РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ
Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями для фрезерования. Основными типами фрез, используемых для обработки широкой номенклатуры деталей на фрезерных станках с ЧПУ, являются торцовые и концевые цилиндрические фрезы. Торцовые фрезы применяются для обработки плоскостей, а концевые цилиндрические – для обработки контуров. Однако в ряде случаев плоскости обрабатывают концевыми цилиндрическими фрезами. В зависимости от конфигурации детали и требований чертежа на операциях фрезерования используют концевые сферические, шаровые и конические фрезы, а также дисковые. При этом следует отдавать предпочтение сборному инструменту (рис. 1.15) [12].
Материалом режущей части может служить быстрорежущая сталь, твёрдый сплав, минералокерамика, алмаз. В зависимости от конструкции и типа зубьев фрезы бывают цельные (полностью из одного материала), сварные (хвостовик и режущая часть состоят из различных материалов, сваренных вместе), сборные (из различного материала, но соединённые стандартными крепёжными элементами — винтами, болтами, гайками, клиньями).
С помощью сферических фрез может быть обеспечена получистовая и чистовая обработки, а также обработка закаленных сталей с твердостью до 63 HRC. Концевые цилиндрические фрезы также могут оснащаться СМП (рис. 1.16).
а) г)
б) в) д)
Рис. 1.15. Фотографии сборного инструмента, оснащенного СМП: а - торцовая фреза; б, в - дисковые фрезы; г – концевая фреза; д - сферическая фреза
Рис. 1.16. Фотография концевой цилиндрической фрезы в работе
Наиболее эффективный съем большого объема материала можно достичь, работая плунжерными фрезами (рис. 1.17). Эти фрезы работают с осевой подачей. За счет этого они менее подвержены вибрациям, и можно более полно использовать все возможности станка, работая на больших подачах.
Концевые фрезы представляют собой группу фрез, отличающихся креплением в шпинделе фрезерного станка. Крепление фрез в шпинделе станка производят при помощи цилиндрического или конического хвоста. Зубья на цилиндрической части конструируют аналогично зубьям цилиндрических фрез, а на торцовой части аналогично зубьям на торцовой части торцевых фрез. Концевые фрезы подразделяют:
• на концевые обыкновенные с неравномерным окружным шагом зубьев, с цилиндрическим и коническим хвостовиками;
• концевые, оснащенные коронками и винтовыми пластинками из твердого сплава;
• концевые шпоночные с цилиндрическим и коническим хвостовиками;
• шпоночные, оснащенные твёрдым сплавом;
• концевые для Т-образных пазов;
• концевые для сегментных шпонок.
Рис. 1.17. Фотография плунжерных фрез
Угловые фрезы находят применение преимущественно для фрезерования канавок. Они бывают:
• одноугловые;
• двухугловые.
Одноугловые фрезы применяют для фрезерования прямых канавок на фрезах и другом инструменте. Двухугловые несимметричные фрезы применяют для фрезерования прямых и винтовых канавок, а симметричные для фрезерования канавок фасонных фрез.
Дисковые фрезы (рис. 1.18) необходимы для формирования пазов и канавок. Дисковые фрезы бывают трех типов:
• пазовые;
• двусторонние;
• трёхсторонние.
Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности. Для уменьшения трения по торцам толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом дисковой пазовой фрезы является ширина, так как фреза предназначена в том числе и для обработки пазов. Важной областью применения дисковой пазовой фрезы является распиловка заготовок из дерева и металла.
Рис. 1.18. Дисковые фрезы
Двусторонние дисковые фрезы, кроме зубьев, расположенных на цилиндрической поверхности, имеют зубья на торце.
У трёхсторонних дисковых фрез зубья расположены на цилиндрической поверхности и на обоих торцах. Условия резания у торцовых зубьев менее благоприятны, чем у зубьев, расположенных на цилиндрической поверхности. Небольшая глубина канавки у торца не дает возможности получить необходимые задние и передние углы.
Фрезы, способные осуществлять линейное врезание под углом, также могут работать и с круговым врезанием под углом (рис. 1.19, а). Одним из общепринятых методов обработки закрытых карманов, пазов и выборок является фрезерование с линейным врезанием под углом, исключающее необходимость предварительного сверления. Более прогрессивным методом, по сравнению с прямолинейным врезанием, является метод кругового врезания (рис. 1.19, а), позволяющий снизить радиальные нагрузки на инструмент и при работе с попутным фрезерованием добиться лучшей эвакуации стружки из зоны резания.
Метод круговой интерполяции (рис. 1.19, б) является альтернативой использованию традиционного расточного инструмента. Круговую интерполяцию можно применять, используя большинство фрез с углом в плане 90 градусов, совершая кольцевой проход.
При плунжерном фрезеровании (рис. 1.19, в) обработка осуществляется не периферийной, а торцовой частью инструмента, при этом преобладают преимущественно осевые, а не радиальные усилия резания. Плунжерное фрезерование применяется, когда традиционные методы невозможны из-за чрезмерных вибраций. Например:
• при вылете инструмента больше чем 4xDc;
• при нежесткой системе;
• для получистовой обработки в углах;
• для труднообрабатываемых материалов, таких как титан.
Данный метод также является альтернативой при ограниченных мощности и крутящем моменте станка. Плунжерное фрезерование не является первым выбором для стабильных условий обработки вследствие меньшей производительности [71].
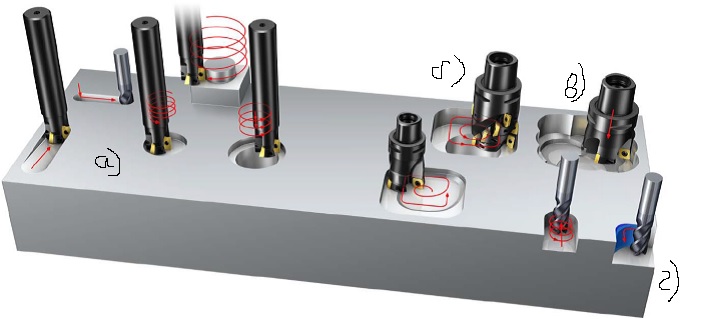
Рис. 1.19. Специализированные виды фрезерования: а – линейного и кругового; б – круговой интерполяции; в – плунжерного; г – по слоям
Дата добавления: 2016-07-22; просмотров: 4927;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
