Достоверность поверки /32/.
Совершенство системы метрологического надзора за единством средств измерений определяется качеством поверки. Одной из важнейших характеристик качества поверки является достоверность. Эта характеристика процесса измерительного контроля отражает степень доверия к полученным после поверки результатам. На ее формирование влияет большое количество факторов. Наиболее существенными из них являются точность измерительного контроля, полнота контроля поверяемых параметров, временные показатели поверки, надежность поверяемых и образцовых средств измерений, установление поля допуска на поверяемый параметр, методика операций поверки, способы регистрации и обработки измерительной информации, наличие системы самоконтроля.
Достоверность поверки по результатам измерительного контроля численно определяют как вероятность принятия правильного решения о техническом состоянии прибора. В частности, при однопараметрическом измерительном контроле достоверность поверки:
 (12.1)
(12.1)
где  ,
,  - вероятности нахождения значения i-го поверяемого параметра в момент измерения в поле допуска и вне поля допуска;
- вероятности нахождения значения i-го поверяемого параметра в момент измерения в поле допуска и вне поля допуска;  -условные вероятности ложного и необнаруженного отказов при поверке прибора.
-условные вероятности ложного и необнаруженного отказов при поверке прибора.
При независимости поверяемых параметров:
 (12.2)
(12.2)
 (12.3)
(12.3)
где  -плотности распределения i-го поверяемого параметра;
-плотности распределения i-го поверяемого параметра;  -плотности распределения погрешности измерения i-го параметра;
-плотности распределения погрешности измерения i-го параметра;  ,
,  -верхнее и нижнее значения поля допусков поверяемого параметра.
-верхнее и нижнее значения поля допусков поверяемого параметра.
В принятой в настоящее время поверочной практике результат поверки средства измерений имеет два альтернативных состояния «годен», «не годен». Первое характеризует техническое состояние прибора, у которого все поверяемые параметры в норме (соответствуют НД), второе - состояние, при котором хотя бы один из параметров не в норме.
Чаще всего при поверке средств измерений определяют относительную погрешность в поверяемой отметке диапазона измерений. Поэтому в качестве контролируемой характеристики, как правило, используют отношение значения поверяемой метрологической характеристики x к модулю ее предельного допустимого значения  , т. е.
, т. е.  . В связи с этим многие поверочные установки и приборы для удобства работы поверителя имеют отсчетные устройства, проградуированные в относительных единицах.
. В связи с этим многие поверочные установки и приборы для удобства работы поверителя имеют отсчетные устройства, проградуированные в относительных единицах.
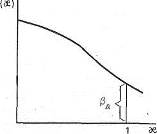
Для упрощения оценки достоверности поверки целесообразно воспользоваться понятием оперативной характеристики контроля, применяемой для проверки статистических гипотез. В этом случае условная вероятность признания поверяемого средства измерений годным при условии, что  имеет некоторое конкретное значение, т. е. оперативная характеристика контроля (рисунок 12.1):
имеет некоторое конкретное значение, т. е. оперативная характеристика контроля (рисунок 12.1):
 (12.4)
(12.4)
где  -условная (при условии, что контролируемая характеристика приняла конкретное значение
-условная (при условии, что контролируемая характеристика приняла конкретное значение  ) плотность распределения вероятностей относительной оценки
) плотность распределения вероятностей относительной оценки  ;
;  нормализованная граница хд поля допуска, с которой сравнивается оценка
нормализованная граница хд поля допуска, с которой сравнивается оценка  для принятия решения о годности или непригодности поверяемого прибора (
для принятия решения о годности или непригодности поверяемого прибора (  ).
).
За критерии достоверности поверки целесообразно принять наибольшую условную вероятность  ошибочного признания годным в действительности негодного средства измерений либо наибольшую условную вероятность
ошибочного признания годным в действительности негодного средства измерений либо наибольшую условную вероятность  ошибочного признания негодным фактически годного средства измерений. Критерию соответствует ордината функции L( ) в точке =1, являющейся наибольшей из тех, которые могут иметь место при >1, т. е. =L( ) при =1.
ошибочного признания негодным фактически годного средства измерений. Критерию соответствует ордината функции L( ) в точке =1, являющейся наибольшей из тех, которые могут иметь место при >1, т. е. =L( ) при =1.
