Группы улучшаемых конструкционных сталей по степени нагруженности деталей машин и механическим свойствам после закалки и высокого отпуска
| Улучшаемые стали (основные разно- видности и примеры марок) | Механические свойства | |||
| Предел прочности, МПа | Предел текучести, МПа. | Ударная
вязкость,
мДж/м 
| ||
| 1.Малонагруженные детали машин (прокаливаемость при закалке в сечениях до 10…12мм) | ||||
| Углеродистые стали:35, 40,45 | 600…700 | 400…600 | 0,4…0,5 | |
| 2.Средненагруженные детали машин (прокаливаемость при закалке в сечениях до 20…50мм) | ||||
| Хромистые: 40Х,45Х Марганцовистые: 45Г2 Хромомарганцовистые (дополнительно вводят титан или бор): 30ХГТ, 40ХГР | 900…1100 | 700…850 | 0,6…0,9 | |
| 3.Высоконагруженные детали (прокаливаемость при закалке в сечениях до 75… 100мм) | ||||
| Хромоникелевые: 40ХН Хромомагранцевоникелевые: 40ХГН Хромоникельмолибденовые: 40ХНМ Хромоникельмолибденованадиевые:38ХГ3МФ | 1000…1200 | 800…1100 | 0,7…1,0 | |
К сталям первой группы относятся углеродистые стали марок 35,40,45. Эти стали имеют малую прокаливаемость (10…18 мм) и используются для изготовления деталей с небольшим поперечным сечением или работающих при небольших нагрузках (валики, втулки, гайки и т.д.).
Во вторую группу входят хромистые, марганцовистые и хромомарганцовистые стали, имеющие прокаливаемость 20…40 мм. Одним из важнейших легирующих элементов в конструкционных сталях является хром, вводимый в количестве 0,5…1,8%. Введение хрома увеличивает устойчивость аустенита на диаграмме изотермического превращения и повышает прокаливаемость стали. Широко используются хромистые стали марок 30Х,40Х,45Х, применяемые для изготовления коленчатых валов, шестерен, валов ответственного назначения. Дополнительное увеличение прокаливаемости достигается путем присадки 0,002…0,004% бора в хромистые стали (стали марок 35ХР, 40ХР).
Марганцовистые стали (40Г2, 45Г2) имеют повышенную прока- ливаемость по сравнению с углеродистыми сталями. Недостатком этих сталей является их крупнозернистость и склонность к отпускной хрупкости. Из марганцовистых сталей изготовляются шатуны, оси и другие детали, подвергающиеся высоким нагрузкам.
Дополнительное увеличение прокаливаемости конструкционных сталей достигается при одновременном легировании хромом и марганцем (40ХГ и др.). К числу недостатков этих сталей относятся большая склонность к росту зерна аустенита и отпускной хрупкости. Для предотвращения роста зерна аустенита в хромомарганцовистые стали вводится небольшое количество титана (стали 30ХГТ, 40ХГТ).
Широкое распространение, особенно в самолетостроении, получили хромомарганцовокремнистые стали типа хромансил 30ХГС, 35ХГС. Эти стали имеют повышенную прокаливаемость, высокую прочность и хорошую свариваемость.
К улучшаемым сталям третьей группы относятся хромоникелевые стали 40ХН, 45ХН, 50ХН, 30ХН3А и др. Эти стали вследствие малой критической скорости закалки имеют большую прокаливаемость при закалке в масле (более 40 мм) и позволяют получать однородную структуру сорбита в крупных изделиях. Никель является важнейшим легирующим элементом в конструкционных сталях. Введение никеля упрочняет сталь и снижает температуру перехода стали из вязкого состояния в хрупкое (порог хладноломкости). Хромоникелевые стали применяются для крупных изделий сложной конфигурации, работающих при высоких динамических нагрузках. Недостатком этих сталей является большая склонность к отпускной хрупкости второго ряда.
Отпускная хрупкость устраняется дополнительным введением в сталь молибдена. Хромоникелемолибденовые стали (40ХНМ и др.) обладают наибольшей прокаливаемостью вследствие большой устойчивости аустенита. Эти стали применяются для наиболее ответственных и крупных деталей машин. Молибден в стали 40ХНМ может быть заменен вольфрамом. Дальнейшее повышение прочности хромоникелемолибденовых сталей достигается введением 0, 10…0,15% ванадия.
Данные о механических свойствах некоторых улучшаемых сталей приведены в табл.12.
Таблица 12.
Механические свойства некоторых типовых конструкционных среднеугле- родистых сталей после закалки и высокого отпуска при температуре 540…600  С.
