Конструкционные стали
Механические свойства сталей.
Конструкционные стали, применяемые для изготовления деталей машин, должны обладать комплексом высоких механических свойств (прочностью, пластичностью и вязкостью). Простые углеродистые стали имеют высокие механические свойства в деталях малых сечений (10…15 мм). Так, стали 40, 45 имеют после закалки и высокого отпуска  =590…680 МПа;
=590…680 МПа;  = 390…580 МПа;
= 390…580 МПа;  =40…50%; КСU=0,4…0,5 Мдж/м
=40…50%; КСU=0,4…0,5 Мдж/м  . Однако, в деталях с сечением более 20…25 мм их механические свойства понижаются из-за малой прокаливаемости. Для изготовления тяжелонагруженных деталей большого сечения применяют легированные стали, обладающие лучшим комплексом механических свойств. Повышение свойств при легировании стали объясняется следующими причинами:
. Однако, в деталях с сечением более 20…25 мм их механические свойства понижаются из-за малой прокаливаемости. Для изготовления тяжелонагруженных деталей большого сечения применяют легированные стали, обладающие лучшим комплексом механических свойств. Повышение свойств при легировании стали объясняется следующими причинами:
1.Легирующие элементы увеличивают прокаливаемость стали и тем самым повышают механические свойства деталей большого сечения. Для получения комплекса высоких механических свойств в качестве окончательной термической обработки деталей машин обычно применяют закалку и высокий отпуск при 500…650  С (улучшение). При малой прокаливаемости (углеродистые стали) в результате термообработки в сердцевине образуется структура троостита, сорбита или даже феррита и перлита. Сталь с такими структурами имеет пониженные предел текучести, относительное сужение и ударную вязкость, т. е. свойства в сердцевине будут меньше свойств поверхностного слоя. Типовая схема изготовления деталей машин на машиностроительном заводе дана на рис. 95.
С (улучшение). При малой прокаливаемости (углеродистые стали) в результате термообработки в сердцевине образуется структура троостита, сорбита или даже феррита и перлита. Сталь с такими структурами имеет пониженные предел текучести, относительное сужение и ударную вязкость, т. е. свойства в сердцевине будут меньше свойств поверхностного слоя. Типовая схема изготовления деталей машин на машиностроительном заводе дана на рис. 95.
Легирующие элементы, особенно марганец, молибден, хром, замедляют скорость изотермического превращения переохлажденного аустенита, уменьшают критическую скорость закалки и, следовательно, увеличивают прокаливаемость. При сквозной прокаливаемости сталь имеет одинаковую микроструктуру по всему сечению (сорбит после высокого отпуска) и одинаковые механические свойства. Легированные стали имеют после улучшения =980…1070 МПа; КСU = 0,8…1,2 Мдж/м . Эти свойства обеспечиваются в деталях больших сечений (80…120 мм и выше). Изменение прочности сталей различных марок после закалки и высокого отпуска (при равных величинах =40% и КСU=0,6 Мдж/м ) в зависимости от поперечного сечения (по С. М. Баранову) приведено на рис. 96.
2.Легирующие элементы замедляют превращения при отпуске закаленной стали. С повышением температуры отпуска происходит распад мартенсита, выделение углерода из мартенсита и образование карбидов. Легирующие элементы замедляют скорость диффузии углерода и задерживают распад мартенсита; мартенсит сохраняется до более высоких температур нагрева. Особенно значительно затормаживают легирующие элементы (ванадий, молибден, вольфрам, хром) процессы роста и коагуляции
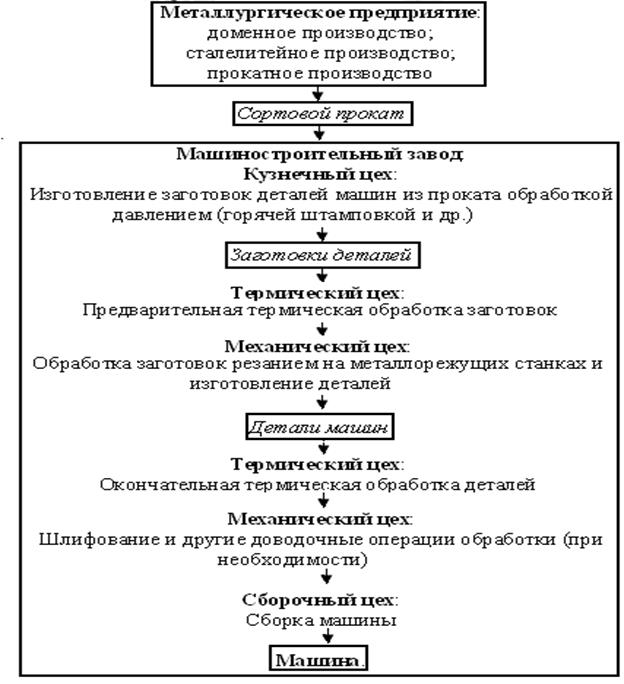
Рис.95.Типовая схема изготовления деталей машин на машиностроительном заводе.
