Точечная микросварка
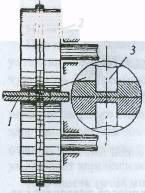
Разновидностью контактной сварки является точечная микросварка, которая предназначена для соединения разрядом конденсаторов навесных электрорадиоэлементов с токоведущими дорожками печатных плат. Для сварки служит машина (рис. 3.40), представляющая собой комплекс, состоящий из монтажного стола, сварочной голов-ки, сварочного трансформатора, предметного столика, источника питания и микроскопа МБС-10.
Сварочная головка снабжена гибким педальным приводом и представляет собой механизм для опускания и прижима к свариваемому изделию двух электродов с раздельным приложением усилия и регулируемым параллельным зазором между ними.
Свариваемые детали размещают на предметном столике, который имеет только верти-кальное перемещение горизонтальной рабочей площадки.
Источник питания типа И153 или И153.01 соединен проводами со сварочным
Рис. 3.40. Машина для контактной точечной микросварки: 1 - стол; 2 - контакты; 3 ~ источник питания; 4 - педаль
|
трансформатором и микропереключателем, установленным в сварочной головке, и обеспечивает:
1) зарядку рабочих конденсаторов до определенного уровня напряжения, определяемого технологией сварки;
2) поддержание этого напряжения с заданной точностью на заданном уровне;
3) разряд рабочих конденсаторов на сварочный трансформатор.
Стыковая сварка
Стыковоя сварка — способ, которым детали соединяются (свариваются) по всей плоскости их касания под воздействием нагрева и сжимающего усилия. Детали одинакового или близкого по размерам сечения закрепляют в электродах-губках машины, к которым подводят ток (рис. 3.41). При нагреве и пластической деформации металла в зоне стыка часть элементарных частиц - зерен металла разрушается с одновременным образованием новых(общих для обеих дета-лей) зерен. Обязательное условие получения надежного соединения - удаление пленки оксидов на торцах деталей или ее разрушение.
Для сварки используется теплота, выделяемая в контакте между торцами соединяемых деталей (за счет контактного сопротивления) и в самих деталях. При стыковой сварке переходные сопротивления губка — деталь весьма малы и практически не оказывают влияния на общее количество выделяемой теплоты. Различают стыковую сварку сопротивлением и оплавлением.
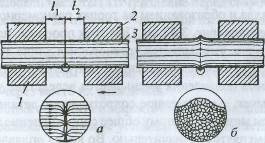
Сварка сопротивлением— способ стыковой сварки, при котором ток включается после сжатая деталей 3 усилием, передаваемым губками 1,2 машины (рис. 3.41, а). В начале процесса детали контактируют только отдельными выступами, что и создает контактное
Рис. 3.41. Схема процесса стыковой сварки сопротивлением(а, 6)
|
сопротивление. После включения тока благодаря его высокой плотности на выступах металл зоны контакта деталей интенсивно нагревается, и под действием усилия выступы сминаются. Контактное сопротивление быстро уменьшается, и далее нагрев происходит за счет собственного сопротивления деталей, которое увеличивается с повышением температуры. Когда температура в зоне контакта станет близкой к температуре плавления металла, детали под действием усилия свариваются в результате рекристаллизации с образованием плавного утолщения - усиления (рис. 3.41, 6).
При стыковой сварке важной характеристикой процесса является «вылет» деталей из губок — установочная длина /, и /2 (см. рис. 3.41, а). В связи с тем, что губки интенсивно отводят теплоту, температура в зоне стыка деталей, а следовательно, и качество сварки существенно зависят от установочной длины. При стыковой сварке сопротивлением для сжатия деталей используют постоянное или резко возрастающее к концу нагрева усилие, которое снимают после выключения тока.
Сварка оплавлением — способ стыковой сварки, при котором тор-цы соединяемых деталей нагревают током до расплавления металла при их сближении под действием небольшого усилия и затем быстро сжимают осадкой. При сварке оплавлением зажатые в губках детали, к которым подведено напряжение, медленно перемещают навстречу одна другой с постоянной или возрастающей скоростью до соприкосновения торцов. Вследствие небольшой начальной площа-ди контакта деталей в месте их соприкосновения создается высокая плотность тока, металл контакта мгновенно нагревается до температуры кипения и испаряется, что сопровождается небольшим взрывом единичных контактов-перемычек. В результате взрыва часть металла перемычек выбрасывается из стыка в виде искр и брызг.
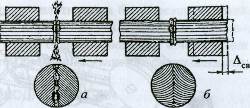
Таким образом, при сближении деталей непрерывно возникают и разрушаются контакты-перемычки с выбросом частиц и паров металла и образованием на торцах равномерного расплавленного слоя металла(рис.3.42,а).При этом процессе, называемом оплавлением, уменьшается установочная длина деталей.