С.
| Марка улучшаемой стали | Оптовая цена (усл.ед.) | Среднее значение критического  диаметра,мм диаметра,мм
| Предназначены для деталей с максимальным поперечным сечением,мм | Механические свойства | ||
 ,МПа ,МПа
|  , МПа , МПа
| НВ | ||||
| 1,0 | 15…20 | 167…207 | ||||
| 1,0 | 15…20 | - | ||||
| 45Х | 1,2 | 25…35 | 197…235 | |||
| 40ХН | 1,6 | 50…75 | 300…325 | |||
| 30ХГС | 1,4 | 50…75 | HRC 32…38 | |||
| 40ХН2МА | 2,1 | 75…100 | HRC 29…33 | |||
| 38ХН3МФА | 2,6 | 100…200 | - |
Краткая характеристика основных видов конструкционных улучшаемых легированных сталей приведена ниже.
Хромистые стали 30Х, 38Х и 50Х применяют для средненагруженных деталей небольших размеров. С увеличением содержания углерода возрастает прочность, но снижаются пластичность и вязкость. Прокаливаемость хромистых сталей невелика.
Хромомарганцевые стали. Совместное легирование хромом (0,9…1,2%) и марганцем (0,9…1,2%) позволяет получить стали с достаточно высокой прочностью и прокаливаемостью (40ХГ). Однако хромо- марганцевые стали имеют пониженную вязкость, повышенный порог хладноломкости (от 20 до -60 С), склонность к отпускной хрупкости и росту зерна аустенита при нагреве.
Хромокремнемарганцевые стали. Высоким комплексом свойств обладают хромокремнемарганцевые стали (хромансил). Стали 25ХГС и 30ХГС обладают высокой прочностью и хорошей свариваемостью. Стали хромансил применяют также в виде листов и труб для ответственных сварных конструкций (самолетостроение). Стали хромансил склонны к обратимой отпускной хрупкости и обезуглероживанию при нагреве.
Хромоникелевые стали обладают высокой прокаливаемостью, хорошей прочностью и вязкостью. Они применяются для изготовления крупных изделий сложной конфигурации, работающих при динамических и вибрационных нагрузках (40ХН и др.).
Хромоникелемолибденовые стали. Хромоникелевые стали обладают склонностью к обратимой отпускной хрупкостью, для устранения которой многие детали небольших размеров из этих сталей охлаждают после высокого отпуска в масле, а более крупные детали в воде. Для устранения этого дефекта стали дополнительно легируют молибденом (40ХН2МА) или вольфрамом.
Хромоникелемолибденованадиевые стали обладают высокой прочностью, пластичностью, вязкостью и низким порогом хладноломкости. Этому способствует высокое содержание никеля. Недостатками сталей являются трудность их обработки резанием и большая склонность к образованию флокенов. Стали применяют для изготовления наиболее ответственных деталей турбин и компрессорных машин (38ХН3МФ).
Мартенситно-стареющие высокопрочные стали.
Применение в технике получила высокопрочная мартенситно-стареющая сталь Н18К9М5Т (масс.%: 0,03 С, 18Ni, 9Со, 5Мо, 0,6 Тi). Кроме стали Н18К9М5Т нашли применение менее легированные мартенситно-стареющие стали: Н12К8М3Г2, Н10Х11М2Т ( =1400…1500 МПа), Н12К8М4Г2, Н9Х12Д2ТБ ( =1600…1800 МПа). Мартенситно-стареющие стали имеют высокий предел упругости.
Детали из этих сталей подвергаются закалке на мартенсит и последующему отпуску при температуре 480…540 С. В процессе отпуска (старения) из высоколегированного мартенсита выделяются очень дисперсные частицы интерметаллидов, упрочняющие сталь.
Мартенситно-стареющие стали применяют в авиационной промышленности, ракетной технике, судостроении, приборостроении для упругих элементов, в криогенной технике и т. д. Эти стали дорогостоящие.
Хладностойкие материалы.
Хладностойкими называют материалы, сохраняющие достаточную вязкость при низких температурах от 0 до -269 С (температура жидкого гелия). Высокую пластичность и вязкость при отрицательных температурах сохраняют стали аустенитного структурного класса с кристаллической решеткой гранецентрированного куба. К ним относятся стали марок 03Х13АГ19, 12Х18Н10Т, 10Х11Н23Т3МР и др. Эти стали применяют в холодильной и криогенной технике.
Материалы для атомного машиностроения.
Конструкции ядерных реакторов, к которым относятся корпуса реакторов, системы трубопроводов, защитные оболочки тепловыделяющих элементов, регулирующих стержней и др., работают в условиях радиационного облучения нейронами и другими тяжелыми частицами (  - частицы, осколки ядер и т.д.). При этом возникают структурные повреждения, смещение положительно заряженных ионов, образование вакансий и межузельных атомов. В результате происходит возрастание прочности и снижение пластичности материала.
