые бронзы характеризуются более низким содержанием олова (например: Бр ОЦ4–3 содержит 4 % Sn, 3 % Zn, остальное медь) и имеют однофазную структуру твёрдого раствора. После холодной обработки давлением бронзы подвергаются отжигу при 600–700 °С. Они пластичны и более прочны, чем литейные. Кроме того, деформируемые оловянистые бронзы обладают высокими упругими свойствами, поэтому их используют для получения пружин, мембран и др.
Алюминиевые бронзы обычно содержат от 5 до 10 % алюминия. Механические и коррозионные свойства этих бронз выше, чем у оловянистых. Алюминиевые бронзы можно подвергать закалке и старению. Однофазные алюминиевые бронзы (Бр А7) более пластичны, чем двухфазные, и относятся к деформируемым. Они обладают высокой прочностью и пластичностью (σВ = 400–450 МПа, δ = 60 %).
Легируют алюминиевые бронзы железом, никелем, марганцем и др. для устранения литейных недостатков и увеличения механических свойств после упрочняющей термической обработки (закалки с последующим старением). Например, у бронзы Бр АЖН10–4–4 (10 % Al, 4 % Fe, 4 % Ni, остальное медь) твёрдость увеличивается от 1500 до 4000 НВ; из неё изготавливают седла клапанов, направляющие втулки, шестерни и др.
Кремнистые бронзы содержат до 3 % кремния и являются заменителями оловянистых бронз, для улучшения механических свойств их дополнительно легируют никелем и марганцем. Обладая высокой упругостью и антикоррозионными свойствами, эти бронзы применяются для изготовления упругих элементов различных механизмов. Из бронзы Бр КМц3–1 (3 % Si, 1 % Mn, остальное медь) изготавливают стопорные и упорные кольца насосов, мембраны датчиков давления.
Свинцовые бронзы обладают высокими антифрикционными свойствами, хорошей теплопроводностью (например, Бр С30), поэтому из этих бронз изготавливают вкладыши подшипников, работающих при больших давлениях и скоростях.
Бериллиевые бронзы содержат не более 2,5 % бериллия (например, Бр Б2: 2 % Be, остальное медь). Бериллий образует с медью твёрдый раствор переменной растворимости, следовательно, такие бронзы можно подвергать упрочняющей термической обработке (закалке от 780 °С с последующим старением от 320 °С). После термической обработки повышаются как прочностные, так и упругие свойства: σВ = 1500 МПа, τУПР = 600––740 МПа. Бериллиевую бронзу применяют в виде пружин в часовых механизмах, электроаппаратуре, в качестве упругих контактов.
Дата добавления: 2016-11-04; просмотров: 3494;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
