Древняя металлургия
Собственно металлургическое производство, т.е. процесс извлечения (экстракция) металлов из руд, берет свое начало в эпоху «неолитической революции» (10–6 тыс. лет до н.э.), когда человечеством была освоена технология термической обработки изделий. Первыми такими изделиями были керамические, а первым термическим агрегатом – костер без принудительного дутья, обеспечивающий температурный уровень 600–700 °С. С этого момента начинается постепенный рост температурного потенциала цивилизации, т.е. температурного уровня термообработки изделий и извлечения металлов из руд.
Температуры, необходимые для экстракции некоторых металлов из руд и термомеханической обработки основных материалов и металлов древности, а также основные термические устройства (печи), обеспечивающие эти температуры, представлены в таблице 2.
Таблица 2 – Температурный уровень производства основных материалов древности
и основные термические устройства
| материал | Температурный уровень производства, °С | Тип агрегата | Температурный уровень, °С |
| Бронза | 650-1100 | Костер без принудительного дутья | 600-700 |
| Керамика | 700-1200 | Горн – печь с принудительным дутьем; предназначена для обжига керамики и тигельной плавки металлов | 700-950 |
| Свинец и олово | 800-900 | «Волчья яма» - первый специальный агрегат для извлечения металлов из руд | 900-1200 |
| Медь | 750-1200 | Сыродутный горн | До 1350 |
| Железо | 1150-1450 | Домница и печь Телуэлла для стекловарения | Свыше 1350 |
| Стекло | 1350-1700 |
Когда человек научился получать железо из руд, процесс его получения заключался в использовании сыродутных горнов и был малопроизводителен. Этот процесс стали улучшать - ввели обогащение железа углеродом и последующую его закалку. Так получилась сталь. И к 1-му тысячелетию до н.э. железо стало наиболее распространенным среди используемых человеком материалов (Европа, Азия) (рисунок 18).
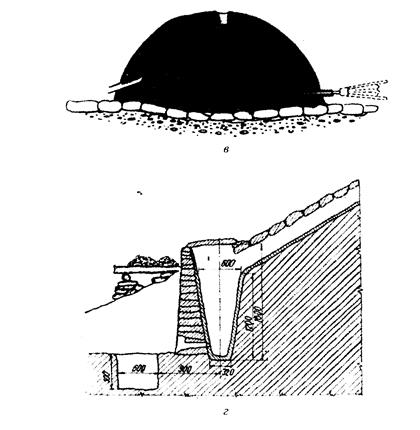
Способы производства железа (стали) из руд в тиглях, помещенных в специальные горны (подобные древнейшим горнам, применявшимся для изготовления керамических изделий), и в ямах, получивших в Западной Европе название «волчьих», стали первыми в истории. Оба способа являются металлургическими приемами, унаследованными от освоенного ранее производства меди и бронзы, с существенными усовершенствованиями, связанными с природными отличиями руд металлов и их поведением в ходе плавки. Тигельная плавка была общедоступным кустарным способом производства, «домашняя» технология. С освоением же технологии получения металлов в «волчьих ямах» металлургия превратилась в первую настоящую индустрию (рисунок 19). Однако уже к началу Новой эры архаичная «волчья яма» была практически повсеместно вытеснена гораздо более прогрессивным металлургическим агрегатом – сыродутным горном, тигельный же процесс выплавки железа из руд получил дальнейшее развитие (прежде всего в странах Азии), поскольку позволял, хотя и в небольших количествах, получать сталь высочайшего, даже по современным стандартам, качества.

Рисунок 18 - Железная колонна в Дели (IV—V вв. н. э.)
Отличия металлургических агрегатов, в которых обрабатывалась железная руда, от их предшественников, заключались в следующем:
1) для восстановления железа из оксидов требовалось значительно большее количество древесного угля, чем при плавке медной руды, где он играл роль только источника тепла;
2) конструкция горна и технология плавки должны были обеспечивать существенно более высокий температурный уровень процесса, поскольку разделение железа и пустой породы возможно только после перевода одного из материалов в расплавленное состояние, в конкретном случае – после образования шлака.
