Обладнання для кування
Машинне кування роблять на кувальних молотах і кувальних гідравлічних пресах.
Молоти – машини динамічної, ударної дії. Тривалість деформації на них складає тисячні долі секунди. Метал деформується за рахунок енергії, накопиченої рухливими (падаючими) частинами молота до моменту їх зіткнення з заготовкою. Тому при виборі молотів керуються масою їх падаючих частин. Енергія, накопичена падаючими частинами, не вся витрачається на деформування заготовки. Частина її витрачається на пружні деформації інструменту і коливання шабота – деталі молота, на яку встановлюють нижній бойок. Чим більша маса шабота, тим більший к.к.д. Практично маса шабота буває в 15 разів більше маси падаючих частин, що забезпечує к.к.д. удару  уд = 0,8 ÷ 0,9.
уд = 0,8 ÷ 0,9.
Основними типами молотів для кування є приводні – пневматичні і пароповітряні.
Пневматичний молот. Найрозповсюдженіша конструкція такого молота наведена на рисунку 8.
У литій станині 10 розташовані два циліндри – компресорний 9 і робочий 5, порожнини яких з’єднані через золотники 7 і 6. Поршень 8 компресорного циліндра переміщується шатуном 14 від кривошипа 15, що обертається електродвигуном 13 через шестерні 11 і 12 (редуктор). При переміщенні поршня в компресорному циліндрі повітря почергово стискується у верхній і нижній його порожнинах. Повітря, стиснуте до
0,2 – 0,3 МН/м2, при натисканні на педаль чи рукоятку, що відкриває золотники 7 чи 6, надходить через них у робочий циліндр 5. Стиснене повітря діє на поршень 4 робочого циліндра. Поршень 4, виконаний як одне ціле з масивним штоком, є одночасно бабою молота, до якої кріплять верхній бойок 3. У результаті падаючі частини 3 і 4 періодично переміщуються вниз – вгору і наносять удари по заготовці, покладеній на нижній бойок 2, що нерухомо закріплений на масивному шаботі 7. Залежно від положення органів керування молот може наносити одиничні й автоматичні удари регульованої енергії, працювати на холостому ході (баба вільно лежить на нижньому бойку), здійснювати силове притискання поковки до нижнього бойка (наприклад, для операцій вигинання і скручування) і тримати бабу у висячому положенні.
Пневматичні молоти застосовують для кування дрібних поковок (приблизно до 20 кг) і виготовляють з масою падаючих частин
50 – 1000 кг.
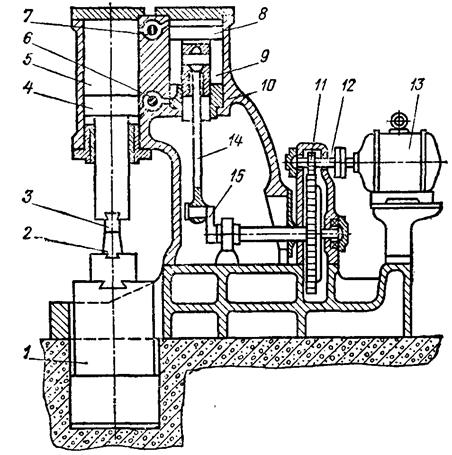
Рисунок 8 – Схема пневматичного молота
 |
Пароповітряні молоти. Такі молоти приводяться в дію парою чи стисненим повітрям тиском 0,7 – 0,9 МН/м2. Залежно від конструкції станини пароповітряні кувальні молоти бувають аркові, мостові й одностоякові.
Рисунок 9 – Схема пароповітряного молота аркового типу
На рисунку 9 зображена схема аркового молота. На станині 4 молота змонтований робочий циліндр 1 з паророзподільним пристроєм 11. При натисканні педалі чи рукоятки керування стиснений пар чи повітря по каналу 12 надходить у верхню порожнину циліндра 1 і давить на поршень 2, з’єднаний штоком 3 з бабою 5, до якої кріплять верхній бойок 6. У результаті падаючі частини 2, 3, 5 і 6 переміщуються вниз і завдають удару по заготовці, покладеній на нижній бойок 7, нерухомо закріплений на масивному шаботі 8. При подачі стисненого пару по каналу 10 у нижню порожнину циліндра 1 падаючі частини піднімаються у верхнє положення. Переміщення баби 5 відбуваються в напрямних 9. У кувальних молотах станина 4 і шабот 8 закріплені на фундаменті окремо, бо для того, щоб маніпулювати заготовками і ковальським інструментом, необхідно мати доступ до бойків з усіх боків.
Молоти можуть робити удари повної і неповної сили, притискати поковку між бойками й утримувати бабу в підвішеному стані. Ковальські пароповітряні молоти будують з масою падаючих частин 1000 – 8000 кг. На цих молотах виготовляють поковки середньої маси (20 – 350 кг) переважно з прокатаних заготовок.
Гідравлічні преси. Ці машини –статичної дії, тривалість деформації в них може складати від одиниць до десятків секунд.
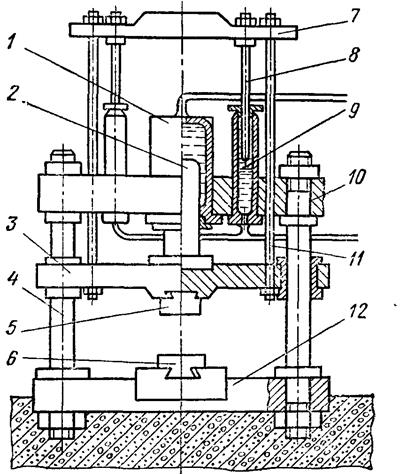
Рисунок 10 – Принципова схема гідравлічного преса
У гідравлічному пресі зусилля створюється за допомогою рідини (водяної емульсії чи мінеральної олії) високого тиску (20 – 30 МН/м2), яку подають в робочий циліндр 1 (рис.10). Рідина тисне на плунжер 2, що передає зусилля рухомій поперечині 3, яка переміщується по колонах 4. Верхній бойок 5 кріплять до рухомої поперечини, нижній бойок 6 встановлюють на нижній нерухомій поперечині 12. Верхня нерухома поперечина 10, у якій знаходиться робочий циліндр 9, і нижня поперечина 12 жорстко з’єднані чотирма колонами 4. При опусканні поперечини 3 рідина з поворотних циліндрів 9 витісняється плунжерами 8, зв’язаними верхньою поперечиною 7 і тягами 11 з поперечиною 3. Для підйому останньої у вихідне положення після робочого ходу рідина під тиском подається в поворотні циліндри 9, а з робочого циліндра витісняється плунжером 2 у зливний резервуар.
Крім зазначених частин гідравлічні преси мають пристрої, що забезпечують прес рідиною високого тиску, наповнюючи усю гідравлічну систему преса рідиною і керуючи пресом (розподільники).
У нашій промисловості кувальні гідравлічні преси будують зусиллям
5 – 100 МН для виготовлення великих поковок в основному з виливків.
Дата добавления: 2016-07-27; просмотров: 5759;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