- частицы, осколки ядер и т.д.). При этом возникают структурные повреждения, смещение положительно заряженных ионов, образование вакансий и межузельных атомов. В результате происходит возрастание прочности и снижение пластичности материала.
Материалами, способными к длительной работе при температурах до 500…600 С в контакте с жидким натрием и другими расплавленными металлами, являются коррозионностойкие хромоникелевые аустенитные стали.
Для работы при более высоких рабочих температурах используются сплавы циркония с оловом, содержащие 1,3…1,6% олова, 0,03…0,05% гафния, не более 0,06% кислорода и азота.
Рессорно-пружинные стали.
Стали для пружин и рессор должны иметь высокий предел упругости (текучести) и предел выносливости; пластические свойства стали имеют меньшее значение. Для изготовления пружин и рессор применяются конструкционные стали с повышенным содержанием углерода ( 0,5…0,7% ) марок 65, 65Г, 60С2, 50ХФА и др. Окончательная термическая обработка пружин и рессор заключается в закалке от температуры выше критической точки А  в масле или в воде с последующим средним отпуском при температуре 400…500 С. Средний отпуск применяется для получения высокого предела упругости, т.к. при этих температурах отпуска предел упругости имеет максимальное значение. Рессорно-пружинные стали имеют после термической обработки предел прочности 980…1850 МПа и предел текучести 780…1650 МПа.
в масле или в воде с последующим средним отпуском при температуре 400…500 С. Средний отпуск применяется для получения высокого предела упругости, т.к. при этих температурах отпуска предел упругости имеет максимальное значение. Рессорно-пружинные стали имеют после термической обработки предел прочности 980…1850 МПа и предел текучести 780…1650 МПа.
Усталостная прочность пружин и рессор может быть повышена путем поверхностного наклепа с помощью обдувки дробью. При этом поверхность
изделия подвергается наклепу на глубину 0,2…0,4 мм стальной или чугунной дробью. Возникающие в этом слое напряжения сжатия повышает предел усталости, и уменьшают вредное действие различных дефектов поверхности рессор и пружин. Дробеструйная обработка применяется и для других деталей, работающих в условиях знакопеременных нагрузок (зубья шестерен, галтели коленчатых валов, полуоси автомобилей, пальцы гусеничные и др.).
Шарикоподшипниковые стали.
Стали для подшипников качения должна иметь высокую твердость, износостойкость, прочность и предел выносливости. В качестве шарикоподшипниковой стали применяются высокоуглеродистые стали с содержанием 0,95…1,15%С, легированные хромом (ШХ6, ШХ9, ШХ15; число в обозначении марки указывает среднее содержание хрома в десятых долях процента). Стали должны иметь минимальное количество металлургических дефектов (неметаллических включений, пор и др.). Эти дефекты служат концентраторами напряжений и могут привести к образованию трещин и выкрашиванию стали.
Термическая обработка шарикоподшипниковых сталей включает две основные операции – закалку от температуры выше критической точки А  и низкотемпературный отпуск при 150…160 С. После закалки сталь получает структуру из мартенсита, избыточных карбидов и до 10…12 % остаточного аустенита. При последующей эксплуатации подшипников остаточный аустенит может превратиться в мартенсит и размеры подшипников будут увеличиваться. Для уменьшения количества остаточного аустенита и предотвращения изменений размеров закаленная сталь подвергается обработке холодом при температурах (-10)…(-20) С.
и низкотемпературный отпуск при 150…160 С. После закалки сталь получает структуру из мартенсита, избыточных карбидов и до 10…12 % остаточного аустенита. При последующей эксплуатации подшипников остаточный аустенит может превратиться в мартенсит и размеры подшипников будут увеличиваться. Для уменьшения количества остаточного аустенита и предотвращения изменений размеров закаленная сталь подвергается обработке холодом при температурах (-10)…(-20) С.
Очень крупные роликовые подшипники диаметром 0,5…2,0 м из- готовляются из цементуемой хромоникелевой стали 20Х2Н4А.
Аустенитная сталь высокой износостойкости.
В качестве износостойкой стали, когда изнашивание происходит при одновременном приложении сильного давления или ударов, применяется марганцовистая литая сталь марки 110Г13Л (1,1% углерода и 13% марганца) аустенитного класса (сталь Гадфильда). Литая сталь имеет структуру из аустенита и карбидов, как видно из схемы микроструктуры (рис. 102).
Путем закалки с 1100 С в воде получают однофазную структуру аустенита. Закаленная сталь отличается высоким пределом прочности (до 1080 МПа) при значительной пластичности и вязкости (  до 60…80%).
до 60…80%).