При сварке оплавлением контактное сопротивление к концу процесса оплавления уменьшается вследствие увеличения числа перемычек, а собственное сопротивление деталей повышается с нагревом металла, поэтому общее сопротивление металла между губками изменяется незначительно. Во время оплавления контактное
|
Рис. 3.42. Схема процесса (а, б) стыковой сварки оплавлением рельсов
сопротивление значительно больше сопротивления деталей, поэтому нагрев в основном идет за счет теплоты, выделяющейся в металле торцов деталей. Удаленные от торцов слои металла нагреваются вследствие теплопроводности от оплавляемых поверхностей. После определенного укорочения деталей оплавлением их быстро сжимают нарастающим усилием -осадкой.
При осадке расплавленный и перегретый металл с оксидами выдавливается из стыка деталей, образуя сварное соединение, а металл около стыковой зоны деформируется с характерным искривлением волокон, образуя усиление и грат в виде окисленного и перегоревшего металла (рис. 3.42, б). В процессе оплавления и осадки существенно уменьшается установочная длина на величину припуска на сварку Дсв.
При соединении деталей больших сечений для снижения электрической и механической мощности оборудования применяют так называемую сварку оплавлением с подогревом, при которой концы деталей вначале нагревают аналогично сварке сопротивлением. Детали при подогреве периодически сжимают небольшим усилием, нагревают током, затем размыкают. После подогрева до определенной температуры торцы оплавляются и детали осаживаются.
3.8. СВАРКА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
При сварке токами высокой частоты (ТВЧ) изделие перед сварочным узлом формируется в виде заготовки с У-образной щелью между свариваемыми кромками. К кромкам индуктором (рис. 3.43, а) или с помощью вращающегося контактного ролика (рис. 3.43,6) подводится ток высокой частоты таким образом, чтобы он проходил от одной кромки к другой через место их схождения.
Вследствие поверхностного эффекта и эффекта близости (см. дальше), который по мере сближения кромок усиливается, достигается

Рис. 3.43. Схема высокочастотной сварки труб с индукционным (а) и кон-тактным (б) способами подвода тока:
1 - индуктор; 2 и 3 - контакты; 4 - ферритовый стержень; 5 - сжимающие ролики; 6 - труба; 7 - направляющий ролик
высокая концентрация тока в месте схождения кромок, и они разогреваются. Нагретые кромки обжимаются валками и свариваются.
Качество сварного соединения и расход элекгроэнергии обусловлены особенностями протекания тока высокой частоты по проводникам.
При протекании тока по проводнику проявляется поверхностный эффект, заключающийся в неравномерном распределении переменного тока по сечению проводника: у наружной поверхности проводника наблюдается наибольшая плотность тока. При высокой частоте ток проходит лишь по тонкому поверхностному слою проводника. Вследствие поверхностного эффекта существенно увеличивается активное сопротивление проводников и выделяющаяся энергия концентрируется в поверхностных слоях нагреваемого изделия.
При протекании переменного тока в системе проводников, рас-положенных таким образом, что каждый из них находится не только в собственном переменном магнитном поле, но и в поле других про-водников, проявляется эффект близости: ток по периметру проводников располагается так, что его плотность в близлежащих точках проводников максимальная, а в наиболее удаленных — минимальная. Чем меньше расстояние между осями проводников и чем больше радиус сечения проводника, тем сильнее проявляется эффект близости.
3.9. ХОЛОДНАЯ СВАРКА
Холодная сварка - способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами свар-ки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Холодная сварка — сложный физико-химический процесс, протекающий только в условиях пластической деформации. Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым заготовкам, практически невозможно получить полноценное монолитное соединение. Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении сва-риваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного). В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.
Точечная сварка - наиболее простой и распространенный способ холодной сварки. Ее применение рационально для соединения алюминия, алюминия с медью, армирования алюминия медью. Ею можно заменить трудоемкую клепку и контактную точечную сварку.
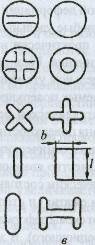
При холодной точечной сварке (рис. 3.44, а) зачищенные детали 1 устанавливают внахлестку между пуансонами 3, имеющими рабочую часть 2 и опорную поверхность 4. При вдавливании пуансонов сжимающим усилием Р происходит деформация заготовок и формирование сварного соединения. Опорная поверхность пуансонов создает дополнительное напряженное состояние в конечный момент сварки, ограничивает глубину погружения пуансонов в металл и уменьшает коробление изделия.