Минимальная температура формирования шлакового расплава, основной составляющей которого является минерал фаялит (Fe2SiO4) составляет около 1200 °С. При производстве меди и бронзы температура в печи составляла не более 1000 °С. Поэтому для повышения температурного уровня процесса необходимо было применение более мощных воздуходувных средств или создание условий для интенсивного естественного притока воздуха. В древности пытались снизить температуру плавления шлака путем добавления в шихту специальных флюсующих добавок, например в Месопотамии и Малой Азии для этих целей еще во II тыс. до н.э. использовалась смесь костной золы и доломита. Однако этот способ мог давать ощутимый эффект лишь в отдельных случаях и только при тигельной плавке.
Рисунок 19 – «Волчья» яма
Тигельный способ производства ковкого железа, а впоследствии стали, был повсеместно распространён уже в Древнем Мире. Тяготение европейской металлургии к сыродутной плавке железа наметилось лишь в последние столетия этой эпохи. В Азии тигельная плавка просуществовала в качестве основной металлургической технологии до конца 19 в.
Для тигельной плавки применялись тигли цилиндрической формы высотой до 1,2 м и внутренним диаметром до 12 см (рисунок 20). Толщина стенок составляла от 2 до 4 см. Материалом для изготовления тиглей служила специальная смесь из песка и жаростойкой глины. Тигли изготавливались по «шаблону» – матерчатому чулку. Они могли выдерживать температуру до 1650 ºС. Сверху тигли закрывались полусферическими крышками с отверстиями в центральной части для выхода газов во время плавки.
а б
Рисунок 20 – Конструкция тигля (а) и схема горна для тигельной плавки (б)
В состав шихты входили: железная руда, древесный уголь и флюсы, из которых наиболее часто использовался доломит. Все шихтовые материалы предварительно дробили до крупности лесного ореха и тщательно перемешивали. Шихту загружали в предварительно обожженные тигли, которые затем помещались в горн и частично засыпались гравием для устойчивости.
Окончательный состав стали формировался в нижней части тигля в результате просачивания капель металла через слой ранее образовавшегося и более легкого шлака.
Тигель оставался в горне после окончания процесса до полного остывания. Остывший слиток металла извлекали, разбивая тигель. Его масса редко превышала 2–3 кг, но этого количества было вполне достаточно для изготовления клинка или деталей доспехов.
Секрет высокого качества тигельной стали заключался в длительном контакте сначала крицы, а позднее – расплавленного металла, с железистым шлаком. При этом из металла в шлак переходили наиболее вредные, с точки зрения качества металла, примеси: фосфор и сера.
Сыродутный горн(рисунок 21) стал первым металлургическим агрегатом, специально предназначенным для производства железа из руд. Его конструкция – следствие желания древних металлургов повысить интенсивность поступления в агрегат воздуха, что было необходимо для повышения температуры процесса.
Высота сыродутного горна составляла не более 1,5 м, и он легко обслуживался вручную (рисунок 22).
Сыродутный горн примерно на две трети высоты наполняли древесным углем и лишь после этого укладывали шихту. Над верхней частью горна снова укладывали древесный уголь так, чтобы образовалось небольшое коническое возвышение. Воспламенение древесного угля осуществляли через канал для выпуска шлака, который наполняли мелкими дровами и хворостом. Подача в горн дутья приводила к разжиганию угля, углерод которого в условиях недостатка кислорода горел до оксида углерода (СО). Таким образом, в печи создавалась восстановительная среда, способствовавшая восстановлению железа из оксидов.
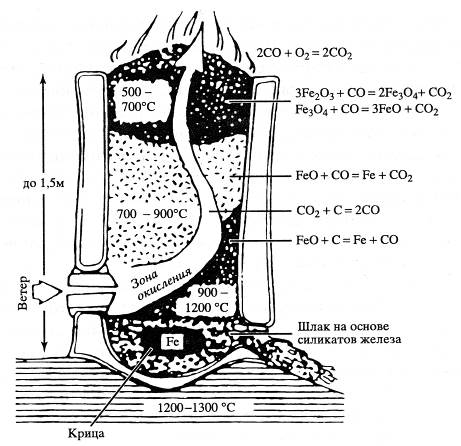
Рисунок 21 - Общее устройство сыродутного горна
и принципиальная схема процесса
Температура нагрева материалов в горнах не превышала 1300 ºС, что недостаточно для плавления получавшегося в результате процесса низкоуглеродистого железа. Поэтому продуктом процесса была «крица». Крица представляла собой пористый (похожий на губку) материал – спек неравномерного по химическому составу железа со шлаком.