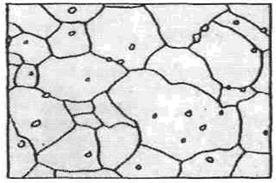 Рис. 102. Микроструктура стали 110Г13Л
Рис. 102. Микроструктура стали 110Г13Л
| Вследствие высокой пластичности сталь имеет резко выраженную спо- собность к упрочнению (наклепу) при холодной пластической деформации. При этом твердость возрастает, что и обуславливает хорошую износостой- кость стали. Сталь 110Г13Л применяется в тех случаях когда необходимо иметь высо- кую износостойкость и большую вяз- |
кость при воздействии значительных давлений и ударах (траки гусеничных машин, крестовины железнодорожных путей, щеки дробилок для измельчения камней, зубья ковшей экскаваторов, броня несгораемых шкафов и др.). Механическая обработка такой стали затруднена, т.к. при резании возникает наклеп и сталь упрочняется. Поэтому детали из стали 110Г13 часто изготавливают способами литейного производства.
4.3. Инструментальные материалы.
В зависимости от назначения и условий работы в машиностроении различают, стали и сплавы для режущего инструмента, штампов и мерительного инструмента.
Стали для режущего инструмента. Эти стали в готовом инструменте должны иметь следующие свойства:
1.Высокую твердость (НRС 60…65) и износостойкость для сохранения формы и размеров режущих кромок при резании.
2.Высокую прочность для предотвращения выкрашивания и поломок инструмента.
3.Удовлетворительную вязкость для предупреждения поломок при вибрациях и ударах.
В качестве инструментальных сталей применяют углеродистые, легированные и быстрорежущие стали. Углеродистые стали У10, У11, У12 (число показывает среднее содержание углерода в десятых долях процента) используются для изготовления инструментов, работающих с небольшими скоростями (метчики, развертки, плашки и др.). Из легированных сталей преимущественно применяются хромистые стали и стали с дополнительными добавками марганца и других элементов (Х, ХГ, 9ХС, ХВГ и др.). Они используются для изготовления фасонного инструмента (сверла, фрезы, протяжки и др.).
Окончательная термическая обработка инструмента состоит из закалки и низкого отпуска. Нагрев под закалку рекомендуется проводить в аннах с расплавленными солями (например, 50% NaCl и 50%KCl), что обеспечивает защиту от окисления и обезуглероживания, большую скорость нагрева (20…30 с на 1 мм толщины). Температура нагрева принимается выше линии А на 50…70  С (~780…830 С). Охлаждение в зависимости от состава стали и типа инструмента ведется различными способами. Инструмент из углеродистой стали вследствие большой критической скорости закаливается через воду в масло или в масле (инструмент малых сечений). Прокаливаемость углеродистых сталей небольшая (10…12 мм при закалке в воде). Для инструментов из легированных сталей, у которых критическая скорость меньшая, применяется закалка в масле, расплавленных солях и щелочах (ступенчатая и изотермическая закалка). Легирование позволяет значительно увеличить прокаливаемость (до 75…100 мм при закалке в масле).
С (~780…830 С). Охлаждение в зависимости от состава стали и типа инструмента ведется различными способами. Инструмент из углеродистой стали вследствие большой критической скорости закаливается через воду в масло или в масле (инструмент малых сечений). Прокаливаемость углеродистых сталей небольшая (10…12 мм при закалке в воде). Для инструментов из легированных сталей, у которых критическая скорость меньшая, применяется закалка в масле, расплавленных солях и щелочах (ступенчатая и изотермическая закалка). Легирование позволяет значительно увеличить прокаливаемость (до 75…100 мм при закалке в масле).
Нагрев в ваннах с расплавленными солями и охлаждение в смеси щелочей NaOH и KOH позволяет сохранять почти без изменения цвет поверхности закаливаемого инструмента («светлая» закалка).
Для уменьшения напряжений и хрупкости при сохранении высокой твердости инструмента после закалки проводится низкий отпуск при 160…180 С с выдержкой 0,5…1,0 час. Инструмент из углеродистых и легированных сталей сохраняет высокую твердость, полученную в результате термической обработки, при нагреве до температур 200…250 С.
Быстрорежущие стали по химическому составу являются высоколегированными с содержанием 5,5…18% вольфрама, 3…4%хрома, 1…5% ванадия и 0,5…5,5% молибдена. Характерным свойством этих сталей является теплостойкость-способность сохранять мартенситную структуру, высокую твердость и износостойкость при нагреве до повышенных температур (600…650 С). Высокая твердость мартенсита сохраняется до таких температур, пока не произойдет распад мартенсита и выделение мелкодисперсных карбидов. У углеродистых сталей распад мартенсита и выделение частиц карбидов железа происходит при температурах 80…300 С и твердость понижается. В высоколегированных быстрорежущих сталях эти превращения замедляются. Специальные карбиды Fe  W C в этих сталях выделяются из мартенсита и укрупняются при более высоких температурах (выше 500 С), поэтому твердость сохраняется при нагреве до этих повышенных температур.