Прочность точек может быть повышена на 10-20 % при сварке по схеме (рис. 3.45, а).
|
Свариваемые детали 1 предварительно сжимаются прижимами 2 или одновременно с вдавливанием пуансона 3. Наличие зоны обжа-тия вокруг вдавливаемого пуансона уменьшает коробление детали, повышает напряженное состояние в зоне сварки, что приводит к периферийному провару за площадью отпечатка пуансона. Но при этом возникают технические затруднения, связанные с созданием двух высоких давлений на малой поверхности и устранением затекания
Рис. 3.44. Схема холодной точечной сварки (а), геометрия сварного соеди-нения (б) и формы пуансонов (в)
|
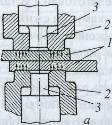
Рис. 3.45. Схема (а) и приспособление (б) для холодной точечной сварки с предварительным обжатием металла между пуансоном и прижимом. Этот способ позволяет сваривать малопластичные материалы.
Ввиду простоты способа точечной холодной сварки специальные машины для ее выполнения большого развития не получили. Сварку успешно выполняют на самых различных серийных прессах с применением кондукторов, надежно фиксирующих свариваемые заготовки, чтобы исключить их коробление (рис. 3.45, б).
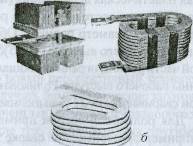
На рис. 3.46 (а) показана установка холодной сварки давлением, разработанная в Институте сварки (Россия). С помощью данной установки успешно соединяют алюминий с медью в электротехнике, энергетике, цветной металлургии; соединяют также медные контакты проводов, изготавливают кольца из меди и алюминия (рис. 3.46, б).
Шовная (роликовая) сварка характеризуется непрерывностью монолитного соединения. По механической схеме эта сварка аналогична холодной сварке прямоугольными пуансонами (рис. 3.47).
|
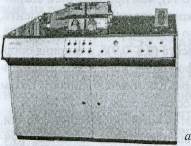
Рис. 3.46. Установка для холодной сварки (а) и примеры сваренных дета-лей (б)
|
Рис. 3.47. Схема холодной шовной сварки:
/ - детали; 2 — ролики; 3 - выступы
Собранные заготовки 7 устанавливаются между роликами 2 и сжимаются ими до
полного погружения рабочих выступов 3 в металл. Затем ролики приводятся во вращение. Перемещая изделие и последовательно внедряясь рабочими выступами в металл, они вызывают его интенсивную деформацию, в результате которой образуется непрерывное монолитное соединение — шов.
Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа.
При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы. Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью. Рабочая часть ролика вдавливается в более твердый металл. Такая сварка при прочих равных условиях обеспечивает более прочные швы и при сварке однородных металлов.
При роликовой сварке металл свободно течет вдоль оси шва, что затрудняет создание достаточного напряженного состояния металла в зоне соединения. Поэтому для достижения провара требуется большая пластическая деформация (на 2-6 %), чем при точечной сварке. Напряженное состояние в зоне роликовой сварки можно повысить, увеличивая диаметр роликов. Обычно диаметр ролика близок к 508, ширина рабочего выступа (1-1,5)5, высота (0,8-0,9)5, а ширина опорной части ролика, ограничивающая деформации, в 2-3 раза больше ширины рабочего выступа. Роликовая сварка алюминия толщиной 1,0 мм при свариваемости 27 % выполняется со скоростью до 8-12 м/мин.
Для роликовой сварки применяются металлорежущие станки, например фрезерные; при сварке тонких пластичных металлов - ручные настольные станки.
Одна из первых схем холодной стыковой сварки металлов, которая не потеряла практического значения до сих пор, приведена на
|
Рис. 3.48. Схемы холодной стыковой сварки
рис. 3.48. Эта схема разработана К. К. Хреновым и Г. П. Сахацким. В корпусе 1 имеются гнездо для неподвижного конусного зажима 2 и направляющие для подвижного корпуса 3, в котором также расположен конусный зажим. После предварительной зачистки торцов детали 4 устанавливают в зажимы 2, которые имеют формирующие части с режущими кромками 5 и упором 6. Осадочное усилие прикладывается & ползуну 3, при его перемещении сжимаются торцы деталей и зажимаются с помощью конусов. В процессе осадки углубления 7 заполняются металлом ранее, чем встречаются опорные части 6. Поэтому, когда встречаются опорные части, в зоне сварки создается достаточное напряженное состояние. В стыке происходит провар, а остаток вытекающего металла отрезается кромками 5. В зависимости от расположения режущих кромок соединение может быть с усилением или без усиления.
Схема стыковой сварки, предложенная С. Б. Айбиндером, приведена на рис. 3.48, б.
3.10. СВАРКА ВЗРЫВОМ
Сварка взрывом — сравнительно новый перспективный технологический процесс, позволяющий получать биметаллические заготовки и изделия практически неограниченных размеров из разнообразных металлов и сплавов, в том числе тех, сварка которых другими способами затруднена.