Следует отметить, что в общем случае оперативная характеристика зависит от качества методики поверки, определяемого некоторым вектором параметров а, т. е. L( , а). Поэтому для более полной оценки достоверности различными методиками поверки следует конкретизировать вид функции L( , a).
|
|
При разработке методик поверки средств измерений, а также при метрологической экспертизе и испытаниях приборов необходимо задавать и контролировать показатели достоверности поверки, обеспечиваемые данной методикой. При этом возникают трудности нормирования и контроля ошибок поверки ( и ), которые обусловлены тем, что на этапе разработки средств измерений, как правило, отсутствуют априорные данные о распределениях параметров, а также результаты периодических поверок.
Рисунок 12.1 . Оперативная характеристика контроля
|
|
|
|
|
|
Из-за отсутствия данных об эксплуатации вновь выпускаемых средств измерений показатели достоверности первичной поверки, как правило, отличаются от показателей периодической поверки. Это обусловлено совершенством технологии изготовления, ее стабильностью.
Рассмотрим один из способов определения показателей достоверности и для первичной поверки, основанный на связи с показателями качества выпускаемой продукции. За показатель качества выпускаемой продукции принято максимально допустимое относительное число С дефектных средств измерений, которые ошибочно проходят контрольные испытания, включая первичную поверку, с положительным результатом. Возможность таких ошибочных решений связана с наличием ошибок измерительного контроля, воздействия неконтролируемых внешних факторов. Характеристикой качества изготовленных средств измерений, поступающих на выходной контроль из сборочных цехов, принимают относительное число Qдефектных средств измерений из всех изготовленных. При этом на предприятиях, выпускающих измерительную технику, под Q понимают дефектность лишь в отношении метрологических характеристик.
Вполне очевидно, что относительное число С дефектных средств измерений среди выпускаемых как исправные определяют не только вероятностью ошибки  , но и показателями качества производства Q, т. е. априорной вероятностью наличия дефектной продукции.
, но и показателями качества производства Q, т. е. априорной вероятностью наличия дефектной продукции.
Применяя к рассматриваемой ситуации формулу Байеса получаем в наших обозначениях:
 (12.5)
(12.5)
где a - относительное число средств измерений, забракованных при первичной поверке.

 В (12.5) (1-Q)
В (12.5) (1-Q)  -относительное число ошибочно забракованных средств измерений, a Q (1- ) -относительное число правильно забракованных приборов.
-относительное число ошибочно забракованных средств измерений, a Q (1- ) -относительное число правильно забракованных приборов.
Как известно, в соответствии с производственной ситуацией технология изготовления изделий не остается постоянной. Следовательно, значение Q, связанное с качеством производства, также не остается постоянным и даже для одних и тех же типов средств измерений, изготавливаемых на разных предприятиях, может быть различным. Для поддержания показателей качества  ,
,  ,
,  выпускаемых средств измерений требуется обеспечить следующие значения достоверности первичной поверки (12.5):
выпускаемых средств измерений требуется обеспечить следующие значения достоверности первичной поверки (12.5):
 ,
,
где  - заданный уровень выходного качества.
- заданный уровень выходного качества.
В техническом задании (ТЗ) или технических условиях (ТУ) на разработку средства измерений задают лишь показатели безотказной работы прибора или комплексные показатели надежности. В связи с этим целесообразно предварительно определить ориентировочные значения * и * в зависимости от обеспечения требуемых показателей надежности средства измерений и далее по результатам статистических данных уточнить их значения. Если в ТЗ на разработку прибора задается вероятность безотказной работы  за межповерочный интервал
за межповерочный интервал  при определенном коэффициенте использования
при определенном коэффициенте использования  ,то показатели и можно определить, рассмотрев процедуру поверки с двумя альтернативными исходами. При отрицательных результатах поверки метрологические органы принимают решение об исключении из эксплуатации забракованных приборов. Вместо них используют резервные, т. е. процедура поверки влияет на надежность парка средств измерений. Таким образом, вероятность безотказной работы средств измерений характеризуется фактически исправным его состоянием и результатами поверки, определяющими отказы.
,то показатели и можно определить, рассмотрев процедуру поверки с двумя альтернативными исходами. При отрицательных результатах поверки метрологические органы принимают решение об исключении из эксплуатации забракованных приборов. Вместо них используют резервные, т. е. процедура поверки влияет на надежность парка средств измерений. Таким образом, вероятность безотказной работы средств измерений характеризуется фактически исправным его состоянием и результатами поверки, определяющими отказы.

