Мікроструктура при обробці різанням.
Шар Бейльбі - мікроструктура.
При обробці різанням у деталей з'являється структура наклепу, тобто в поверхневому шарі існує пластична деформація. Вона приводить до наклепу. При цьому кристали розшаровуються по площинах ковзання дислокацій, внаслідок чого розмір зерен зменшується, твердість поверхні підвищується.
Стружка деформується сильніше, тому стружка більш тверда та крихка (рух по діаграмі Бочвара праворуч).
Мікроструктура в поверхневому шарі обумовлена:
1. загасаючим характером пластичних деформацій;
2. скінченною величиною радіуса заокруглення ріжучої крайки;
Загасаючий характер пластичних деформацій на прикладі токарської обробки.
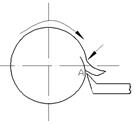
де А - точка відриву, точка опори важеля, одним плечем якого є стружка, інше плече спрямовано усередину матеріалу.
Важіль створює тиск, спрямований до центра заготівки. Цей тиск поширюється усередину по загасаючій. Дислокації ковзають усередину деталі й утворять структуру наклепу, що слабшає до центру деталі.
Вплив скінченної величини радіусу заокруглення ріжучої крайки.
Розглянемо точку А під великим збільшенням (на прикладі стругального верстата):
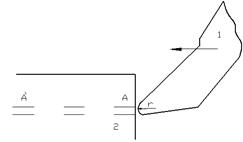
де 1 - різець;
2 - матеріал.
Якщо розглянути різець під великим збільшенням, то ріжуча крайка, представиться у вигляді деякої окружності з радіусом r. При поступальному русі різця, теоретично відділення стружки відбувається по лінії АА´. Реально лінія АА´ зміщається вниз через різне тертя в матеріалі та в стружці. При подальшому русі різця матеріал нижче АА´ зминається, деформується.
Лекція №19
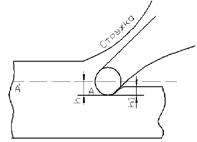
Де
 - пружне деформація.
- пружне деформація.
 - незворотній пластичний стиск;
- незворотній пластичний стиск;
У твердих матеріалів більше; чим м'якше матеріал, тим більше ступінь наклепу.
Глибина наклепу залежить від виду обробки:
| Вид обробки | Шар наклепу, мм |
| Точіння, обдирання | 1,5...0…0,3 |
| Тонке точіння | 0,1...0…0,3 |
| Шліфування | 0,05...0…0,1 |
| Суперфініш | 0,02...0…0,05 |
З приведених прикладів видно, що у всіх видах обробки товщина шару наклепу більше  і порівнянна із шаром Бейльби.
і порівнянна із шаром Бейльби.
Ступінь наклепу кількісно оцінюють відносним збільшенням твердості:
Для різних матеріалів ступінь наклепу різний (для алюмінію та міді ступінь наклепу 200%, для вуглецевих сталей 50…100%, для інструментальних сталей близько 10%).
Недоліки структури наклепу:
- шкідливе явище при знятті декількох шарів, тому що наступний прохід здійснюється по твердому наклепаному шару;
- при утворенні наклепу виникає велика кількість концентраторів напружень;
- у наклепі зростає об’єм границь зерен, внаслідок чого падає корозійна стійкість, тому що має місце метастабільний стан;
- різко погіршуються магнітні властивості магнітом’яких матеріалів (для відновлення властивостей застосовують рекристалізаційний відпал).
Переваги:
- підвищується твердість поверхневого шару;
- збільшується зносостійкість.
Дата добавления: 2020-10-14; просмотров: 595;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы
- F63 Расстройства привычек и влечений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