Сварка взрывом - процесс получения соединения под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества
|

А б
Рнс. 3.49. Угловая схема сварки взрывом до начала (а) и на стадии взрыва (б)
(ВВ). Принципиальная схема сварки взрывом приведена на рис. 3.49. Неподвижную пластину (основание) 4 и метаемую пластину (обли-цовку) 3 располагают под углом о. - 2-16° на заданном расстоянии й = 2-3 мм от вершины угла. На метаемую пластину укладывают заряд ВВ 2. В вершине угла устанавливают детонатор 1. Сварка производится на опоре 5.
В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких граммов до сотен килограммов. Большая часть энергии, выделяющейся при взрыве, излучается в окружающую среду в виде ударных волн, сейсмических возмущений, разлета осколков. Воздушная ударная волна — наиболее опасный поражающий фактор взрыва. Поэтому сварку взрывом производят на полигонах (открытых и подземных), удаленных на значительные расстояния от жилых и промышленных объектов, и во взрывных камерах (см. рис. 3.50).
После инициирования взрыва детонация распространяется по заряду ВВ со скоростью О нескольких тысяч метров в секунду.
Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость ун порядка нескольких сотен метров в секунду и соударяется с неподвижной пластиной под углом у, который увеличивается с ростом отношения Ун/П. В месте соударения возникает эффект кумуляции — из зоны соударения выбрасывается с очень высокой скоростью кумулятивная струя, состоящая из металла основания и облицовки. Эта струя обеспечивает очистку свариваемых поверхностей в момент, непосредственно предшествующий их соединению. Со свариваемых поверхностей при обычно применяемых режимах сварки удаляется слой металла суммарной толщиной 1-15 мкм.
Соударение метаемой пластины и основания сопровождается пластической деформацией, вызывающей местный нагрев поверхностных
слоев металла. В результате деформации и нагрева развиваются физический контакт, активация свариваемых поверхностей и образуются соединения.
Исследование пластической деформации в зоне соударения по искажению координатной сетки показало, что прочное соединение образуется только там, где соударение сопровождается взаимным сдвигом поверхностных слоев метаемой пластины и основания. Там же, где взаимный сдвиг отсутствовал, и в частности в зоне инициирования взрыва, прочного соединения не было получено. Очевидно, что «лобовой» удар метаемой пластаны в основание без тангенциальной составляющей скорости и сдвиговой деформации в зоне соединения не приводит к сварке.
Соединяемые поверхности перед сваркой должны быть чистыми (в особенности по органическим загрязнениям), так как ни действие ку~ мулятивной струи, ни вакуумная сдвиговая деформация при соударении полностью не исключают вредного влияния таких загрязнений.
Сварка взрывом дает возможность сваривать практически любые металлы. Однако последующий нагрев сваренных заготовок может вызвать интенсивную диффузию в зоне соединения и образование интерметаллидных фаз. Последнее приводит к снижению прочности соединения, которая при достаточно высоких температурах может

|
Рис. 3.51. Плакированный взрывом под-пятник пресса
снизиться практически до нуля. Для предотвращения этих явлений сварку взрывом проводят через промежуточные прослойки из металлов, не образующих химических соединений со свариваемыми материалами. Например, при сварке титана со сталью используют в качестве промежуточного материала ниобий, ванадий или тантал.
Сварка взрывом применяется для плакирования стержней и труб, внутренних поверхностей цилиндров и цилиндрических изделий (рис. 3.51). При плакировании стержней трубу 7 (рис. 3.52, а) устанавливают с зазором на стержень 2. Внутреннюю поверхность трубы и наружную поверхность стержня механически обрабатывают и обезжиривают.
На наружную поверхность трубы помещают заряд взрывчатого вещества 3, инициирование которого производят по всему сечению одновременно так, чтобы взрыв распределялся по заряду нормально его оси. Для создания такого фронта используют конус из ВВ с детонатором 4 в его вершине. Для изоляции зазора от продуктов детонации и центрирования трубы относительно стержня в верхней ее части ус-


Рис. 3.52. Схема плакирования взрывом стержня (а) и внутренней поверхности а трубы (6)
танавливается металлический конус 5. В случае плакирования трубных заготовок 6 внутрь их устанавливается стержень 2. Толщина плакирующей трубы может быть от 0,5 до 15 мм, а диаметр теоретически не ограничивается.
При плакировании внутренних поверхностей используется схема, показанная нарис. 3.52, б. Она предусматривает размещение плакируемой трубы 1 в массивной матрице 2. Внутрь трубы 1 с зазором устанавливают плакирующую трубу 3 с зарядом ВВ 4, инициируемого детонатором 5. Для внутреннего плакирования крупногабаритных труб и цилиндрических изделий ответственного назначения применяют вместо массивной матрицы 2 дополнительный заряд, расположенный на наружной поверхности плакируемого цилиндра и взры-ваемый одновременно с внутренним зарядом.
Дата добавления: 2016-08-06; просмотров: 2894;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
