Послідовність основних етапів при глибокій витягування.
1. Вирізання заготівки.
2. Очищення поверхні заготівки (важливо очистити від слідів корозії, тому що там концентрується напруга).
3. Формування на поверхні заготівки пористої плівки з високою адгезією до металу. Ціль – утримання мастила. Для сталевих деталей застосовують фосфатування, при цьому, в результаті взаємодії ортофосфорної кислоти з залізом, на поверхні деталі утворюється плівка третинного фосфату заліза  . Для сплавів міді та алюмінію застосовують анодування (оксидна плівка).
. Для сплавів міді та алюмінію застосовують анодування (оксидна плівка).
4. Змащування пористої поверхні. Для змащування застосовують олії, що витримують великі контактні напруги та не витісняються. Такі мастила розроблені для гіпоїдних передач – гіпоїдні мастила (наприклад нігрол). Застосовують гіпоїдне мастило з графітовим наповненням.
5. Перше витягування до максимального відношення h/d
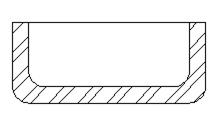
перше витягування
6. Рекристалізаційний відпал. Важливо не допустити вторинної рекристалізації, щоб не було росту зерна.
7. Повторне очищення поверхні, навіть з хімічним травленням.
8. див. п3.
9. див. п4.
10. Друге витягування
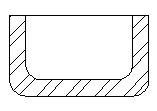
друге витягування
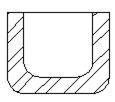
третє витягування
З малюнків видно, що для кожного етапу витягування потрібно свій штамп. Описана процедура багаторазової витяжки дозволяє одержувати деталі з h = (6…8)d. Це досягається приблизно за 14 штампів.
Дата добавления: 2020-10-14; просмотров: 579;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы
- F63 Расстройства привычек и влечений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