W C в этих сталях выделяются из мартенсита и укрупняются при более высоких температурах (выше 500 С), поэтому твердость сохраняется при нагреве до этих повышенных температур.
Температура разогрева инструмента при резании металлов возрастает с повышением скорости резания. При механической обработке инструментом из быстрорежущей стали благодаря свойству теплостойкости можно применять более высокие скорости резания по сравнению с обработкой инструментами из углеродистой и легированной сталей.
Литая быстрорежущая сталь имеет структуру из ледебурита (смесь карбидов Fe W C и перлита) и перлита (смесь феррита и мелких карбидов) (рис. 103,а). При горячей обработке давлением хрупкая сетка ледебурита (эвтектики) раздробляется и карбиды измельчаются. Структура кованой и отожженной стали состоит из крупных первичных карбидов и мелких карбидов, распределенных по всему объему феррита (структура типа сорбита) (рис. 103,б).
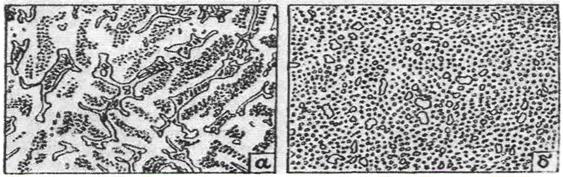
Рис.103. Схема микроструктуры быстрорежущей стали в литом состоянии (а) и после ковки и отжига (б).
Окончательная термическая обработка инструмента из быстрорежущей стали состоит из операций закалки и отпуска (рис.104). Закалка быстрорежущей стали в отличие от других инструментальных сталей проводится от высоких температур 1260…1280 С, т.е. значительно выше критической точки А (800…850 С). Нагрев под закалку проводится в соляных ваннах или в печах с защитной атмосферой. На первой стадии до температуры 850…900 С нагрев ведется медленно во избежание образования трещин вследствие малой теплопроводности стали. При этом карбиды почти не растворяются в аустените. Вторая стадия нагрева в интервале температур 900…1280 С проводится очень быстро для предотвращения роста зерна аустенита и обезуглероживания поверхностного слоя. При этом происходит частичное растворение карбидов Fe W C в аустените, количество карбидов уменьшается с 25 до 15…17% и, соответственно, содержание вольфрама в аустените возрастает с 1 до 8%. Следовательно, нагрев при закалке до высоких температур применяется для получения высоколегированного вольфрамом аустенита. Охлаждение при закалке ведется в масле для инструмента простой формы или в соляных ваннах (ступенчатая и изотермическая закалка для фасонного инструмента). При охлаждении высоколегированный аустенит превращается в высоколегированный мартенсит: Fe  (C,W)
(C,W)  Fe
Fe  (C,W).
(C,W).
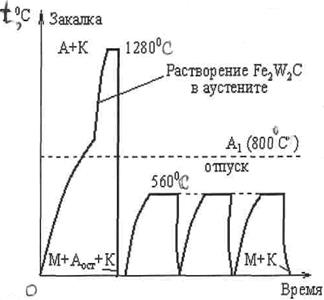 Рис.104.Схема термической обработки инстру- ментов из быстрорежущей стали.
Рис.104.Схема термической обработки инстру- ментов из быстрорежущей стали.
| Микроструктура закаленной стали состоит из мартенсита, остаточного аустенита (20…30%) и карбидов (15…17%). Для повы- шения твердости закаленная быстрорежущая сталь подвергается отпуску при 560 С. При выдержке из остаточного аустенита выде- ляются карбиды; остаточный аус- тенит обедняется углеродом и легирующими элементами и при последующем охлаждении превра- щается в мартенсит. Следователь- но, происходит как бы «вторичная закалка» и количество остаточного аустенита уменьшается.
|
Для полного превращения остаточного аустенита в мартенсит отпуск проводится два - три раза. В результате отпуска твердость стали повышается от НRС 63 до 65 и прочность на изгиб возрастает от 1950 до 3150 МПа.
Различают две группы быстрорежущих сталей:
1.Стали нормальной производительности (умеренной теплостойкости) Р6М5, Р12 и др. для механической обработки резанием материалов средней твердости ( буква Р означает быстрорежущую сталь, число после буквы Р – среднее содержание вольфрама в процентах).
2.Стали повышенной производительности (высокой теплостойкости) Р14Ф4, Р9К5, Р9К10, Р18К5Ф2 и др., дополнительно легированные ванадием или кобальтом ( буквы Ф и К означают ванадий и кобальт, числа после букв – среднее содержание этих элементов в процентах). Эти стали применяются для механической обработки резанием жаропрочных и коррозионностойких сталей, титановых сплавов и других труднообрабатываемых резанием материалов.