карбидов. Поэтому при одинаковой температуре отпуска легированная сталь имеет более дисперсные карбиды по сравнению с углеродистой сталью.
Вследствие замедления превращения при отпуске легированные стали при одинаковых температурах отпуска отличаются большей прочностью и твердостью и пониженной пластичностью. Для достижения заданного снижения прочности или повышения пластичности и вязкости необходимо применять более высокую температуру отпуска. С повышением температуры отпуска улучшается сочетание прочности и пластичности легированных сталей.
 Рис.96.Изменение прочности сталей различных марок после закалки и высокого отпуска в зависимости от диаметра при равных величинах и КСU.
Рис.96.Изменение прочности сталей различных марок после закалки и высокого отпуска в зависимости от диаметра при равных величинах и КСU.
| 3.Легирующие элементы уп- рочняют...феррит. Конструкционные стали яв- ляются преимущественно сталями перлитного класса с содержанием углерода до 0, 45…0,50 %. В таких сталях около 95 % по объему составляет феррит и лишь 5% составляют карбиды, поэтому свойства феррита оказывают большое влияние на свойства стали. Легиру- ющие элементы, растворяясь в феррите, увеличивают его прочность и при содержании |
более 1…2% снижают ударную вязкость. Влияние легирующих элементов на свойства феррита показано на рис.97. Исключение составляет никель, который упрочняет феррит, увеличивает ударную вязкость феррита и понижает температуру перехода стали из вязкого состояния в хрупкое. Поэтому никель является особо ценным легирующим элементом в конструкционных сталях. Вследствие упрочнения феррита механические свойства легированных сталей при одинаковом режиме отпуска выше свойств углеродистых сталей.
4. Легирующие элементы измельчают зерно аустенита. Все леги- рующие элементы, за исключением марганца, замедляют рост зерна аустенита, особенно карбидообразующие элементы: титан, ванадий, цирконий, вольфрам, молибден, хром. Эти элементы образуют устойчивые карбиды, которые располагаются по границам зерен и задерживают рост зерна аустенита. Мелкозернистые стали имеют большую ударную вязкость по сравнению с крупнозернистыми сталями.
Дефекты легированных конструкционных сталей.
Легированные стали в большей степени, чем углеродистые, склонны к образованию различного рода дефектов. Важнейшими дефектами являются дендритная ликвация, флокены и отпускная хрупкость. Дендритная ликвация заключается и неоднородности распределения легирующих элементов в объеме дендрита: оси дендрита содержат меньшее количество легирующих элементов, а междуосные пространства – наибольшее количество этих элементов. После горячей обработки давлением сталей с развитой дендритной ликвацией наблюдается пониженная пластичность и ударная вязкость поперек волокон.
Уменьшение дендритной ликвации достигается диффузионным отжигом слитков при температуре 1000…1200 С с длительными выдержками.
-
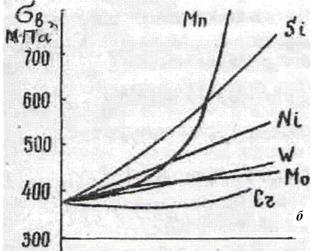
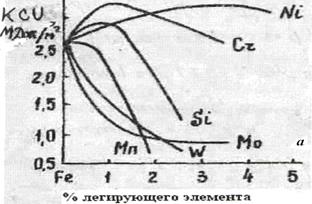 Рис.97.Влияние легирующих элементов на ударную вязкость (а) и предел прочности (б) феррита
Рис.97.Влияние легирующих элементов на ударную вязкость (а) и предел прочности (б) феррита
| Флокенами называются внут- ренние трещины в стали, наблю- даемые на поверхности макро- шлифов в виде волосовини в изломе в виде светлых овальных пятен. Флокены наиболее часто встре- чаются в хромоникелевых, хромо- никельвольфрамовых и хромони- кельмолибденовых сталях после ковки и прокатки сталей при диаметре заготовок более 30 мм. Наличие флокенов, играющих роль внутренних надрезов, резко ухуд- шает механические свойства сталей.
