Погрешности измерения
При выборе измерительных средств и методов контроля изделий учитывают совокупность метрологических, эксплуатационных и экономических показателей. К метрологическим показателям относятся: допустимая погрешность измерительного прибора-инструмента; цена деления шкалы; порог чувствительности; пределы измерения и др. К эксплуатационным и экономическим показателям относятся: стоимость и надежность измерительных средств; продолжительность работы (до ремонта); время, затрачиваемое на настройку и процесс измерения; масса, габаритные размеры и рабочая нагрузка.
3.6.3.1. Выбор измерительных средств для контроля размеров
На рис. 3.3 показаны кривые распределения размеров деталей (утех) и погрешностей измерения (умет) с центрами, совпадающими с границами допуска. В результате наложения кривых умет и утех происходит искажение кривой распределения у(sтех, sмет), появляются области вероятностей т и п, обусловливающие выход размера за границу допуска на величину с. Таким образом, чем точнее технологический процесс (меньше отношение IT/Dмет), тем меньше неправильно принятых деталей по сравнению с неправильно забракованными.
Решающим фактором является допускаемая погрешность измерительного средства, что вытекает из стандартизованного определения действительного размера как и размера, получаемого в результате измерения с допустимой погрешностью.
Допускаемые погрешности измерения dизм при приёмочном контроле на линейные размеры до 500 мм устанавливаются ГОСТом 8.051, которые составляют 35-20% от допуска на изготовление детали IT. По этому стандарту предусмотрены наибольшие допускаемые погрешности измерения, включающие погрешности от средств измерений, установочных мер, температурных деформаций, измерительного усилия, базирования детали. Допускаемая погрешность измерения dизм состоит из случайной и неучтённой систематической составляющих погрешности. При этом случайная составляющая погрешности принимается равной 2s и не должна превышать 0,6 от погрешности измерения dизм .
В ГОСТе 8.051 погрешность задана для однократного наблюдения. Случайная составляющая погрешности может быть значительно уменьшена за счёт многократных наблюдений, при которых она уменьшается в  раз, где n - число наблюдений. При этом за действительный размер принимается среднеарифметическое из серии проведённых наблюдений.
раз, где n - число наблюдений. При этом за действительный размер принимается среднеарифметическое из серии проведённых наблюдений.
При арбитражной перепроверке деталей погрешность измерения не должна превышать 30% предела погрешности, допускаемой при приёмке.
 Значения допустимой погрешности измерения dизм на угловые размеры установлены по ГОСТу 8.050 - 73.
Значения допустимой погрешности измерения dизм на угловые размеры установлены по ГОСТу 8.050 - 73.
можно допустить при измерении: они включают в себя случайные и неучтенные систематические погрешности измерения, все составляющие, зависящие от измерительных средств, установочных мер, температурных деформаций, базирования и т. д.
Случайная погрешность измерения не должна превышать 0,6 от допустимой погрешности измерения и принимается равной 2s, где s—значение среднего квадратического отклонения погрешности измерения.
При допусках, не соответствующих значениям, указанным в ГОСТе 8.051 – 81 и ГОСТе 8.050 - 73, допустимую погрешность выбирают по ближайшему меньшему значению допуска для соответствующего размера.
Влияние погрешностей измерения при приемочном контроле по линейным размерам оценивается параметрами:
т—часть измеренных деталей, имеющих размеры, выходящие за предельные размеры, принята в числе годных (неправильно принятые);
п — часть деталей, имеющих размеры, не превышающие предельных размеров, забракованы (неправильно забракованные);
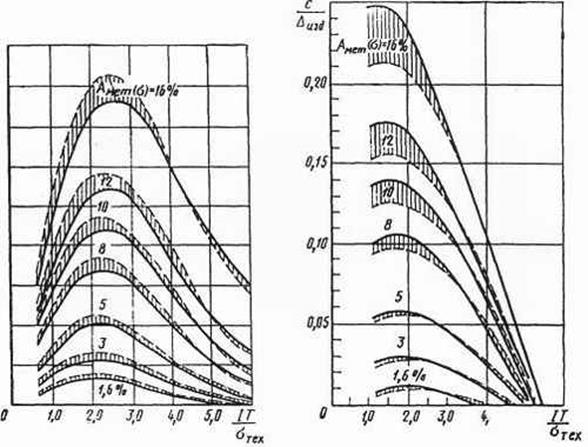
с—вероятностная предельная величина выхода размера за предельные размеры у неправильно принятых деталей.