Особую группу вольфрамосодержащих сталей составляют порошковые быстрорежущие стали, изготовляемые способами порошковой металлургии (МП). По одному из способов порошок, полученный распылением струи расплавленной быстрорежущей стали аргоном, прессуют при давлении 700…800 МПа, спекают при 1230…1270 С 1 час, получая заготовки с относительной плотностью 99,9…100,0%. После дополнительной горячей ковки нагретых до 1140…1180 С заготовок при давлениях 600…800 МПа или применения способов горячего изостатического прессования (ГИП), из них изготовляют режущие инструменты.
Такие стали марок Р6М5К5 МП, Р6М5Ф3 МП и др. в виде прутков диаметром до 150 мм и длиной до 500 мм отличаются мелкозернистой однородной структурой. Стойкость режущих инструментов из этих сталей в 1,5…3 раза выше, чем у сталей, полученных обычным металлургическим способом.
Дополнительное увеличение стойкости инструментов (до шести раз) достигают введением в состав порошковой быстрорежущей стали до 10% карбидов титана, ниобия или карбонитрида титана. Такие материалы называют карбидосталями.
В целях экономии вольфрама и, частично, молибдена в конце 1970-х и 1980-е гг. были разработаны быстрорежущие безвольфрамовые стали. Эти стали имеют такие химические составы, которые обеспечивают возможность упрочнения путем проведения закалки от высоких температур и отпуска аналогично вольфрамосодержащим сталям. Отпуск при повышенных температурах 580 С обеспечивает выделение дисперсных карбидов, что приводит к росту твердости («вторичная» твердость) (рис.105).Это стали марок 11М5Ф, 11М5ФЮ , 12МФ№СЮ, 95Х6М3Ф3Т и др.
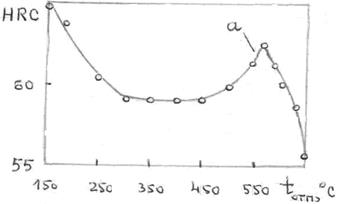
Рис.105.Зависимость твердости закаленной стали 11М5Ф от температуры отпуска (закалка от температуры 1020 С): а – « вторичная» твердость.
Сравнительные характеристики некоторых быстрорежущих сталей даны в табл. 13.
Таблица 13
| Марка стали | Твердость HRC |  ,МПа ,МПа
| t  , C , C
|
| Р6М5 | 64…66 | 3150…3550 | |
| Порошковая: Р6К5 МП | 68…69 | 3000…3300 | |
| 95Х6М3Ф3Т | 3100…3500 | ||
| 11М5ФЮ | 65…67 |
Быстрорежущие стали относятся к сталям с карбидным упрочнением. Разработаны дисперсионно-твердеющие быстрорежущие стали с интерметаллидным упрочнением, например, Co  W
W  .Это стали марок В14М7К25 (ЭП723), В11М7К23 (ЭП831) и др. В обозначении таких сталей впереди записывается заглавная буква «В» (вместо «Р») , а число показывает содержание вольфрама в процентах.
.Это стали марок В14М7К25 (ЭП723), В11М7К23 (ЭП831) и др. В обозначении таких сталей впереди записывается заглавная буква «В» (вместо «Р») , а число показывает содержание вольфрама в процентах.
Абразивные материалы.
Абразивные материалы используются в виде порошков в связанном или свободном состоянии. Инструментами при обработке различных изделий машиностроения являются шлифовальные круги, ленты, бруски, притиры. Материалы для абразивной обработки должны обладать высокой твердостью и прочностью в сочетании с некоторой хрупкостью, а также физико-химической инертностью к обрабатываемому материалу.
В качестве абразивных материалов применяются тугоплавкие безкислородные химические соединения: карбиды и нитриды кремния, алюминия, бора. Используются также металлоподобные химические соединения ряда металлов с неметаллами: кремнием, углеродом, бором, азотом.
Различают естественные (наждак, корунд, гранит и др.) и искусственные (электрокорунд нормальный, карбид кремния зеленый, карбид бора и др.) абразивные материалы.
Абразивные порошкообразные материалы принято подразделять в зависимости от величины микротвердости на три группы (табл.14).
Таблица 14
Классификация абразивных материалов.
| № группы | Микротвердость абразивов, МПа | Примеры абразивных материалов |
| Менее 19600 | Крокус Кварц | |
| От 19600 до 49000 | Наждак Электрокорунд Карбид кремния Карбид бора | |
| Более 49000 | Кубический нитрид бора Вюрцитный нитрид бора Алмазы |
Материалы группы 3 выделяют в особый класс сверхтвердых материалов (см. ниже).