Образованию флокенов спо- собствует растворившийся в жидкой стали водород. При ускоренном охлаждении в интервале температур ниже 200 С водород не успевает полностью выделится из стали; повышенное содержание водорода приводит к значительному по- понижению пластических свойств стали.
|
Внутренние напряжения, возникающие под влиянием давления выделяющегося в микропорах водорода и вследствие ускоренного охлаждения, вызывают образование трещин (флокенов) в малопластичной стали. Для предупреждения образования флокенов необходимо проводить медленное охлаждение стали после ковки и прокатки по особым режимам ; при этом водород успевает выделится из стали.
Отпускная хрупкость проявляется в понижении ударной вязкости при температурах отпуска закаленной стали 250…400 С (отпускная хрупкость  рода) и 500…650 С (отпускная хрупкость
рода) и 500…650 С (отпускная хрупкость  рода) (рис.98). Отпускная хрупкость рода наблюдается у всех конструкционных сталей и не устраняется путем изменения состава стали и термической обработкой. Предполагают, что наиболее вероятной причиной возникновения отпускной хрупкости рода является неоднородность распада пересыщенного твердого раствора углерода в
рода) (рис.98). Отпускная хрупкость рода наблюдается у всех конструкционных сталей и не устраняется путем изменения состава стали и термической обработкой. Предполагают, что наиболее вероятной причиной возникновения отпускной хрупкости рода является неоднородность распада пересыщенного твердого раствора углерода в  - железе (мартенсита) и неравномерность выделения карбидов по границам и в объеме бывшего зерна аустенита. На практике избегают проводить отпуск конструкционных сталей в интервале температур возникновения отпускной хрупкости рода.
- железе (мартенсита) и неравномерность выделения карбидов по границам и в объеме бывшего зерна аустенита. На практике избегают проводить отпуск конструкционных сталей в интервале температур возникновения отпускной хрупкости рода.
Отпускная хрупкость рода обнаруживается при медленном охлаждении от температуры отпуска 500…650 С. В случае быстрого охлаждения в масле хрупкость отсутствует.
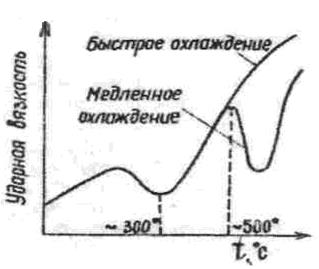 Рис. 98. Изменение ударной вязкости в зависимости от температуры отпуска для сталей, склонных к отпускной хрупкости
Рис. 98. Изменение ударной вязкости в зависимости от температуры отпуска для сталей, склонных к отпускной хрупкости
| Образующаяся при медленном охлаждении хрупкость может быть устранена путем повторного отпуска с быстрым охлаждением.
К отпускной хрупкости рода особенно склонны хромоникеливые стали. Добавки к этой стали молибдена или вольфрама снижают чувствительность к хрупкости.
Природа отпускной хрупкости рода связывается с растворением различных элементов при нагреве стали и выделением дисперсных частиц нитридов, фосфидов, карбидов по границам бывших зе-
|
рен аустенита при медленном охлаждении стали. Эти частицы и вызывают хрупкость стали. В случае быстрого охлаждения стали выделения дисперсных частиц не происходит и хрупкости не наблюдается. Отдельные исследователи объясняют отпускную хрупкость рода обогащением границ бывших зерен аустенита атомами некоторых элементов (особенно фосфора). При повторном отпуске до более высоких температур концентрация фосфора выравнивается по объему и хрупкость устраняется.
Термическая обработка конструкционных сталей.
На машиностроительных заводах вначале проводится предварительная термическая обработка заготовок деталей машин (поковок,штамповок и т.д.), а после механической обработки режущими инструментами - окончательная термическая обработка для придания деталям требуемых по техническим условиям физико - механических свойств. В качестве предварительной термической обработки для углеродистых сталей 20, 30, 40, 45 и малолегированных сталей 20Х, 40Х, 45Г2, 18ХГТ и др. применяют нормализационный отжиг со скоростью охлаждения 100…200 градусов в час. В условиях массово-поточного производства такая термическая обработка ведется в печах непрерывного действия.