Значения параметров т, п, с при распределении контролируемых размеров по нормальному закону приведены на рис. 3.4, 3.5 и 3.6.
|
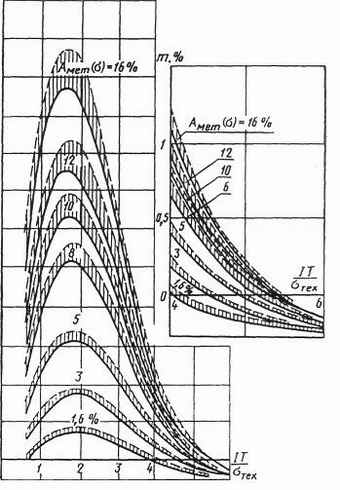
Рис. 3.4. График для определения параметра m
Для определения т с другой доверительной вероятностью необходимо сместить начало координат по оси ординат.
Кривые графиков (сплошные и пунктирные) соответствуют определенному значению относительной погрешности измерения, равной
 ,
,
где s — среднее квадратическое отклонение погрешности измерения;
IТ—допуск контролируемого размера.
При определении параметров т, п и с рекомендуется принимать
Амет(s ) = 16 % для квалитетов 2—7, Амет(s ) =12 % - для квалитетов 8, 9,
Амет(s ) =10 % - для квалитетов 10 и грубее.
|
|
для одной границы  ,
,
а для другой -  ,
,
где aТ — систематическая погрешность изготовления.
При определении параметров m и n для каждой границы берется половина получаемых значений.
Возможные предельные значения параметров т, п и с/IТ, соответствующие экстремальным значениям кривых (на рис. 3.4 – 3.6), приведены в табл.3.5.
Таблица 3.5
| Aмет(s) | m | n | c/IT | Aмет(s) | m | n | c/IT |
| 1,60 | 0,37-0,39 | 0,70-0,75 | 0,01 | 10,0 | 3,10-3,50 | 4,50-4,75 | 0,14 |
| 3,0 | 0,87-0,90 | 1,20—1,30 | 0,03 | 12,0 | 3,75-4,11 | 5,40-5,80 | 0,17 |
| 5,0 | 1,60-1,70 | 2,00-2,25 | 0,06 | 16,0 | 5,00-5,40 | 7,80-8,25 | 0,25 |
| 8,0 | 2,60-2,80 | 3,40-3,70 | 0,10 |
Первые значения т и п соответствуют распределению погрешностей измерения по нормальному закону, вторые—по закону равной вероятности.
Предельные значения параметров т, п и с/IТ учитывают влияние только случайной составляющей погрешности измерения.
ГОСТ 8.051—81 предусматривает два способа установления приемочных границ.
Первый способ. Приемочные границы устанавливают совпадающими с предельными размерами (рис. 3.7, а).
Пример. При проектировании вала диаметром 100 мм оценено, что отклонения его размеров для условий эксплуатации должны соответствовать h6(100-0,022). В соответствии с ГОСТом 8.051 - 81 устанавливают, что для размера вала 100 мм и допуска IТ=0,022 мм допускаемая погрешность измерения dизм = 0,006 мм.
В соответствии с табл. 3.5 устанавливают, что для Aмет(s) = 16% и неизвестной точности технологического процесса m = 5,0 и с = 0,25IТ, т. е. среди годных деталей может оказаться до 5,0 % неправильно принятых деталей с предельными отклонениями +0,0055 и -0,0275 мм.

 dизм/2 с
dизм/2 с
Приемочные границы
А) б) в)
Рис.3.7. Варианты расположения приемочных границ
Дата добавления: 2016-10-07; просмотров: 3794;
Поиск по сайту
Узнать еще
- А – согласованной нагрузки; б – бесконечного слоя; в – комплексной нагрузки; г – короткого замыкания; д – холостого хода; е – измерения комплексного коэффициента прохождения.
- Абсолютная и относительная погрешности
- Абсолютная и относительная погрешности функции
- Атмосферное давление. Единицы измерения. Изменение давления. Барическая ступень.
- Аэродинамический метод измерения воздушной скорости
- Билет № 7. Свойства слова-знака (по Соссюру). Три измерения семиозиса (по У. Моррису). Знаковые системы («коды») в художественной литературе.
- Вакуум, приборы для их измерения
- Величина, физические измерения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