При изготовлении абразивных инструментов (шлифовальных кругов, брусков, притиров) твердые и хрупкие зерна абразивов размещают в более пластичных полимерных, керамических, металлических и иных связках – матрицах. Для шлифовальных кругов наибольшее применение получили керамическая (К), бакелетовая (Б) и вулканитовая (В) связки.
Керамическая связка состоит из огнеупорной глины, полевого шпата, кварца с добавками талька, мыла и жидкого стекла.
Основу бакелетовой связки составляет фенолоформальдегидная смола.
В состав вулканитовой связки входят каучук и 25…30% серы. При изготовлении кругов происходит вулканизация каучука.
Способность связки удерживать абразивные зерна на поверхности инструмента в процессе резания называется твердостью круга. Абразивные инструменты имеют ряд групп и подгрупп твердости, рассматриваемых в специальной литературе. Правильно выбранная твердость круга обес- печивает самозатачивание, т. е. обновление в процессе резания режущей способности круга за счет выкрашивания затупившихся абразивных зерен.
Сверхтвердые материалы.
К классу сверхтвердых материалов относят такие материалы, главным образом с ковалентными связями, у которых микротвердость выше, чем у природного корунда, то есть выше 19600 МПа. В зависимости от микротвердости они классифицируются на пять подклассов. ( табл.15).
Таблица 15
Классификация сверхтвердых материалов.
| № п/п | Наименование материала | Микротвердость HV, МПа |
| Природные алмазы | ||
| Синтетические алмазы | 99290…98100 | |
Кубический нитрид бора BN 
| 68670…78480 | |
Вюрцитный (гексагональный) нитрид бора BN 
| 49050…78480 | |
| Композиционные материалы | ≤49050 |
Алмазы характеризуются высокой твердостью, хорошей тепло- проводностью (  =137,9…146,3 Вт/(
=137,9…146,3 Вт/(  К). С нагревом выше температур ~800…900 С алмазы начинают графитизироваться.
К). С нагревом выше температур ~800…900 С алмазы начинают графитизироваться.
Синтетические алмазы получают из углеграфитовых материалов в специальных камерах высокого давления при р =5000…7000 МПа и температурах не ниже 1400…1500 К. Высокая температура достигается пропусканием электрического тока через нагревательное устройство.
Кубический нитрид бора КНБ имеет более низкую твердость по сравнению с алмазом и теплопроводность ( =41,86 Вт/ ( К). Он сохраняет свою структуру и твердость при нагреве до температуры ~1200…1400 С.
Композиционные сверхтвердые материалы в виде поликристаллов получают различными способами. Так, материалы типа баллас (АСБ) и карбонадо (АСПК) изготовляют пропиткой пористых прессовок, с формованных из алмазных порошков с металлическими покрытиями. По аналогичной технологии получают материалы эльбор - Р из кубического нитрида бора. Для изготовления лезвийного режущего инструмента, например резцов, разработаны композиционные материалы типа ПТНБ из смесей кубического и вюрцитного нитрида бора.
Алмазные порошки, выпускаемые промышленностью, классифи- цируются в зависимости от метода получения и размера зерен на следующие группы:
1.Алмазные шлифпорошки с размером зерен от 40…50 мкм до 630…800 мкм. Они выпускаются следующих основных марок: АС2, АС4, АС6, АС15, АС20, АС32, АС50. Чем выше число, тем больше прочность зерен алмазов.
Рекомендуются для инструментов на металлических, органических и керамических связках, используемых при разрезании и обработке стекла, керамики, камня, гранитов, горных пород, корунда и др.
2.Алмазные шлифпорошки с покрытиями поверхности зерен.
Применение покрытий повышает стойкость инструментов и снижает расход алмазов. В качестве стандартных используются следующие виды покрытий зерен:
 покрытие типа К пленкой карбида металла;
покрытие типа К пленкой карбида металла;
покрытие типа КМ пленками сплавов, содержащих кремний;
покрытие типа НТ, являющееся карбидо-металлическим;
покрытие типа А, при котором совокупность агрегатов из нескольких алмазных зерен имеет карбидо - металлическую пленку;
покрытие типа АН – модификация покрытия А, отличающаяся введением в агрегаты из алмазных зерен дополнительно наполнителя (карбид бора, карбид титана, электрокорунд и др.).
3.Алмазные микропорошки с размером зерен от < 1,0 мкм до 40…60 мкм двух разновидностей:
марок АМ из природных алмазов и марок АСМ из синтетических алмазов;
марок АН из природных алмазов и марок АСН из синтетических алмазов.Они имеют более высокую абразивную способность (на 25…30%) по сравнению с микропорошками АМ и АСМ.