Высоколегированные стали 40ХНМА, 35ХМА и др. имеют устойчивый аустенит, поэтому операция нормализационного отжига для этих сталей неприемлема. В случае применения отжига охлаждение необходимо вести с малой скоростью (20…30 градусов в час.). Для таких сталей с устойчивым аустенитом в качестве предварительной термической обработки применяется изотермический отжиг. При этом сталь нагревается выше критической точки А  на 30…50 , охлаждается до температуры малой устойчивости аустенита и выдерживается при этой температуре до полного превращения аустенита в сорбит. Схема изотермического отжига приведена на рис. 99. Высоколегированные стали мартенситного класса (18Х2Н4ВА, 25ХНВА и
на 30…50 , охлаждается до температуры малой устойчивости аустенита и выдерживается при этой температуре до полного превращения аустенита в сорбит. Схема изотермического отжига приведена на рис. 99. Высоколегированные стали мартенситного класса (18Х2Н4ВА, 25ХНВА и
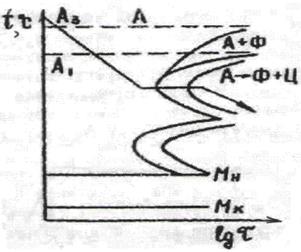 Рис.99.Схема проведения изотермического отжига.
Рис.99.Схема проведения изотермического отжига.
| др.) смягчаются путем высокого отпуска при температурах 640…680 С, близких к критической точке А  , при этом образуется структура сорбита.
Требуемые по техническим условиям физико-механические свой- ства стали достигаются путем окончательной термической обра- ботки. Типовой термической обра- боткой среднеуглеродистых улуч- шаемых сталей является полная закалка от температур выше крити- , при этом образуется структура сорбита.
Требуемые по техническим условиям физико-механические свой- ства стали достигаются путем окончательной термической обра- ботки. Типовой термической обра- боткой среднеуглеродистых улуч- шаемых сталей является полная закалка от температур выше крити-
|
ческой точки А на 30…50 с последующим высоким отпуском для получения структуры сорбита (улучшение). Для деталей из углеродистых сталей 40, 45, 50 диаметром 10…15 мм применяется закалка в воде, а для легированных сталей типа 40Х, 45Г2, 30ХГТ, 40ХН и др.-закалка в масле. Более медленное охлаждение легированных сталей уменьшает внутренние напряжения в деталях. В термических цехах массового производства для проведения улучшения стали применяются агрегаты из закалочной печи, конвейерного закалочного бака, моечной машины и отпускной печи. Следует подчеркнуть, что при равном пределе прочности улучшаемая сталь со структурой сорбита отпуска по сравнению со структурой феррит + перлит имеет более низкую температуру перехода от вязкого разрушения к хрупкому (порог хладноломкости), т. е. обладает большей конструктивной прочностью.
В ряде случаев кроме улучшения применяются и другие варианты окончательной термической обработки среднеуглеродистых конструк- ционных сталей.
В случае необходимости получения более высокой прочности некоторые легированные стали (30ХГСА, 18Х2Н4ВА и др.) подвергаются закалке и низкому отпуску при температуре 200…250 С. После такой термической обработки стали имеют повышенную прочность при пониженной пластичности и вязкости.
В некоторых легированных сталях сочетание высокой прочности и вязкости достигается путем изотермической закалки. Распад аустенита производится при температурах 300…400 С, т.е. несколько выше линии М  в области бейнитного превращения аустенита. Это превращение у большинства легированных сталей не идет до конца, и структура состоит из бейнита и 10…20% остаточного аустенита. Если при последующем охлаждении остаточный аустенит не превращается в мартенсит и сохраняется до комнатной температуры, то сталь получает высокую прочность при хорошей вязкости.
в области бейнитного превращения аустенита. Это превращение у большинства легированных сталей не идет до конца, и структура состоит из бейнита и 10…20% остаточного аустенита. Если при последующем охлаждении остаточный аустенит не превращается в мартенсит и сохраняется до комнатной температуры, то сталь получает высокую прочность при хорошей вязкости.