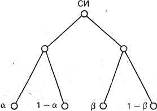
Рисунок 12.2. Граф состояний средств измерений и ошибок поверки
Анализируя граф состояний на рисунке 12.2, можно записать выражения для вероятности безотказной работы на момент окончания поверки:
 (12.6)
(12.6)
Как правило, у современных средств измерений поверяют несколько метрологических характеристик. При этом наиболее часто применяют методику, когда в определенном порядке для каждой метрологической характеристики (поверяемой точки) проверяют гипотезы о годности прибора и, если они не опровергаются для всех метрологических характеристик, то средство измерений признают годным. В этом случае:
 (12.7)
(12.7)
где п — число поверяемых метрологических характеристик (точек) средства измерений;  вероятность отсутствия брака по i-й метрологической характеристике.
вероятность отсутствия брака по i-й метрологической характеристике.
При этом, обычно для анализа, используют модель системы обслуживания и восстановления технических объектов, в которой, при отрицательных результатах поверки забракованные приборы заменяют на исправные, т. е. для парка средств измерений считают, что на момент окончания поверки апостериорная вероятность признания прибора исправным становится равной единице. Надо отметить, что такая модель значительно идеализирована, так как не учитывает ошибки поверки средств измерений. Из-за этого вероятность признания исправного состояния средства измерений в момент окончания поверки не может принимать значение, равное единице, а оказывается несколько ниже.
Если в ТЗ на разработку средств измерений или в соответствующей НД задается требуемое  , то необходимое значение * определяется из выражения (12.6).
, то необходимое значение * определяется из выражения (12.6).
Значения можно задавать с учетом оснащенности поверочного органа образцовыми приборами и коэффициента метрологической годности  , который определяется в зависимости oт условий применения поверяемого прибора. В методических указаниях, утвержденных (Росстандартом), приводятся значения для приборов, условно разделенных на три группы важности. Для приборов, обеспечивающих расчеты с потребителями, = 0,80...0,85. Для приборов, применяемых при техническом обслуживании в технологических процессах, = 0,90... 0,98. Для приборов, выполняющих особо ответственные измерения, например связанные с безопасностью людей, предлагается = 0,99 ... 0,995. В этом случае значение определяется из (12.6), где P(t) принимается равным соответствующему . В этом случае
, который определяется в зависимости oт условий применения поверяемого прибора. В методических указаниях, утвержденных (Росстандартом), приводятся значения для приборов, условно разделенных на три группы важности. Для приборов, обеспечивающих расчеты с потребителями, = 0,80...0,85. Для приборов, применяемых при техническом обслуживании в технологических процессах, = 0,90... 0,98. Для приборов, выполняющих особо ответственные измерения, например связанные с безопасностью людей, предлагается = 0,99 ... 0,995. В этом случае значение определяется из (12.6), где P(t) принимается равным соответствующему . В этом случае  .
.
Известно, что поверка средств измерений повышает, с одной стороны, достоверность оценки их технического состояния, а с другой стороны, время, затрачиваемое на подготовку прибора к применению. Причем на показатели надежности, связанные с готовностью средства измерений к применению, существенно влияют ошибки поверки 1-го рода. Поэтому требуемое значение следует определять из комплексных показателей надежности, учитывающих время восстановления забракованного прибора, например коэффициента готовности:
 (12.8)
(12.8)
где  - среднее время восстановления средства измерений;
- среднее время восстановления средства измерений;  - наработка на отказ.
- наработка на отказ.
При постоянной интенсивности отказов  :
:
 (12.10)
(12.10)
где  - длительность поверки.
- длительность поверки.
Значение  , как правило, задают в ТЗ на разработку средства измерений или рассчитывают по заданным и . Приняв
, как правило, задают в ТЗ на разработку средства измерений или рассчитывают по заданным и . Приняв  определяют , значение которого принимают за
определяют , значение которого принимают за  . Далее по результатам испытаний (предварительным, определительным, приемным) или опытной эксплуатации прибора значения ,
. Далее по результатам испытаний (предварительным, определительным, приемным) или опытной эксплуатации прибора значения ,  уточняют, исходя их апостериорного распределения поверяемых параметров.
уточняют, исходя их апостериорного распределения поверяемых параметров.