Микропорошки выпускаются зернистостью 60/40, 40/28, 28/20, 20/14, 14/10, 10/7 и др. до 1/0 мкм. В обозначении марок числитель показывает максимальный, а знаменатель минимальный размеры основной фракции порошка в микрометрах.
Микропорошки применяются для изготовления абразивных инстру- ментов, а также использования в свободном незакрепленном состоянии в пастах и суспензиях.
Микропорошки АМ и АСМ используют при доводочных работах изделий из закаленных сталей, стекла, керамики и др. Для обработки изделий из более твердых материалов (корунда, керамики, природных алмазов и других труднообрабатываемых материалов) рекомендуются микропорошки АН и АСН.
Твердые порошковые сплавы состоят из карбидов вольфрама, титана и тантала (WC, TiC, TaC) с небольшими добавками кобальта. Карбиды очень тугоплавки и имеют большую твердость. В отличие от сталей твердые сплавы имеют более высокую теплостойкость (твердость сохраняется при нагреве до 1000 С). Благодаря хорошей теплостойкости скорость резания инструментами, оснащенными твердым сплавом, в 5…10 раз выше, чем у быстрорежущей стали.
Твердые порошковые сплавы изготовляются методами порошковой металлургии, т. е. путем прессования смеси порошков карбида и кобальта с последующим спеканием при температуре 1400…1450 С. В Российской Федерации производятся твердые сплавы трех групп:
1.Вольфрамовые марок ВК2, ВК3М, ВК6, ВК8, ВК20, ВК30 с разным содержанием кобальта (в сплаве ВК2 – 2% Со и т.д.) для обработки хрупких материалов (чугун, стекло и др.).
2.Титановольфрамовые Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В с разным содержанием кобальта и карбидов титана (например, в сплаве Т15К6-15%TiC, 6%Со, WC – ост.) для обработки вязких материалов (сталей и др.).
3.Титанотанталовольфрамовые ТТ7К12 (4%TiС, 3%ТаС, 12%Со – ост.) для тяжелого чернового точения стальных поковок, штамповок, отливок.
В соответствии с международной классификацией ИСО твердые порошковые инструментальные сплавы для обработки резанием разделяются на три группы:
Р – при обработке дают «сливную» стружку ( например, Т15К6);
К – при обработке дают дробленую стружку (например, ВК6);
М – универсальные для обработки сталей и чугунов (например, ТТ8К6, ВК6-ОМ).
Эти группы разделяют на подгруппы для конкретных условий резания, которые дополнительно обозначают двухзначным числом, например, Р01 – чистовая обработка точением и сверление; Р25 – фрезерование.
Для улучшения эксплутационных свойств режущих пластин твердых сплавов на их поверхность наносят износостойкие покрытия из TiC, TiN, Ti(C,N). Покрытия толщиной пять – десять микрометров наносят из газовой фазы при температуре 1000…1300 С. Применяют также многослойные покрытия из последовательности слоев TiN и TiC, ZrB .
Средний размер зерен карбидов в твердых сплавах равен 1…2 мкм, микротвердость составляет 12800 МПа (ВК6), 17700 МПа (Т15 К6).
Твердые безвольфрамовые сплавы созданы на основе карбида титана и карбонитрида титана. На основе TiC разработаны сплавы марок ТН20, ТН30 и др. В качестве связки используются никелемолибденовые сплавы. Так сплав ТН20 содержит 79% TiC, 15%Ni, 6% Мо.
Твердый сплав марки КНТ16 на основе карбонитрида титана имеет 90%Ti (C,N) и 10% связки (Ni-Мо) (3:1). Микротвердость материала равна 12200 МПа.
Такие безвольфрамовые твердые сплавы по своим свойствам при чистовом и получистовом точении с малой глубиной резания на токарных станках близки к вольфрамосодержащим твердым сплавам.
Режущая керамика (РК). Она характеризуется высокой твердостью, в том числе при нагреве, износостойкостью, химической инертностью к большинству металлов в процессе резания. По комплексу этих св<
Дата добавления: 2020-10-25; просмотров: 1092;
Поиск по сайту
Узнать еще
- II. Научность, систематичность и последовательность обучения.
- II.4. Классификация нефтей и газов по их химическим и физическим свойствам
- II.Группы маркетинга в зависимости от широты охвата рынка.
- IV. Степени качества наречий
- IV. ЭКОНОМИЧЕСКИЕ ПОСЛЕДСТВИЯ ИНФЛЯЦИИ
- PCI Express: последовательная шина
- PCI Express: последовательная шина.
- V этап—наращивание сооружений и наполнение водохранилища до проектных отметок с последовательным, поочередным пуском всех агрегатов.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