Наиболее высокий предел прочности 2450…2900 МПа при ударной вязкости 0,3…0,4 Мдж/м достигается путем термомеханической обработки (ТМО), при которой совмещаются, пластическая деформация стали в аустенитном состоянии с ее закалкой. Разработано два варианта ТМО (рис. 100). При высокотемпературной ТМО (ВТМО) изделия нагреваются выше критической точки А в область аустенита, деформируются при этих температурах и закаливаются, а затем подвергаются низкотемпературному отпуску. В случае низкотемпературной ТМО (НТМО) после выдержки при температуре выше А сталь быстро охлаждается до температуры относительной устойчивости аустенита (400…500 С) и при этих температурах деформируется. Далее проводится окончательное охлаждение (закалка) и низкотемпературный отпуск.
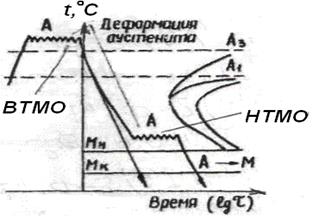 Рис.100.Схема проведения термомехани- ческой обработки стали. Рис.100.Схема проведения термомехани- ческой обработки стали.
| Сталь упрочняется при ТМО в результате образования при закалке деформированного аустенита скоп- лений дислокаций с высокой плот- ностью в мартенсите и измельчения кристаллов мартенсита на отдельные фрагменты (объединения блоков), повернутые на угол 10…15 .
Сравнительные данные механических свойств стали 30ХГСА после раз- личной термической обработки при- ведены в табл.9.
|
Таблица 9.
Механические свойства стали 30ХГСА после различной термической обработки.
| № п/п | Термическая обработка | Механические свойства | |
| ,МПа
| KCU,Мдж/м
| ||
| Закалка с высокотемпературным отпуском ( улучшение) | 980…1170 | 0,8…1,2 | |
| Закалка с низкотемпературным отпуском | 1560…1760 | 0,4 …0,6 | |
| Изотермическая закалка | 1560…1700 | 1,0…1,1 | |
| Термомеханическая обработка с низкотемпературным отпуском | 2450…2900 | 0,3…0,4 |
Цементуемые стали.
Цементуемые стали содержат 0,10…0,25% углерода, иногда до 0,3%. Эти стали получают высокую твердость и износостойкость поверхностного слоя, и высокие механические свойства сердцевины путем цементации с последующей закалкой и низкотемпературным отпуском. Упрочнение сердцевины сталей при термической обработке определяется характером диаграммы изотермического превращения переохлажденного аустенита.
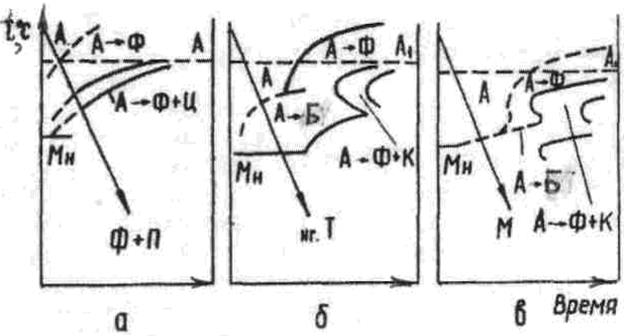
Рис.101.Схема диаграмм изотермического превращения переохлажденного аустенита цементуемых сталей (обозначения в тексте).
Положение С-образных кривых распада аустенита зависит от содер- жания легирующих элементов в стали. Схемы диаграмм изотермического превращения переохлажденного аустенита для цементуемых сталей приве- дены на рис.101: а–углеродистые стали;б-малолегированные стали; в-высоколегированные стали.
Цементуемые стали разделяются на следующие основные группы:
1.Углеродистые стали 10,15,20. У этих сталей при термической обработке упрочняется только поверхностный слой. Вследствие малой устойчивости аустенита в сердцевине деталей аустенит превращается в феррит + перлит и упрочнения сердцевины почти не происходит. Эти стали применяются для изделий небольших размеров, не требующих высокой прочности сердцевины деталей.
2.Малолегированные стали 15Х, 20Х, 20ХН и др. имеют сквозную закалку в сечениях до 15…20мм; при этом вследствие большей устойчивости аустенита в сердцевине аустенит превращается в бейнит и предел прочности сердцевины возрастает до 730…830 МПа. Эти стали применяются для более нагруженных изделий, сердцевина которых должна иметь высокую прочность.