Разброс результатов измерений при поверки прибора обусловлен следующими факторами:
случайной составляющей погрешности поверяемого средства измерений;
случайной составляющей погрешности образцовых средств измерений;
случайными изменениями характеристик среды и других факторов, влияющих на результаты поверки.
Наиболее распространенные факторы, влияющие на достоверность поверки средств измерений, достаточно полно исследованы. Поэтому определенный интерес представляют те из них, которые с развитием измерительной техники перешли из разряда второстепенных в разряд определяющих. К ним, прежде всего, следует отнести факторы, связанные с особенностями алгоритма процесса измерений и измерительного контроля.
При эксплуатации средств измерений часто считают, что достоверность поверки определяется инструментальной погрешностью, т.е. классом точности образцового прибора. Такой подход к оценке достоверности поверки и к прибору образцовых средств измерений хоть и положен в основу большинства НД, справедлив лишь для узкого круга практических задач, когда измеряемая величина близка к принятой модели измеряемого сигнала. Неадекватность модели и реального сигнала может привести к неопределенности результата поверки, которую нельзя устранить, повышая точность образцового прибора.
В общем виде процесс анализа неадекватности модели и реального выходного сигнала можно описать математическим аппаратом теории множеств. Пусть x(t, a, b) - входной сигнал (t – время, а – вектор информативных параметров, b - вектор неинформативных параметров) принадлежащий множеству X. Каждый элемент  множества А операторов средств измерений отображает преобразование входного сигнала x(t) в результате измерения
множества А операторов средств измерений отображает преобразование входного сигнала x(t) в результате измерения  .
.
При анализе неадекватности модели и реального измеряемого сигнала важно оценить влияние неинформативных параметров сигнала на результат измерения, их предельные значения при достижении верхней или нижней границы поля допуска. Результаты измерений при идеальном входном сигнале  (идеальной модели) и реальном
(идеальной модели) и реальном  входном воздействии сравнивают по одному из критериев r, характеризуемому определенной функцией потерь.
входном воздействии сравнивают по одному из критериев r, характеризуемому определенной функцией потерь.
В общем виде предельное значение неинформативного параметра:
 (12.11)
(12.11)
где В — множество значений неинформативных параметров.
В (12.11) значение sup r соответствует верхнему пределу  поля допуска, значение inf r — нижнему
поля допуска, значение inf r — нижнему  .
.
В частном случае критерий r может совпадать с относительной или абсолютной погрешностью измерения. Из (12.11) следует, что даже при наличии структурной модели входного сигнала для анализа погрешностей необходимо располагать оператором применяемого средства измерения.
Проведенный анализ показал, что несоответствие измеряемого процесса приписываемой ему модели существенно влияет на достоверность результата измерений. В эксплуатационно-технической документации на электронные радиоизмерительные приборы, как правило, не приводятся оценочные формулы или графики для учета несоответствия измеряемого процесса принятому алгоритму, что вызывает неопределенность результата измерений. Поэтому необходимо нормировать не только погрешность прибора, но и составляющую погрешности из-за несоответствия реального процесса и принятой модели.
При выборе образцового прибора для поверки конкретного типа средства измерений необходимо не только учитывать его точностные характеристики, но и анализировать согласованность принятой модели измеряемой величины с действительным законом ее изменения. При определении достоверности поверки необходимо принимать во внимание влияние составляющей погрешности поверки из-за неадекватности принятой и реальной модели поверяемого параметра.
Другим способом повышения достоверности измерительного контроля без конструктивных изменений прибора является учет влияния измеряемой величины и других дестабилизирующих факторов на распределение погрешности.
Дата добавления: 2016-10-07; просмотров: 3335;
Поиск по сайту
Узнать еще
- Влияние фактора внезапности на полноту и достоверность доказательственной информации
- Геометрические оси и поверки теодолита
- Государственные и отраслевые поверочные схемы /32/.
- Для чего существует метрологическая аттестация и поверка средств измерений, виды поверок и способы их выполнения /32/.
- ДОСТОВЕРНОСТЬ НОРМАТИВОВ ПОТЕРЬ И ТРЕБОВАНИЯ К ПРОГРАММНОМУ ОБЕСПЕЧЕНИЮ ИХ РАСЧЕТА.
- Метрологическое оборудование, используемое для поверки преобразователей давления
- Назначение и корректировка межповерочных интервалов /32/.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