Нагретые до тестообразного состояния пластичные частицы железа, слипаясь и свариваясь вместе на лещади горна, образовывали крицу (от старославянского слова «кръч» – кузнец).
Пористую крицу, пропитанную железистым шлаком, отжимали для его удаления под специальными деревянными прессами около горна.
В результате процесса, продолжавшегося около суток, формировалась одна или несколько криц. На первых порах освоения технологии масса крицы редко превышала 1–2 кг. Однако впоследствии научились производить крицы массой 25–40 кг, а в наиболее производительных каталонских горнах – до 120–150 кг.
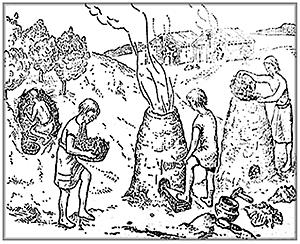
Рисунок 22 – Работа сыродутных горнов
Шлак постоянно вытекал из печи через специальный канал в ее нижней части. Конечный шлак, вытекавший из сыродутного горна, содержал до 50–55% FeO, 10–15% Fe2O3 (Fe2O3 относится к переходящему в шлак магнетиту FeO-Fe2O3).
Состав конечного шлака одного из якутских сыродутных горнов был следующим, %: FeO – 48,5; Fe2O3 – 14,82; SiO2 – 23,01; А12О3 – 2,67; MnO – 3,48; CaO – 2,84; P2O5 – 0,87.
Для сравнения, шлак современной доменной печи содержит 0,5–1,0% FeO, и из каждой 1000 кг шихты лишь 3–5 кг железа переходит в шлак, а 997-995 кг железа – в чугун. В сыродутном горне из каждой 1000 кг Fe-шихты в металлическую крицу переходило железа не более 600–700 кг. Вся остальная масса железа (300–400 кг) не восстанавливалась и терялась безвозвратно с вытекающим из горна шлаком.
Основность (CaO/SiO2) шлаков сыродутных горнов не превышала 0,1–0,3, поэтому десульфурации металла (FeS + CaO = CaS + FeO) почти не имела места и сера шихты переходила в крицу. Качественный металл получали из чистых по сере руд. Кричное малоуглеродистое железо легко ковалось, но не позволяло получать литые изделия.
Необходимость извлечения крицы из горна требовала периодических остановок горна. Приходилось выламывать переднюю стенку горна, вытаскивать крицу и вновь восстанавливать кладку горна. Прерывистость, периодичность сыродутной плавки была одним из главных ее недостатков, обусловивших низкую производительность горнов.
Извлеченная из горна с помощью ломов или специальных клещей крица содержала большое количество включений шлака и несгоревшего угля. Поэтому ее подвергали механической обработке деревянными молотами для удаления вышеупомянутых примесей. Только после этого приступали к термомеханической обработке металла.
Сыродутные горны отличались большим разнообразием конструкций (рисунок 23).
в - переходная форма от «волчьей ямы» к низкому горну; г – сыродутный горн из горных районов Румынии
Рисунок 23 – Конструкции сыродутных горнов
К важнейшим недостаткам сыродутного процесса относятся: низкие температура зоны горения древесного угля и степень использования энергии газов, высокий уровень потерь железа со шлаком, прерывистость процесса. Дальнейшее развитие техники плавки железных руд шло по пути совершенствования конструкции сыродутных горнов и устранения недостатков.
После предварительной обработки раскованное кричное железо-сырец поступало в кузницу. Главным технологическим приемом здесь служила горячая ковка. Кузнечную ковку можно производить только с металлом, находящимся в пластичном состоянии, поэтому железо подвергали нагреву в кузнечном горне. Окалину удаляли, применяя специальные флюсы, которыми посыпали места сварки.
Дата добавления: 2020-11-18; просмотров: 1095;
Поиск по сайту
Узнать еще
- МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС. ЦВЕТНАЯ МЕТАЛЛУРГИЯ
- МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС. ЧЕРНАЯ МЕТАЛЛУРГИЯ
- Металлургия средневековой Европы
- Периодизация истории человечества и металлургия
- Способ 14. Древняя практика тибетских лам
- Теоретические и технологические основы производства материалов. Понятие о производственном и технологическом процессах. Металлургия чугуна, стали, алюминия, меди и титана».

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