3.Высоколегированные стали 20Х2Н4, 20ХГР, 18ХГТ, 18Х2Н4ВА и др. (высокопрочные цементуемые стали) имеют прокаливаемость 25…100мм.
При закалке в сердцевине аустенит превращается в бейнит или в малоуглеродистый мартенсит и предел прочности сердцевины составляет 980…1250 МПа. Стали применяются для деталей ответственного назначения, испытывающих значительные динамические нагрузки.
Данные о цементуемых сталях приведены в табл.10.
Таблица 10.
Группы цементуемых конструкционных сталей по степени нагруженности деталей машин и механическим свойствам сердцевины деталей после цемента- ции, закалки и низкого отпуска.
| Некоторые типовые примеры марок цементуемых сталей | Механические свойства сердцевины детали | ||
| Предел прочности,
, МПа
| Предел текучести, ,МПа
| Ударная
вязкость,
мДж/м
| |
| 1.Малонагруженные детали машин (прокаливаемость при закалке малая) | |||
| Углеродистые стали марок:10,15,20 | 380…460 | 245…295 | малая (не приводится) |
| 2.Средненагруженные детали машин (прокаливаемость при закалке в сечениях 10…20мм) | |||
| Легированные стали марок 15Х,20Х, 15ХР, 20ХР и др. | 730…830 | 590…690 | 0,8…1,2 |
| 3.Высоконагруженные детали машин (прокаливаемость при закалке в зависимости от марки стали от 20 до 100мм) | |||
| Легированные стали марок 12ХГМ, 20ХГР, 25ХГМ, 12ХН3А, 15ХГН2ТА, 20ХН2М и др. | 980…1270 | 830…1080 | 0,7…1,0 |
Данные об основных типах конструкционных цементуемых сталей рассмотрены ниже.
Хромистые стали 15Х,20Х предназначены для изготовления изготовления небольших изделий простой формы, цементируемых на глубину 1,0…1,5 мм. Хромистые стали по сравнению с углеродистыми обладают более высокими прочностными свойствами при некоторой меньшей пластичности в сердцевине и лучшей прочности в цементируемом слое, прокаливаемость низкая.
Хромоникелевые стали применяются для крупных деталей ответственного значения, испытывающих при эксплуатации значительные динамические нагрузки. Повышенная прочность, пластичность и вязкость сердцевины и цементированного слоя. Стали малочувствительны к перегреву при длительной цементации и не склонны к перенасыщению поверхностных слоев углеродом (12Х2Н4А и др.)
Хромомарганцевые стали применяют во многих случаях вместо дорогих хромоникелевых. Однако они менее устойчивы к перегреву и имеют меньшую вязкость по сравнению с хромоникелевыми. В автомобильной и тракторной промышленности, станкостроении применяют стали 18ХГТ и 25ХГТ.
Хромомарганцевоникелевые стали. Повышение прокаливаемости и прочности хромомарганцевых сталей достигается дополнительным легированием их никелем. На ВАЗе широко применяют стали 20ХГНМ, 19ХГН и 14ХГН. После цементации и термообработки эти стали имеют высокие механические свойства.
Улучшаемые среднеуглеродистые стали.
В качестве улучшаемых сталей применяются стали с содержанием 0,3…0,5% углерода. Для получения комплекса высоких механических свойств (прочности в сочетании с вязкостью и конструктивной прочностью) эти стали обычно подвергаются закалке с высокотемпературным отпуском (улучшением). В зависимости от условий нагружения деталей машин и прокаливаемости улучшаемые конструкционные стали разделяются на три группы (табл. 11).
Таблица 11
Дата добавления: 2020-10-25; просмотров: 772;
Поиск по сайту
Узнать еще
- II. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
- Ідеальні та реальні кристали.
- Борьба за власть внутри высшего эшелона политического руководства страны после смерти Сталина. Приход к власти Н.С.Хрущева.
- Борьба за сталинское наследие
- Быстрорежущие стали
- Влияние криогенной обработки на структурные превращения и изменения физико-механических свойств стали
- Влияние легирующих элементов на структуру и свойства стали.
- Влияние легирующих элементов на структуру и фазовые превращения в стали.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
